64 000 DWT散貨船建模精度管理技術的應用
2017-12-04 08:50:52王亞慶惲永洪
江蘇船舶 2017年5期
關鍵詞:管理
王亞慶,陸 東,惲永洪
(中船澄西船舶修造有限公司,江蘇 江陰 214400)
64000DWT散貨船建模精度管理技術的應用
王亞慶,陸 東,惲永洪
(中船澄西船舶修造有限公司,江蘇 江陰 214400)
為了減少船舶建造過程中由于尺寸精度不良造成的修改返工,保障生產,64 000 DWT散貨船建造時應在余量設計、分段制作、搭載過程中用了造船建模精度管理技術和方法。通過系列船精度指標數據分析,證明了采用的管理技術和方法的有效性,說明了精度管理對造船成本、效率的促進作用。
精度余量設計;分段精度控制 ;總組和搭載精度控制;模擬搭載
0 引言
船舶建造過程中,受切割、加工、焊接和吊運等因素影響,船體零件、部件、分段、總段和船體主尺度必然會產生尺寸偏差,這些尺寸偏差往往集中在搭載階段暴露,造成較多的切割修改施工,影響搭載生產效率。為了控制和減少這些尺寸偏差,國內船廠近年來普遍加大了船體建造精度管理的研究和投入,推廣應用了全站儀結合精度管理軟件的數據測量分析技術,在下料加工、分段制作、總組搭載精度控制方面研究應用了新的管理方法,部分船廠學習引進了模擬搭載技術,成立了專職搭載定位工班。這些管理技術和方法的應用,有效地提高了產品建造精度和生產效率。本文介紹64 000 DWT散貨船建造時采用的分段制作精度控制與總組和搭載精度控制的管理技術和方法。
1 精度余量設計思路
新造船的余量補償量設計之前,必須要清楚公司各道工序建造精度水平,明白余量補償量加放的目的。過去思路比較簡單粗放,采用在分段合攏端面統一加放一定量的余量或補償量,用來補償下料、成型、分段制作、搭載過程的尺寸損耗,其中考慮到曲分段外板加工的尺寸收縮,通常是連同分段內部結構一起加放余量值,待分段完工后割除,或是在搭載階段割除,這樣增加了不必要的切割工作量。
本文研究的64 000 DWT散貨船結構形式為單殼、雙底,有5個貨艙。全船總長199.90 m,型寬32.26 m,型深18.50 m。該船余量補償量加放主要考慮如下:
(1)主板埋弧自動焊拼板縫收縮。
(2)主板二氧化碳氣體保護焊拼接收縮。
(3)主板結構成型焊接+背燒收縮。
(4)內部插入式結構的負補償。
(5)T型結構成型收縮。
(6)結構密集、大焊腳部位的焊接收縮。
(7)雙曲率外板的加工余量單獨考慮。
全船除了上層建筑底層分段、艙口圍板以及艏部球鼻艏、艏樓分段合攏端面留有20~30 mm的余量,其余貨艙、艏部、艉部分段均按無余量制造原則,按工序加放拼板、焊接、背燒、合攏補償量,尺寸負補償。全船分段結構無余量制造比例達到91.9%。
2 分段制作精度控制
64 000 DWT散貨船分段制作精度控制的關鍵點主要是分段整體的平整度、端面平齊度、企口的平整度、貨艙舭部線型、曲分段線型、曲板上結構安裝角度等管理項目。
2.1分段的整體平整度
整體平整度是分段精度的基礎,保證平整度的關鍵是控制焊接變形。除了執行胎架水平、焊接工藝順序外,將一個分段的焊接量由集中焊接轉為分散焊接,是一種有效控制分段整體平整度的方法。
分散焊接控制分段整體平整度是通過分段裝配流程設計(即DAP設計)來貫徹實施的。分段裝配流程圖如圖1所示。圖中,①~⑧為分段號。
2.2分段的端面平齊度
端面平齊度是指分段同一合攏面所有結構的平齊度,分段端面平齊度是總組和搭載階段原始坡口保留的關鍵,也是評價分段無余量制造成功與否的關鍵。該船絕大多數分段采取無余量制造。要控制分段端面平齊度在理想范圍,首先要保證前道工序提供的零部件尺寸精度,尤其是主板拼板和二次劃線切割精度;其次要讓裝配工人有可操作的端面檢驗尺寸,嚴格過程控制。
分段端面檢驗尺寸提供的原則是按照分段在胎制作狀態,能夠通過劃線和吊線垂檢查得出。
2.3分段企口的平整度
分段企口泛指分段合攏端面距最近一檔結構之間的部分。若這部分的平整度管理不到位會造成合攏后線型不光順,通常需要再次火工矯正,這樣會使分段油漆損壞。
考慮到焊接坡口形式對焊縫位置的變形趨勢,分段企口平整度以理論尺寸略微偏向坡口一側為管理目標。外板企口背燒管理如圖2所示。
2.4貨艙舭部線型
貨艙舭部外板的線型控制是貨艙區分段精度控制的重點。按照精度管理標準,分段尺寸精度維持在±4 mm,搭載過程板材錯位在10 mm以內,搭載裝配作業時可以比較容易地調整錯位量,但舭部圓弧外板對接錯位后的調整比較困難。因此,對于雙層底舭部外板線型控制必須建立一個統一的管理標準,最大限度地減少大合攏舭部外板對接的錯位量。
分段制作階段舭部線型控制主要采用測量指定縱骨之間的弧長,以及在舭列板上按等距增加測量點,弧長要求統一正公差管理。分段舭部圓弧控制示意圖如圖3所示。
2.5結構與曲板的安裝角度
平直區域結構安裝角度一般為90°直角,安裝和檢查都比較直觀。但是,曲分段曲外板上的結構的安裝角度通常不規則,也不統一,如果不進行專項管理控制,容易造成合攏對接錯位。
結構與曲板的安裝角度控制采用三角形邊長檢查方法,其安裝角度控制示意圖如圖4所示。
3 總組和搭載精度控制
分段總組和搭載精度管理主要從分段定位尺寸保型、定位工人技能、模擬搭載技術應用三個方面開展,實現保證分段搭載精度尺寸、提高搭載定位作業效率的目的。
3.1分段定位尺寸保型
影響總組和搭載精度最直接的因素,除了前道分段完工精度以外,分段調整到位后的尺寸變化也是最常見的精度問題,因此,針對64 000 DWT散貨船的建造,應根據分段劃分、吊裝順序,制定一套完整的支撐方案,并配套準備相應的支撐工裝。常見的底邊艙分段和上邊艙分段支撐形式分別如圖5、圖6所示。
3.2搭載定位工人技能
搭載定位是船體建造精度管理的最后一道工序,也是檢驗分段建造精度結果最直觀的環節,而作業人員的技能水平也會在一定程度上影響搭載定位結果。合格的搭載定位作業人員需要具備較高的復合技能,如三維測量技能、調整計算能力、劃線和切割技能以及焊接技能。
保證搭載定位工人技能較好的管理措施是成立專職搭載定位工班,配備專業的搭載定位工具,經過專業的培訓實踐,負責全船分段搭載定位工作。
3.3模擬搭載技術應用
實施模擬搭載,可以在分段吊裝之前預先掌握定位狀態,提前采取糾正預防措施,達到快速搭載定位的效果。
模擬搭載技術的應用,首先運用專業的精度測量儀器采集基準段和搭載段數據;再運用專業精度軟件進行模擬數據合攏分析,判斷對接間隙和結構錯位情況;最后根據搭載精度管理需要,在分段吊裝合攏前,將影響搭載定位的因素進行處理。艏部分段模似分析及數據輸出示意圖如圖7所示。
4 64 000 DWT系列船的精度指標
4.1分段搭載定位時間
分段搭載定位時間是指分段吊裝到距目標點1 m左右位置,定位人員開始工作,到分段調整到位、定位約束焊結束、門機松鉤之間的時間。定位時間主要包含尺寸調整、余量修割、馬板固定、約束焊接四項作業時間,其中馬板固定和約束焊時間相對固定,尺寸調整和余量修割的時間與分段精度直接關聯。分段精度越高,尺寸調整和余量修割的時間就越短。應用模擬搭載技術前后的分段定位時間對比見表1。
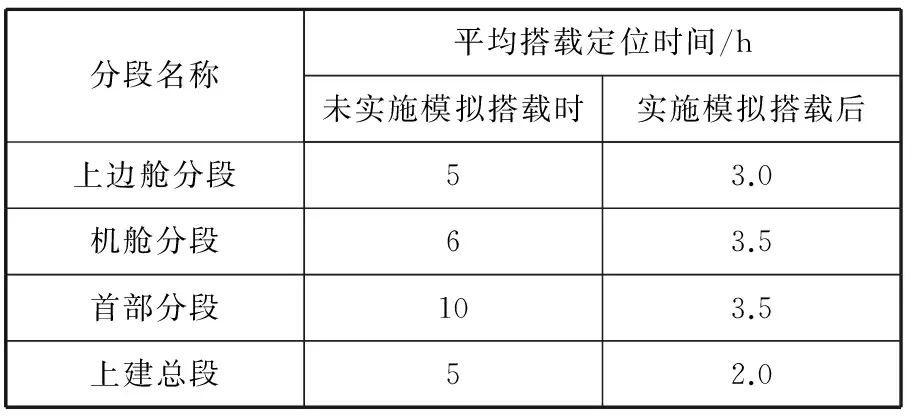
表1 64 000 DWT散貨船分段搭載定位時間
4.2分段坡口保留率和分段結構開刀率
總組和搭載階段分段坡口保留率是指分段在總組和搭載階段全船分段大合攏坡口保留長度/總長度的比例。保留率越高,說明總組和搭載階段的二次坡口修割量越少。
總組和搭載階段分段結構開刀率是指分段在總組和搭載階段全船分段合攏面內部結構開刀的個數/總個數。開刀率越低,說明總組和搭載階段的分段內部結構焊縫割開返工量越少。
近年來,隨著精度管理技術的持續研究應用,64 000 DWT散貨船總組和搭載階段分段坡口保留率、分段結構開刀率指標見表2。表中數據顯示,精度管理技術得到有效應用。
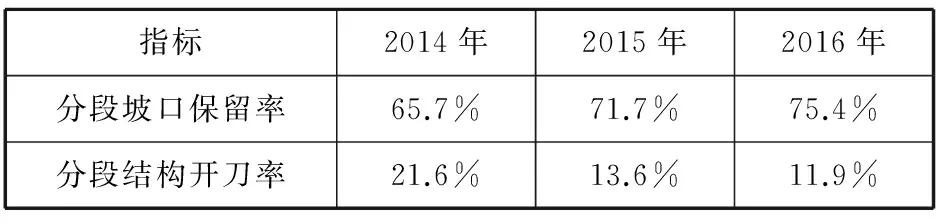
表2 64 000 DWT散貨船精度指標達成及提升
5 結語
隨著精度管理技術的深入開展,64 000 DWT散貨船總組和搭載階段分段坡口保留率逐年提高,分段結構開刀率逐年降低。全面推進造船建模精度管理工作的目的和意義在于提高生產效率,降低成本,促進并提高建造技術的進步。通過近年來造船精度管理的投入,并在實船中研究應用了上述的精度管理技術和方法,搭載階段的返工量相對于過去明顯減少,從而減少了返工損失,保障了生產進度,為公司轉型發展奠定基石。
[1] 龍進軍.船舶檢驗[M].哈爾濱:哈爾濱工程大學出版社,2006.
[2] 陸俊岫,吳庭笙,魏承楣.船舶建造質量檢驗[M].哈爾濱:哈爾濱工程大學出版社,2011.
[3] 徐兆康.船舶建造工藝學[M].北京:人民交通出版社,2005.
U673.2
A
2017-05-11
王亞慶(1975—),男,工程師,從事船舶建造管理工作;陸東(1971—),男,工程師,從事造船生產管理工作;惲永洪(1977—),男,工程師,從事船舶建造精度管理工作。
猜你喜歡
今日農業(2022年15期)2022-09-20 06:56:20
水資源開發與管理(2021年12期)2022-01-15 08:54:58
——關注自然資源管理
遼寧自然資源(2021年3期)2021-05-19 06:39:04
水利建設與管理(2020年9期)2020-10-21 05:22:26
河南水利年鑒(2020年0期)2020-06-09 05:43:30
中國制筆(2019年1期)2019-08-28 10:07:26
建材發展導向(2019年10期)2019-08-24 06:26:30
建材發展導向(2019年10期)2019-08-24 06:26:20
中國眼鏡科技雜志(2017年13期)2017-08-16 03:13:42
雜文月刊(2016年1期)2016-02-11 10:35:51