鍋爐鋼結(jié)構(gòu)工程焊接工藝研究
2017-11-15 13:12:38靳毅馮爾云
中國(guó)設(shè)備工程 2017年21期
靳毅,馮爾云
(共享鋼構(gòu)有限責(zé)任公司,海南 海口 570100)
鍋爐鋼結(jié)構(gòu)工程焊接工藝研究
靳毅,馮爾云
(共享鋼構(gòu)有限責(zé)任公司,海南 海口 570100)
鍋爐鋼結(jié)構(gòu)是火電發(fā)電廠鍋爐承重的重要構(gòu)件,承重的鋼架結(jié)構(gòu)構(gòu)架施工現(xiàn)場(chǎng)采用全鋼結(jié)構(gòu),全螺栓連接節(jié)點(diǎn).制作過程中焊縫質(zhì)量直接影響到整個(gè)鍋爐使用的安全生產(chǎn),本文通過對(duì)鍋爐鋼結(jié)構(gòu)項(xiàng)目進(jìn)行歸納分析,總結(jié)出鍋爐鋼結(jié)構(gòu)焊接工藝的辦法.
鍋爐鋼結(jié)構(gòu);大板梁;焊接熱處理;厚板焊接
1 工程概況
本工程屬于海南金海紙業(yè)有限公司670T/H超高壓循環(huán)流化床鍋爐鋼結(jié)構(gòu).項(xiàng)目包含柱(含柱底板、地腳螺栓支架)和梁 、大板梁(頂板梁)、各種支撐(垂直、水平、抗震裝置) 、吊掛梁、剛性梁、鋼平臺(tái)、平臺(tái)框架、屋頂構(gòu)架部件.鍋爐構(gòu)架為獨(dú)立式全鋼結(jié)構(gòu)構(gòu)架,共60m高分七層布置,采用扭剪型高強(qiáng)螺栓連接副連接,項(xiàng)目總重1800t,最大截面頂板梁尺寸達(dá)H3000X800X60X80.
2 項(xiàng)目難點(diǎn)
(1)該項(xiàng)目安裝節(jié)點(diǎn)屬于全螺栓連接,一個(gè)連接副存在上百個(gè)螺栓孔,孔位精度要求極高,構(gòu)件整體制作精度、焊接變形控制要求嚴(yán)格.
(2)頂板梁、鋼柱、柱底板主要板厚達(dá)到60~100mm,頂板梁在使用過程中,承受了鍋爐主要重量,保證整臺(tái)鍋爐的安全,還要保證自身穩(wěn)定性,焊縫質(zhì)量要求高.
本文重點(diǎn)針對(duì)具有代表性的H型截面大板梁進(jìn)行工藝研究.
3 焊材選用
結(jié)合該項(xiàng)目鋼結(jié)構(gòu)材質(zhì)為Q345B,焊材選用過程中,應(yīng)保證以下原則.
(1)等強(qiáng)度對(duì)接,即焊縫金屬的性能應(yīng)高于或等于母材性能.Q345B的抗拉強(qiáng)度345MPa,屈服強(qiáng)度510~600MPa.
(2)厚板焊接,形狀復(fù)雜或大厚度的焊件,由于其焊縫金屬在冷卻收縮時(shí)產(chǎn)生的內(nèi)應(yīng)力大,容易產(chǎn)生裂紋.尤其是厚板容易出現(xiàn)層狀裂紋.因此,必須采用抗裂性好的焊材,如低氫型焊條、高韌性焊條.
(3)疲勞荷載,焊件在承受動(dòng)載荷和沖擊載荷情況下,除了要求保證抗拉強(qiáng)度、屈服強(qiáng)度外,對(duì)沖擊韌性、塑性均有較高的要求.此時(shí)應(yīng)選用低氫型焊材.結(jié)合以上分析,焊材選用如下:氣體保護(hù)焊焊絲選用ER50-3或ER50-6(焊絲直徑φ1.2mm);埋弧焊焊絲選用H08Mn2SiA(或H08MnA、H10Mn2)及對(duì)應(yīng)焊劑.
4 焊接工藝
(1)分析.延遲裂紋:在低合金結(jié)構(gòu)鋼接頭中,大多數(shù)的冷裂紋是由淬硬組織、氫的富集和約束應(yīng)力三要素共同作用的結(jié)果.冷裂紋是焊接接頭冷卻到100℃以下溫度出現(xiàn)的一種裂紋.這種裂紋通常是在焊后經(jīng)過一段時(shí)間才出現(xiàn)的宏觀裂紋,所以也稱為延遲裂紋.在某些焊接接頭中,冷裂紋的形成與氫在接頭中的擴(kuò)散和集聚直接有關(guān),因此普遍稱為氫致延遲裂紋.形成機(jī)理:低合金鋼焊接接頭中,冷裂紋的形成與接頭各區(qū)在快速加熱和冷卻作用下的組織轉(zhuǎn)變密切相關(guān).焊縫金屬或熱影響區(qū)內(nèi)馬氏體等淬硬組織的存在是形成冷裂紋的先決條件.通常,在室溫或在50℃以下焊接時(shí)約束度越高(即約束應(yīng)力越大)則產(chǎn)生裂紋的可能性越高,當(dāng)將焊件預(yù)熱到100℃及以上溫度時(shí),約束度的影響不再那樣強(qiáng)烈,因此焊前預(yù)熱對(duì)于減少因約束度產(chǎn)生裂紋的可能性是很有效的辦法.另外,由于焊接殘余應(yīng)力通常會(huì)在熱影響區(qū)產(chǎn)生裂紋,或與結(jié)構(gòu)工作應(yīng)力疊加從而造成焊接接頭的破壞,采用焊后熱處理可以有效消除焊接殘余應(yīng)力.總之,在低合金鋼焊接中,選用低氫焊條、采用焊前預(yù)熱和焊后熱處理對(duì)于減少焊縫熱影響區(qū)的冷裂紋的發(fā)生是切實(shí)有效的方法.
(2)焊接過程.
一是預(yù)熱和層間溫度.焊接前,針對(duì)60mm以上厚板進(jìn)行預(yù)熱80~100℃,層間溫度不低于預(yù)熱溫度且不超過250℃.焊前預(yù)熱及層間溫度的保持方法采用火焰加熱法,并采用紅外線測(cè)溫儀測(cè)量;加熱區(qū)域在焊縫坡口兩側(cè),溫度測(cè)量點(diǎn)選在焊件受熱面背面,測(cè)量點(diǎn)在電弧經(jīng)過前的焊接各方向不小于75mm.正面測(cè)量時(shí),應(yīng)在火焰離開后進(jìn)行.
二是焊接.焊接參數(shù):制定焊接工藝評(píng)定,首先根據(jù)預(yù)評(píng)定的焊接參數(shù)進(jìn)行試樣施焊,試樣力學(xué)檢測(cè)根據(jù)該工藝制定焊接工藝評(píng)定,否則調(diào)整預(yù)評(píng)定參數(shù)值直至試樣合格為止.
施焊過程中,打底焊首先要保證能熔透,采用較大電流,填充焊之前,先將打底焊縫的熔渣和飛濺清除干凈,一旦產(chǎn)生了冷縮孔,必須將其磨掉.
(3)焊后熱處理.
一是設(shè)備選用:板厚大于38mm的焊縫進(jìn)行焊后熱處理.由于構(gòu)件較長(zhǎng),采用電加熱毯的方式對(duì)焊縫部位進(jìn)行焊后熱處理.項(xiàng)目采用的ZWK-II-180型智能溫控儀,配備6只具有8段斜率/保溫的日本富士智能表作溫度控制.6只進(jìn)口雙向可控硅做強(qiáng)電輸出.記錄儀采用大華進(jìn)口EH100型,這樣曲線記錄更清晰準(zhǔn)確(圖1).

圖1
二是熱處理工藝.
保溫溫度及保溫時(shí)間.

板厚 保溫溫度 保溫時(shí)間δ≤50mm 600~640°C 2h δ>50mm 2h+(δ-50)/100h
加熱速度.在加熱過程中,在400℃以上溫度范圍內(nèi),加熱速度R1≤(220X25/δ)℃/h,且不超過100℃/h.
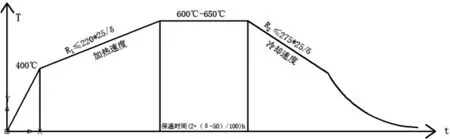
圖2
冷卻速度.在冷卻過程中,在400℃以上溫度范圍內(nèi),冷卻速度R2≤(275X25/δ)℃/h,且不超過135℃.
被加熱部件的溫差.在加熱及冷卻過程中,通過保溫棉對(duì)焊接部位進(jìn)行保溫處理,被加熱件的加熱部分在4500mm范圍內(nèi)的最大溫差不得超過130℃,在有效加熱范圍內(nèi),被加熱部分各處的最大溫差一般不應(yīng)超過85℃.
工藝卡曲線如圖2.
三是熱處理結(jié)果.
由曲線得知,制作過程中厚板熱處理從加熱速度、保溫溫度及時(shí)間、降溫速度均與預(yù)期的工藝卡片基本吻合.經(jīng)過熱處理,有效消除了熱應(yīng)力,同時(shí)接頭的金相組織得到改善,提高了焊接接頭的塑性及韌性,從而改善了焊接接頭的綜合機(jī)械性能,取得了預(yù)期的效果.
5 結(jié)語
鍋爐鋼結(jié)構(gòu)工程項(xiàng)目,焊接過程中要控制以下幾個(gè)關(guān)鍵環(huán)節(jié)才能保證焊縫質(zhì)量.
(1)焊接工藝評(píng)定.
(2)焊材選用.
(3)合適的焊接工藝.
(4)合適的熱處理工藝.
焊縫熱處理是保證焊縫力學(xué)性能的關(guān)鍵之處,該項(xiàng)目厚板焊縫按照焊接工藝評(píng)定方案制作出的焊縫有效通過了力學(xué)性能檢測(cè),通過客戶的質(zhì)量驗(yàn)收并順利交付,圓滿完成生產(chǎn)任務(wù).本文所述經(jīng)驗(yàn)可為同行提供借鑒與參考.
[1] GB/T22359-2008.鍋爐鋼結(jié)構(gòu)設(shè)計(jì)規(guī)范[S] .北京:中國(guó)標(biāo)準(zhǔn)出版社,2009.
[2] GB/T50661-2011.鋼結(jié)構(gòu)焊接規(guī)范 [S]. 北京:中國(guó)建筑工業(yè)出版社,2011.
[3] JGJ81-2002.建筑鋼結(jié)構(gòu)焊接技術(shù)規(guī)程 [S] .北京: 中國(guó)建筑工業(yè)出版社,2002.
[4] GB50205-2001.鋼結(jié)構(gòu)工程施工質(zhì)量驗(yàn)收規(guī)范[S].
[5] JB/T6064-1992.碳鋼、低合金鋼焊接構(gòu)件焊后熱處理方法[S].
TK222
A
1671-0711(2017)11(上)-0106-02
猜你喜歡
建材發(fā)展導(dǎo)向(2022年14期)2022-08-19 02:10:10
建材發(fā)展導(dǎo)向(2022年14期)2022-08-19 02:08:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
山東冶金(2022年1期)2022-04-19 13:40:48
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學(xué)報(bào)(2014年3期)2014-03-11 17:08:02
