激光熔覆成形薄壁件離焦量和Z軸提升量選擇方法
2017-11-22 10:00:02徐海巖,李濤,李海波,王鑫林,張洪潮
大連理工大學學報 2017年6期
關鍵詞:實驗
徐 海 巖, 李 濤, 李 海 波, 王 鑫 林, 張 洪 潮
( 大連理工大學 機械工程學院, 遼寧 大連 116024 )
激光熔覆成形薄壁件離焦量和Z軸提升量選擇方法
徐 海 巖, 李 濤*, 李 海 波, 王 鑫 林, 張 洪 潮
( 大連理工大學 機械工程學院, 遼寧 大連 116024 )
離焦量和Z軸提升量影響激光熔覆成形薄壁件的精度和效率,得到高精度薄壁件的關鍵是使Z軸提升量等于初始離焦量下的熔覆高度.為了解決高精度、高效率激光熔覆成形薄壁件問題,基于概率學構建了同軸送粉式激光熔覆系統的粉末分布密度模型,得到了不同負離焦量下熔覆高度計算公式并進行實驗驗證.提出了任意負離焦量和Z軸提升量下多層熔覆成形薄壁件高度的計算方法并進行實驗驗證.結果表明多層熔覆成形薄壁件高度的計算結果與實驗結果基本一致,選擇盡可能大并且能夠形成自愈合作用的負離焦量,并使Z軸提升量等于該離焦量對應的熔覆高度計算值,可以得到成形效率高、精度高的薄壁件.
激光技術;薄壁件成形;離焦量;Z軸提升量
0 引 言
激光熔覆成形作為一種新型增材技術可以在高材料利用率的情況下無模具成形復雜結構零件,尤其加工薄壁零件時,與傳統減材加工技術相比具有明顯的優越性.國內外諸多學者對激光熔覆成形薄壁件進行了研究.
影響激光熔覆成形薄壁件質量的因素眾多[1-3],各種工藝參數中離焦量L和Z軸提升量ΔZ尤為重要,它們直接影響了成形薄壁件的效率和精度.Wang等[4]通過改變離焦量和Z軸提升量成形了316L不銹鋼斜薄壁件,并分析了不同沉積策略對于斜薄壁件性能的影響.黃衛東等[5]定性研究了離焦量對于薄壁件成形質量的影響,并且提出了激光熔覆自帶的自愈合作用,對于激光熔覆成形薄壁件的離焦量選擇給予了一定的指導.西安交通大學對激光熔覆的自愈合作用進行了較為系統的研究,其中皮剛等[6]詳細分析了自愈合作用的形成條件,認為在激光能量足夠、離焦量為負值的情況下可以產生自愈合作用,并且在粉末空間濃度以粉末匯聚中心呈高斯分布的假設下對單層熔覆高度進行了計算.楊小虎等[7]通過實驗研究了工藝參數對于自愈合能力的影響,給出了一定條件下的最優自愈合工藝參數,對工藝參數的選擇具有一定的指導作用.Li等[8]基于實驗研究了開環控制條件下,成形薄壁件高度的迭代計算方法,證明了在開環條件下也可以成形較高精度的薄壁件.王鑫林等[9]基于實驗,探究了Z軸提升量和單道單層熔覆高度間的關系,給出了Z軸提升量選取時的推薦值.得到高精度成形薄壁件的關鍵是Z軸提升量等于初始離焦量下的熔覆高度,使離焦量和每層熔覆高度在成形過程中始終不變[10].以上研究雖然提出了離焦量和Z軸提升量會影響薄壁件的成形效率和高度,但是準確的定量分析很少,并且假設條件不盡合理導致誤差較大.通過實驗確定Z軸提升量具有一定的盲目性,針對不同熔覆系統和工藝參數的通用性不強.
離焦量的大小影響熔覆高度,熔覆高度和Z軸提升量的關系又會反過來影響離焦量的大小,因此離焦量和Z軸提升量間存在一個相互協調的平衡值,在這個平衡值下Z軸提升量等于此時的離焦量對應的熔覆高度.在激光熔覆自愈合作用形成時,熔覆高度隨著離焦量的變大而變大,選擇盡可能大的并且能夠形成自愈合效應的負離焦量,并使Z軸提升量等于對應的熔覆高度便可以得到成形效率、精度較高的薄壁件.本文基于概率方法,構建同軸送粉式激光熔覆系統的粉末分布密度模型,基于此模型得到離焦量和熔覆高度間的一一對應關系.通過離焦量和熔覆高度間的一一對應關系選擇盡可能大的并且能夠形成自愈合的負離焦量和與此時熔覆高度相等的Z軸提升量,得到成形效率高、質量好的薄壁件.根據離焦量和熔覆高度間的一一對應關系得到任意負離焦量和Z軸提升量下多層熔覆成形薄壁件高度的計算方法.
1 不同離焦量下熔覆高度計算
1.1 單一粉管粉末分布密度
激光熔覆過程中,粉末由送粉器通過粉管噴射到基體表面并落入熔池.粉末顆粒在空間中的分布可以通過粉末分布密度[11]來描述, 金屬粉末在粉管中的運動十分復雜,粉末噴出粉管后在空間中的分布狀態如圖1所示.觀察發現在噴出粉管瞬間,粉末顆粒的運動方向大致平行于粉管軸線,但是存在約為10°的發散角度.考慮到金屬粉末運動的復雜性,認為在垂直于粉管軸線平面上的粉末分布密度服從二維正態分布[12],粉末落在發散角度以外的區域為小概率事件,即在垂直于粉管軸線的任意平面上,粉末在發散角度以內區域的分布遵循正態分布的3σ原則,如圖2所示.
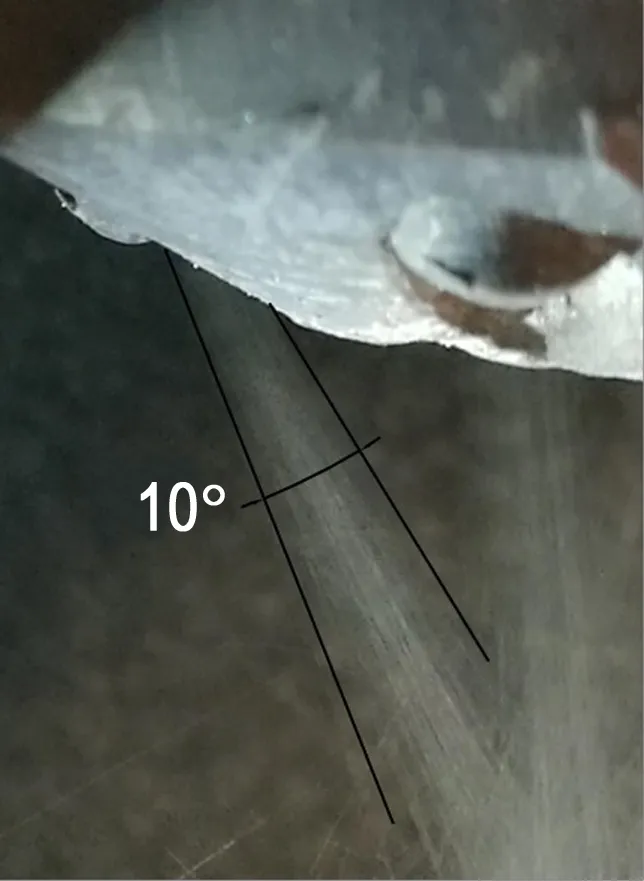
圖1 粉末空間分布
粉末從粉管噴出,在任意垂直于粉管軸線的平面上,二維正態分布公式可表示為
(1)
圖2 粉末空間分布示意圖
以粉管軸線與該平面的交點為原點O0,如圖2所示建立X0O0Y0坐標系,在該坐標系中x0、y0兩變量相互獨立,可得μ1=0,μ2=0,ρ=0,根據3σ原則可得σ1=r/3,σ2=r/3,r為任意垂直于粉管軸線的平面上發散角度以內區域的半徑,如圖2所示,其概率密度函數可以表示為
(2)
式中r隨著平面位置的變化而不斷變化,可表示為
r=(h+h0)tanθ
(3)
式中:h為粉管末端到平面的距離,h0為粉管底端到理論粉末噴出點間的距離,θ為粉末發散角的一半,如圖2所示.
以粉管軸線和基板的交點為原點O1,如圖2所示建立X1O1Y1坐標系,通常粉管與基板間存在一定的角度,導致垂直于粉管軸線的平面和基板并不平行,若想要得到基板某一點P的粉末分布密度,如圖2所示,需將P點坐標x1、y1進行坐標變換,轉換為X0O0Y0坐標系上的x0、y0,并將送粉量Mp代入,此時粉末分布密度fM可表示為
(4)
η為粉管傾斜角度導致的修正因子,其值為sinα,P點位置決定了X0O0Y0坐標系的位置,即h可由下式表示:
h=H/sinα+y1cosα
(5)
其中H為粉管末端距離基板的高度,即焦距與離焦量之和;α為粉管傾斜角度.在圖2所示的坐標系中,x0、y0與x1、y1的坐標變換關系可表示為
x0=x1
y0=y1sinα
(6)
將式(3)、(5)、(6)代入式(4)中,此時基板上任意一點P(x1,y1)的粉末分布密度可表示為
(7)
1.2 多粉管粉末分布密度
同軸送粉式激光熔覆系統中,粉管數量一般為4個,并且對稱分布在激光頭上,其排布方式一般如圖3所示.
圖3 粉管排布示意圖
圖中D為互不相鄰的兩粉管間的距離,粉末通過4個粉管落在激光頭下的基板上,某一瞬間粉末在基板上的分布如圖4所示.

圖4 基板上粉末分布示意圖
以激光軸線和基板的交點為原點O,如圖4所示建立XOY坐標系.以各個粉管軸線和基板的交點為原點,如圖4所示,分別建立X1O1Y1、X2O2Y2、X3O3Y3、X4O4Y4坐標系.在X1O1Y1、X2O2Y2、X3O3Y3、X4O4Y4坐標系上
(8)
其中i=1,2,3,4,xi、yi和x、y的坐標變換可表示為

(9)
在XOY坐標系上,粉末分布密度可以表示為

fM(x3,y3)+fM(x4,y4)]
(10)
將式(8)、(9)代入式(10)中便可得到距粉管末端高度為H的基板上的粉末分布密度.
1.3 熔覆高度計算
激光熔覆過程中,進入熔池區域的粉末瞬間熔化并成為熔池一部分,隨著激光束和基體的相對運動,離開激光束照射的熔池迅速凝固,成為熔覆層[13].單位時間內進入熔池區域的粉末質量等于生成的熔覆層質量,單位時間生成的熔覆層質量M可以表示為
(11)
其中Dxy為基板上的熔池區域面積.此時的熔覆高度即理想Z軸提升量ΔZ可以表示為
ΔZ=M/ρvW
(12)
式中:ρ為熔覆層密度,v為激光掃描速度,W為熔覆層寬度即熔池寬度.由于在負離焦下激光熔覆存在自愈合作用,多層熔覆成形薄壁件高度并不一定等于N×ΔZ.在熔覆時由于熔覆高度和Z軸提升量之間的關系,離焦量和每層熔覆高度會不斷變化直至與Z軸提升量之間達到平衡為止.當熔覆層數較少時,由于每層熔覆高度的不斷變化,熔覆總高度計算較為困難.當熔覆層數較多時,離焦量與Z軸提升量之間已經達到了平衡,在已知Z軸提升量與離焦量的一一對應關系時,達到平衡后的離焦量可以通過Z軸提升量獲得,熔覆總高度可以通過簡單計算得到.通過式(11)、(12)得到Z軸提升量與離焦量的一一對應關系,在能夠形成自愈合的條件下,設離焦量L與Z軸提升量的函數關系可通過下式表示:
L=g(ΔZ)
(13)
則此時多層熔覆薄壁件高度可以表示為
hm=N×ΔZ+(L0-g(ΔZ))
(14)
式中:hm為多層熔覆薄壁件高度,L0為初始離焦量值.若熔覆過程離焦量和Z軸提升量間始終保持協調平衡狀態即g(ΔZ)始終等于L0,上式可以簡化為hm=N×ΔZ.
2 實驗方案及結果
2.1 實驗設備及材料
本文采用的實驗裝置為半導體激光熔覆系統,包括Laserline半導體激光器、KUKA六軸機器人、Precitec的YC52同軸激光熔覆頭以及載氣式同軸送粉器,如圖5所示.實驗中使用的基體和粉末材料均為316L不銹鋼,粉末粒度為45~180 μm,粉末質量分數(%)為0.006C、2.6Mo、12.8Ni、1.5Mn、17Cr、0.7Si,其余為Fe.載粉氣體和保護氣體皆為高純度氬氣.計算過程中涉及的各種參數分別為D=21 mm,α=58°,θ=5°,h0=17 mm,工藝參數為v=5 mm/s,Mp=9.15 g/min,激光功率為1 000 W,激光光斑直徑3 mm.熔覆過程中在薄壁兩頭會發生塌陷,熔覆層高度變小,所以在薄壁兩頭增加了一定的等待時間,減輕塌陷對于熔覆高度的影響.
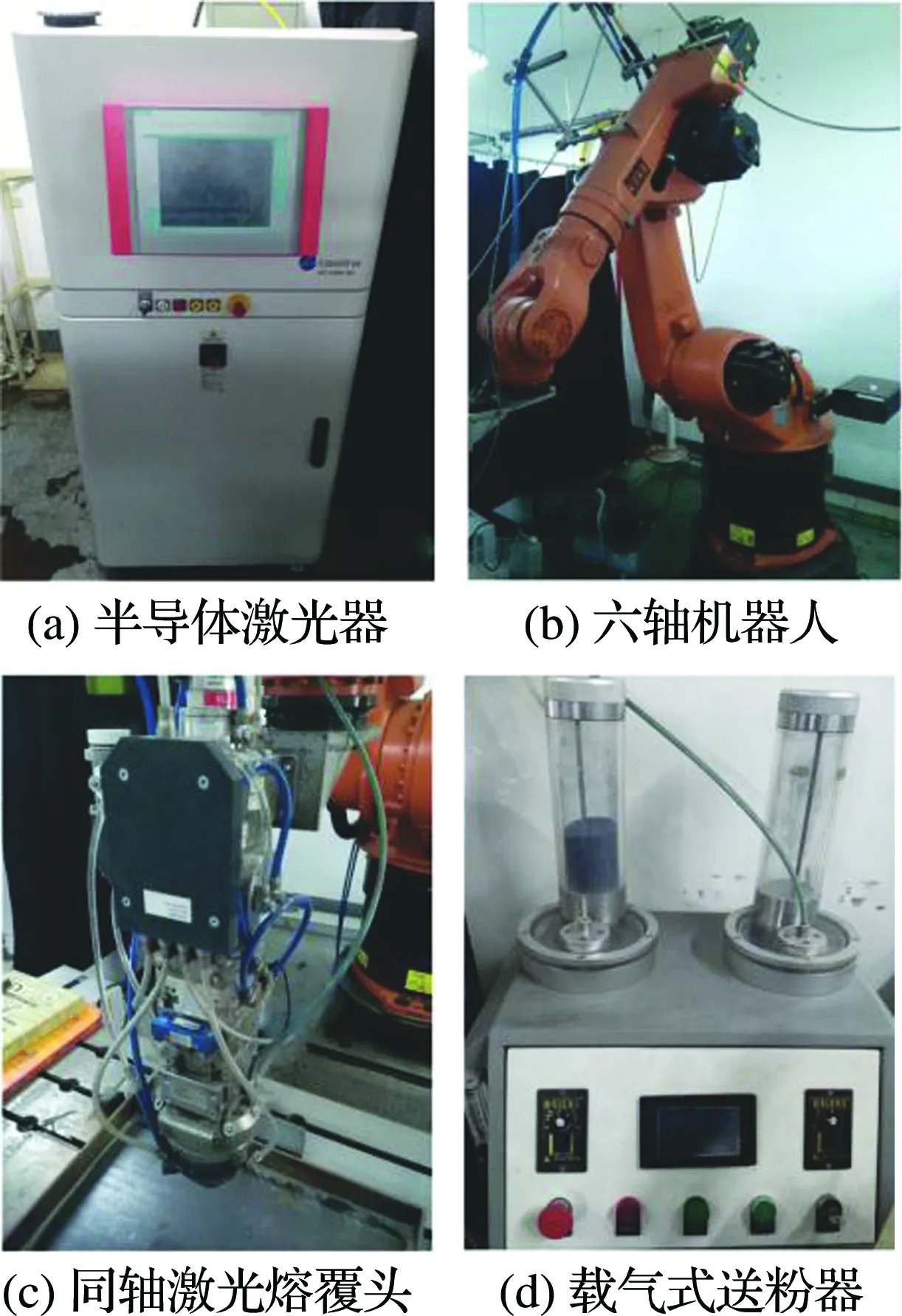
圖5 激光熔覆系統
2.2 實驗方案
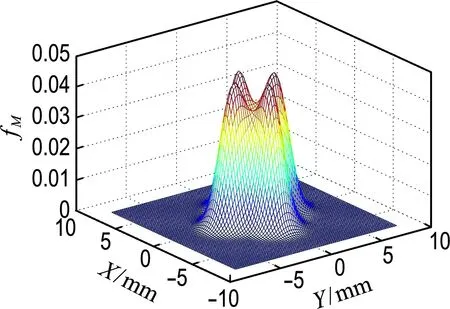
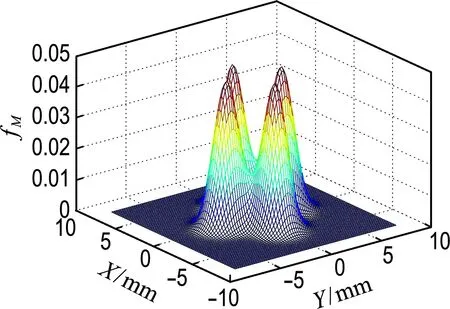
選擇-4、-3、-1 mm 3個不同的離焦量,利用Matlab做出不同離焦量時粉末分布密度圖,對比不同離焦量下的粉末分布密度如圖6所示.對式(11)進行積分求解,假設基板上的積分區域即為激光光斑照射區域,得到了熔覆高度與離焦量的一一對應關系,如圖7所示.
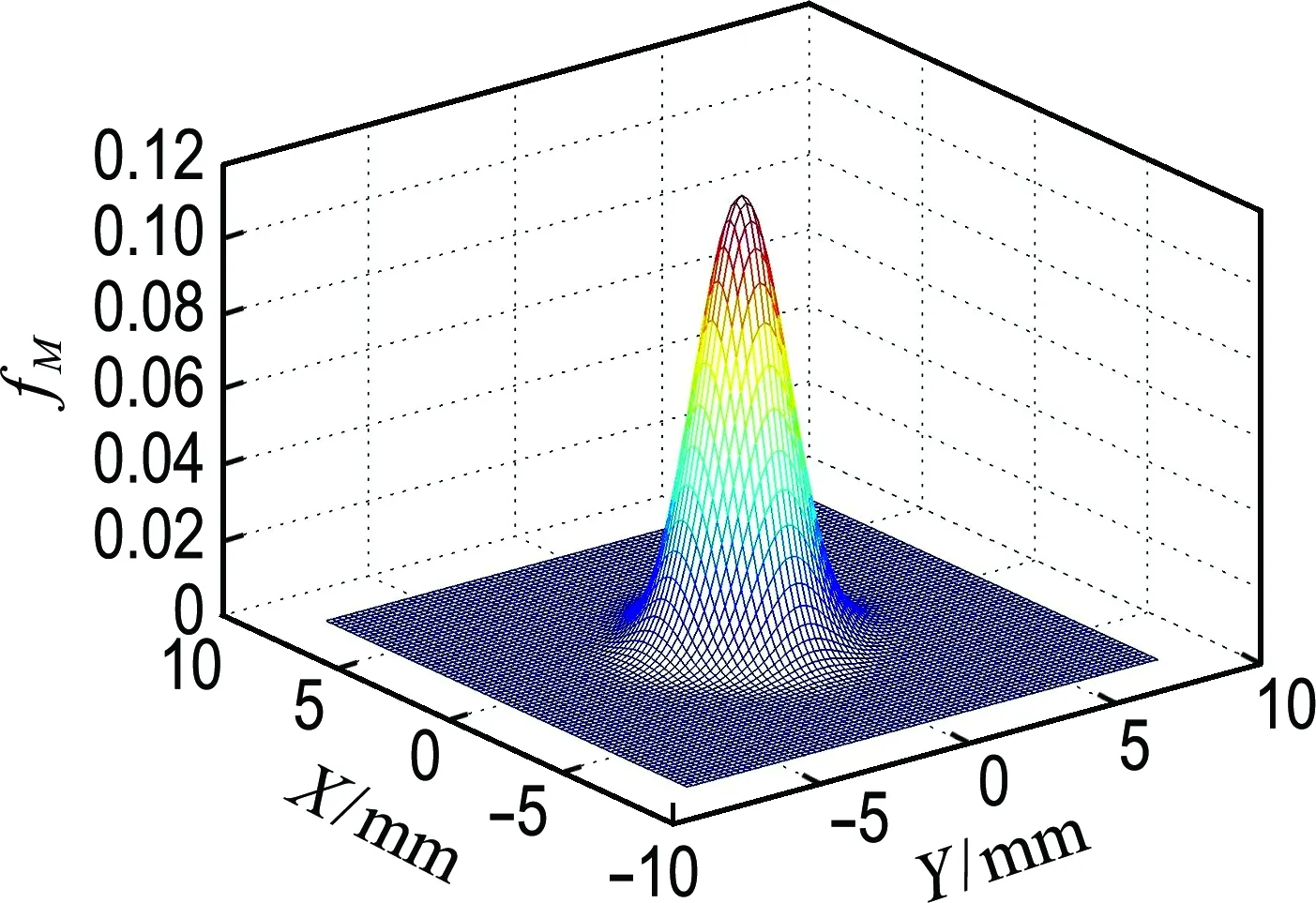
(a) L=-1 mm
(b)L=-3 mm
(c)L=-4 mm
圖6 不同離焦量時的粉末分布密度
Fig.6 The distribution of powder density under different defocused amounts
觀察圖6可以發現不同負離焦量下粉末分布密度有很大差別,粉末匯聚程度隨著離焦量的減小而變差.由圖7可以發現在0.2 mm左右的正離焦情況下熔覆層高度最高約為0.75 mm,以此為基準,離焦量變大或者變小均會使熔覆高度降低.為了驗證本文所提出模型計算結果的準確性,
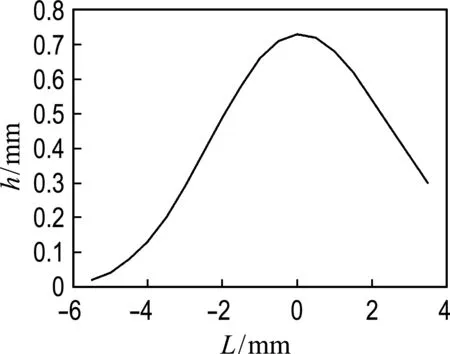
圖7 離焦量對熔覆高度的影響
首先選擇了-4、-3、-1 mm這3個不同的離焦量,進行了單道單層熔覆實驗.單道單層實驗前后的熔覆層表面形貌會發生變化,對比熔覆高度理論值與實驗結果沒有意義,故對比不同離焦量下的熔覆層橫截面積的理論值與實驗結果,驗證計算模型的準確性.分別選擇-3和-1 mm作為離焦量,0.30、0.65、0.80 mm作為Z軸提升量,進行薄壁件成形全面實驗(其中0.30和0.65 mm分別是離焦量為-3和-1 mm時的計算熔覆高度),熔覆層數為30.對比不同離焦量和Z軸提升量對薄壁件成形效率和質量的影響.
2.3 實驗結果
不同離焦量下的單道單層熔覆結果如圖8所示,其熔覆層橫截面積根據熔覆高度計算得到.不同離焦量和Z軸提升量的薄壁件成形全面實驗結果如圖9所示,不同離焦量和Z軸提升量下薄壁件的成形效率和質量各不相同,Z軸提升量過大時,甚至不能成形薄壁件,各種參數下的薄壁件高度通過測量得到.
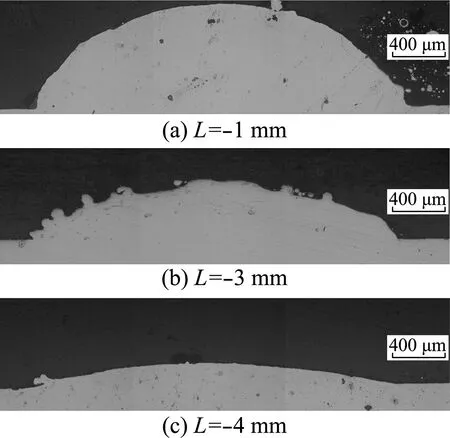
圖8 不同離焦量下的熔覆層橫截面
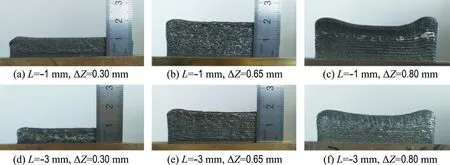
圖9 不同離焦量和Z軸提升量下的成形薄壁件
3 分析與討論
不同離焦量下的單道單層熔覆層形狀差異很大,在負離焦量情況下離焦量越小,單位時間內進入熔池區域的粉末越少,熔覆寬度相同的情況下熔覆高度越小.假設熔覆層表面形貌為圓弧形[14],將實驗得到的不同離焦量下熔覆層橫截面積與理論計算值相比,如表1所示,可以發現熔覆層橫截面積的理論計算值與實驗結果基本相同,說明該模型得到的計算結果基本準確.
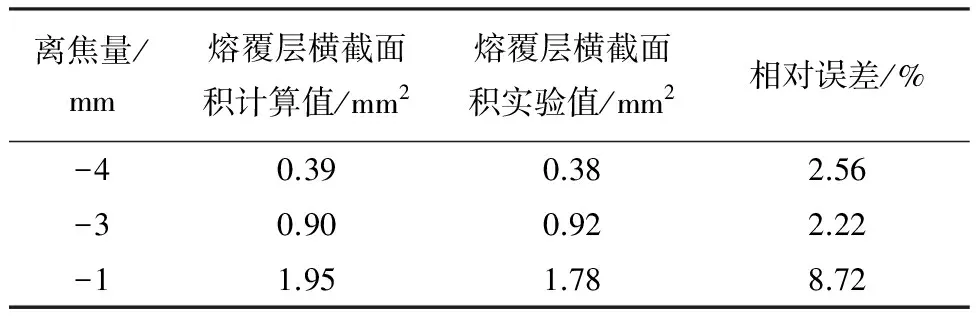
表1 不同離焦量下的熔覆層橫截面積
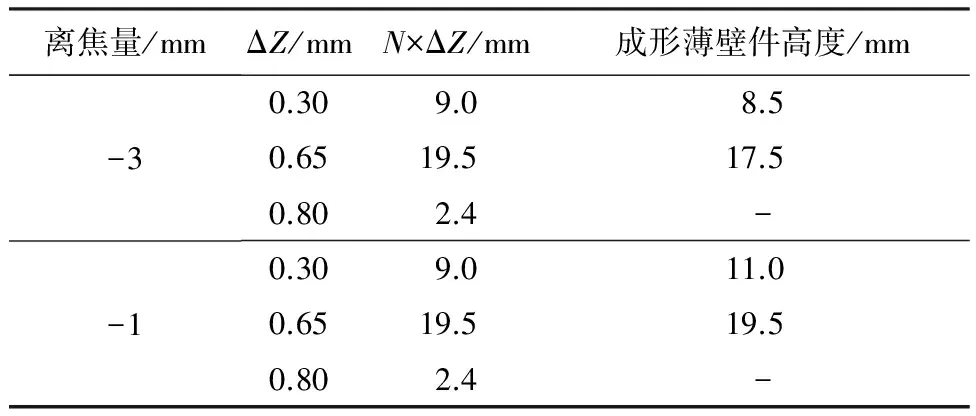
離焦量-3、-1 mm,Z軸提升量0.30、0.65、0.80 mm,熔覆層數30層時,薄壁件成形高度的預期值與實驗結果如表2所示.
表2 不同離焦量和Z軸提升量下的成形薄壁件高度
Tab.2 Height of forming thin-walled part under different defocused amounts andZ-increments
離焦量/mmΔZ/mmN×ΔZ/mm成形薄壁件高度/mm-3-10.300.650.800.300.650.809.019.52.49.019.52.48.517.5-11.019.5-
觀察表2可以發現,離焦量為-1 mm、Z軸提升量為0.65 mm時,成形薄壁件效率高、精度高,成形薄壁件高度等于N×ΔZ,其中N為熔覆層數.這是因為離焦量為-1 mm、Z軸提升量為0.65 mm時,單層熔覆高度等于Z軸提升量,在熔覆過程中時刻能夠達到離焦量和Z軸提升量間的協調平衡狀態.離焦量為-3 mm、Z軸提升量為0.30 mm時,成形薄壁件的精度也很高,幾乎等于N×ΔZ,然而成形效率卻很低,這是因為離焦量過小,大部分粉末沒有能夠進入熔池,導致熔覆高度較小,雖然在熔覆過程中時刻達到離焦量和Z軸提升量間的協調平衡狀態,但是Z軸提升量卻處在一個較低的水平,因此精度較高,效率較低.
離焦量為-1 mm、Z軸提升量為0.30 mm和離焦量為-3 mm、Z軸提升量為0.65 mm時,離焦量和Z軸提升量間沒有達到協調平衡狀態,導致成形件高度并不等于N×ΔZ,將離焦量-3、-1 mm,Z軸提升量0.30、0.65 mm,熔覆層數30,代入式(14)中進行計算,對比成形薄壁件高度的理論值與實驗結果,如表3所示.理論值與實驗結果基本一致.
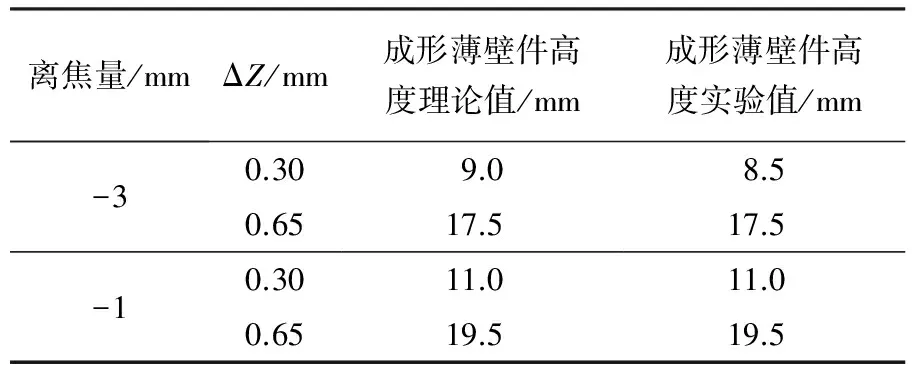
表3 成形薄壁件高度的理論值與實驗結果
當Z軸提升量為0.80 mm時,ΔZ大于理論最大熔覆高度,此時無論離焦量如何選擇,激光頭與基板間的距離始終會不斷變大,最終導致不能成形薄壁件,如圖9(c)、(f)所示,因此在選擇Z軸提升量時,不能超過該工藝參數下最大的熔覆高度.
4 結 論
(1)基于概率方法,提出了同軸送粉式激光熔覆系統中粉末分布密度的計算模型,基于此模型,提出了不同離焦量下激光熔覆成形薄壁件的單層熔覆高度的計算方法.
(2)基于熔覆高度與離焦量之間的一一對應關系,提出了任意負離焦量和Z軸提升量下多層熔覆成形薄壁件高度的精確計算方法.
(3)激光熔覆成形薄壁件時,選擇盡可能大的并且能夠形成自愈合的負離焦量,并使Z軸提升量等于該離焦量對應的熔覆高度計算值,可以得到成形效率和精度較高的薄壁件.
[1] ZHANG Kai, WANG Shijie, LIU Weijun,etal. Effects of substrate preheating on the thin-wall part built by laser metal deposition shaping [J].AppliedSurfaceScience, 2014,317:839-855.
[2] WANG Xinlin, DENG Dewei, YI Hongli,etal. Influences of pulse laser parameters on properties of AISI316L stainless steel thin-walled part by laser material deposition [J].Optics&LaserTechnology, 2017,92:5-14.
[3] 馬廣義,王江田,牛方勇,等. 粉末分布對激光近凈成形Al2O3陶瓷薄壁件表面形貌的影響[J]. 中國激光, 2015,42(1):135-140.
MA Guangyi, WANG Jiangtian, NIU Fangyong,etal. Influence of powder distribution on the Al2O3thin-wall ceramic formed by laser engineered net shaping [J].ChineseJournalofLasers, 2015,42(1):135-140. (in Chinese)
[4] WANG Xinlin, DENG Dewei, QI Meng,etal. Influences of deposition strategies and oblique angle on properties of AISI316L stainless steel oblique thin-walled part by direct laser fabrication [J].Optics&LaserTechnology, 2016,80(1):138-144.
[5] 黃衛東,林 鑫,陳 靜,等. 激光立體成形——高性能致密金屬零件的快速自由成形[M]. 西安:西北工業大學出版社, 2007.
HUANG Weidong, LIN Xin, CHEN Jing,etal.LaserSolidForming-FastFreeFormingofHighPerformanceDenseMetalParts[M]. Xi′an: Northwestern Polytechnical University Press, 2007. (in Chinese)
[6] 皮 剛,張安峰,朱剛賢,等. 激光金屬直接成形中形貌自穩定效應的研究[J]. 西安交通大學學報, 2010,44(11):77-81.
PI Gang, ZHANG Anfeng, ZHU Gangxian,etal. Self-regulation-effect in laser direct metal manufacturing [J].JournalofXi′anJiaotongUniversity, 2010,44(11):77-81. (in Chinese)
[7] 楊小虎,張安峰,李滌塵,等. 激光金屬直接成形工藝參數對形貌自愈合能力的影響[J]. 中國激光, 2011,38(6):212-218.
YANG Xiaohu, ZHANG Anfeng, LI Dichen,etal. Influence of process parameters on self-healing ability in laser metal direct forming [J].ChineseJournalofLasers, 2011,38(6):212-218. (in Chinese)
[8] LI Peng, JI Shengqin, ZENG Xiaoyan,etal. Direct laser fabrication of thin-walled metal parts under open-loop control [J].InternationalJournalofMachineTools&Manufacture, 2007,47(6):996-1002.
[9] 王鑫林,鄧德偉,胡 恒, 等.Z軸單層行程對激光熔覆成形的影響[J]. 激光技術, 2015,39(5):702-705.
WANG Xinlin, DENG Dewei, HU Heng,etal. Effect of singleZ-increment on laser cladding forming [J].LaserTechnology, 2015,39(5):702-705. (in Chinese)
[10] 王續躍,江 豪,徐文驥,等. 變Z軸提升量法圓弧截面傾斜薄壁件激光熔覆成形研究[J]. 中國激光, 2011,38(10):72-78.
WANG Xuyue, JIANG Hao, XU Wenji,etal. Laser cladding forming of arc-section inclined thin-walled parts with variableZ-increments [J].ChineseJournalofLasers, 2011,38(10):72-78. (in Chinese)
[11] 胡 項,陳振華,朱蓓蒂,等. 同步送粉激光熔覆的粉末分布密度[J]. 中國有色金屬學報, 1997,7(2):136-139.
HU Xiang, CHEN Zhenhua, ZHU Beidi,etal. Average density in laser cladding processing with a powder injector [J].TheChineseJournalofNonferrousMetal, 1997,7(2):136-139. (in Chinese)
[12] LIN J, HWANG B C. Clad profiles in edge welding using a coaxial powder filler nozzle [J].Optics&LaserTechnology, 2001,33(4):267-275.
[13] 劉 昊,虞 鋼,何秀麗,等. 送粉式激光熔覆中瞬態溫度場與幾何形貌的三維數值模擬[J]. 中國激光, 2013,40(12):78-85.
LIU Hao, YU Gang, HE Xiuli,etal. Three-dimensional numerical simulation of transient temperature field and coating geometry in powder feeding laser cladding [J].ChineseJournalofLasers, 2013,40(12):78-85. (in Chinese)
[14] 劉振俠,黃衛東,萬柏濤. 送粉式激光熔覆數值模型基本問題研究[J]. 中國激光, 2003,30(6):567-570.
LIU Zhenxia, HUANG Weidong, WAN Baitao. Investigation of basic problems of the numerical model for powder-feed laser cladding [J].ChineseJournalofLasers, 2003,30(6):567-570. (in Chinese)
MethodtoselectdefocusedamountandZ-incrementsinformingthin-walledpartwithlasercladding
XUHaiyan,LITao*,LIHaibo,WANGXinlin,ZHANGHongchao
(SchoolofMechanicalEngineering,DalianUniversityofTechnology,Dalian116024,China)
Defocused amount andZ-increments affect the accuracy and efficiency of thin-walled part with laser cladding forming. The key to obtain high-accuracy thin-walled part is to make theZ-increments equal the cladding height under initial defocused amount. In order to solve the problem of forming thin-walled part with high accuracy and efficiency, powder density distribution model of laser cladding system with coaxial-powder feeding is established based on the probability theory, the calculation formula of cladding height under different negative defocused amounts is given and experimentally verified. The calculation method of multi-layer cladding forming thin-walled part height under any negative defocused amount andZ-increment is proposed and experimentally verified. The results show that calculations of multi-layer cladding forming thin-walled part height are in accordance with experiments. Selecting self-regulation-effect negative defocused amount as large as possible, and makingZ-increments equal the calculated value of cladding height under this defocused amount, the thin-walled parts with high forming efficiency and high accuracy can be obtained.
laser technology; thin-walled parts forming; defocused amount;Z-increments
1000-8608(2017)06-0557-07
TG39
A
10.7511/dllgxb201706002
2017-04-09;
2017-09-28.
國家自然科學基金資助項目(51775086).
徐海巖(1993-),男,碩士生,E-mail:xuhaiyan_123@163.com;李 濤*(1977-),女,博士,副教授,碩士生導師,E-mail:litao_dlut@163.com;張洪潮(1953-),男,教授,博士生導師,E-mail:hongchao18@163.com.
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55