QC案例:提高生產聚酰亞胺活門組件的合格率
2017-12-06 04:13:00朱雪艷魏應亮張崇印
上海質量 2017年11期
◆朱雪艷 魏應亮 丁 張崇印/ 文
QC案例:提高生產聚酰亞胺活門組件的合格率
課題選擇
活門組件是指通過一定的工藝方法將非金屬密封環置入金屬密封槽內制成的產品,因此包含金屬基體和非金屬密封環兩個零件。由于活門組件兼具金屬基體的強度和非金屬密封環的密封性能,在閥門通用結構中得到廣泛的應用。
上海航天設備制造總廠生產的聚酰亞胺活門組件安裝于新一代高壓電磁閥上,用于控制增壓輸送系統氣路的打開與關閉。

2016年初,“膠出質量”QC小組針對2015年整年生產的聚酰亞胺活門組件的生產情況進行了匯總調查,發現不合格品的比重占到50%以上。針對該問題,QC小組于2016年2月對該月生產的聚酰亞胺活門組件合格率進行了數據收集和分析。數據顯示:25件活門組件中合格數量僅為13件,合格率只有52%。無論從產品質量、生產成本,還是生產效率上來說,都是亟待解決的問題。因此,廠級領導對該活門組件提出了生產合格率為90%的指標要求。為響應廠級領導“膠出質量”的口號,本QC小組將課題選定為提高生產聚酰亞胺活門組件的合格率。致合格率低下的主要癥結。
小組從橫向對比、理論測算法和領導支持等方面確定實現該目標是可行的。
可行性分析
QC小組首先對生產的聚酰亞胺活門組件進行數據采集和不合格品分類,發現導致聚酰亞胺活門組件合格率低下的主要原因在于:表面起泡、表面顏色偏淺和表面凹坑,并根據調查數據制成了餅分圖,如圖1所示。從圖中可以發現,“表面凹坑問題”占不合格品率的82.6%,是導
原因分析、要因確認、制定對策
明確了問題的癥結后,QC小組進行了客觀、徹底的原因分析。聚酰亞胺活門組件成型主要依靠機器升溫熔融聚酰亞胺粉料,聚酰亞胺在模具型腔中流動填充,最后靠機器加壓冷卻成型。基于上述的聚酰亞胺成型機理,QC小組成員針對“表面凹坑”開展頭腦風暴,將問題進行歸類,最終得到了7個末端因素(見圖2):①操作人員的技能水平不足;②質量意識培訓時間短;③熱壓設備精度不足;④模具型腔面積不合理;⑤空調和除濕機未按照工藝規定開啟;⑥打壓放氣次數方法不合理;⑦聚酰亞胺原材料不合格。
小組針對這7條末端原因,制定了要因確認計劃表,利用現場實地測量、試驗或調查分析等方法,逐一進行了確認。由此,小組共得出兩條主要原因,即:熱壓機精度不足和打壓放氣次數不合理。
針對這兩個要因,小組全體成員開動腦筋,相互啟發,盡量依靠小組自己的力量,從各個角度提出改進的想法。通過對方案進行有效性、經濟性、可靠性等方面的分析,制定了對策計劃表,提出了實現對策的具體措施,確定了具體的負責人和規定了時間等要求。最終確定的對策為:改用精度更高的熱壓機、增加打壓放氣次數。
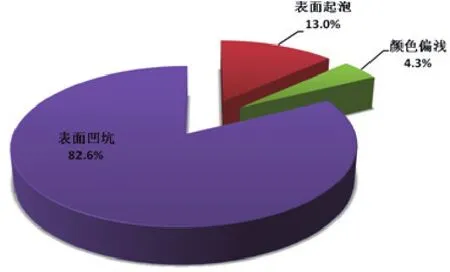
圖1 聚酰亞胺活門組件缺陷分析
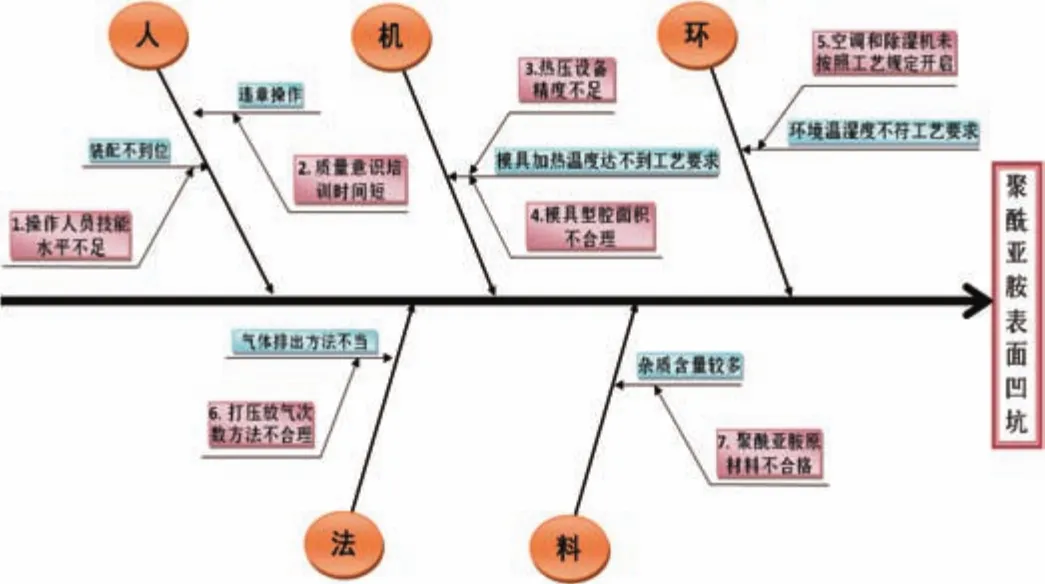
圖2 導致聚酰亞胺表面凹坑的原因分析
對策實施
1)對策實施一:改用精度更高的熱壓機
將熱壓設備更換后,小組重新進行了10次熱壓試驗,測量熱壓結束時的模具加熱溫度,并進行了過程能力分析。
結論:使用精度更高的熱壓設備后,模具加熱溫度均大于380℃,且過程能力高,滿足了對策目標值要求。
2)對策實施二:將熱壓過程中的打壓放氣次數增加到6次
將打壓放氣次數設置為6次后,小組重新進行了10次熱壓試驗,對樣品進行剖切并測量離中心最近的氣泡位置,計算了過程能力指數。
結論:打壓次數改為6次后,氣泡的位置均≥21mm,且過程能力高,滿足對策目標值要求。
效果檢查
所有對策實施完成后,小組按照新的情況進行了試生產,并收集數據,用于檢查改進效果。首先,小組收集了實施期6個批次的生產數據,使用控制圖工具,通過修正計算,發現過程處于統計控制狀態,過程穩定。接著,小組收集和分析了鞏固期的生產數據,發現實施期和鞏固期的合格率相對于活動前均有了顯著的提升,滿足目標值90%的要求。QC活動達到了預期的效果。最后,將對策實施后的效果與現狀調查時的狀況進行對比,發現表面凹坑的癥結得到了明顯解決,且無其他副作用產生,表面起泡問題和顏色偏淺問題也得到了有效改善。
同時,QC小組還計算了經濟效益,以2016年9月到10月中旬生產的176件產品為例,合計可節省26萬元。
另一方面,小組的QC活動在短時間內為“長五”首飛提供了大量的合格產品,產品的穩定性能確保了長征5號運載火箭成功發射,為型號產品準時交付提供了強有力的保障,帶來了極大的社會效益。

鞏固措施
為了將取得的成果維持下去,防止問題的再次發生,小組制訂了鞏固措施,將措施進行了標準化。對高精度熱壓機的使用和打壓放氣次數的增加均落實到了簽署完整的受控工藝文件中,并對鞏固措施實施后的效果進行了跟蹤,現場確認文件的執行情況良好。
總結及下一步打算
通過本次QC活動,我們“膠出質量”QC小組在專業技術和管理技術方面都有了明顯的提升。同時,我們開展了小組成員自我評價,小組成員的質量意識、QC知識、團隊精神、解決問題的能力等方面都有了不同程度的提高。通過本次活動,小組還發現了表面顏色偏淺和表面起泡等問題,但在效果檢驗中發現,此類問題在改善凹坑問題的同時都得到了有效的改善。
結合現有的閥瓣熱壓生產經驗,小組成員將嘗試把取得的成果靈活應用于提高聚三氟氯乙烯閥瓣熱壓的合格率上。
編者按
今年10月12~13日,上海市質協舉行了2017年群眾性質量管理活動成果交流會,今年全市申報QC小組成果306個,通過前期資料評審,推薦了28個QC小組進行了成果交流發表。他們分別來自電力、交通、通信、航天、冶金、汽車、船舶、機械、建筑、食品、服務等行業,開展的 QC小組活動課題有創新型,也有問題解決型。從本期起,本刊將陸續刊登其中的優秀成果案例,以饗讀者。本期刊登的是榮獲2017年全國優秀質量管理小組稱號的上海航天設備制造總廠“膠出質量”QC小組的成果案例,此項成果已成功地應用于“長五”火箭的首飛,對于同類熱壓閥瓣的生產具有一定的借鑒意義。
(作者單位:上海航天設備制造總廠)
猜你喜歡
中學生數理化·七年級數學人教版(2021年11期)2021-12-06 05:38:46
現代畜牧科技(2021年9期)2021-10-13 06:38:48
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
江蘇安全生產(2020年3期)2020-04-21 05:44:14
中國化肥信息(2020年7期)2020-03-19 01:54:02
云南教育·中學教師(2019年6期)2019-08-13 07:03:28
基層中醫藥(2018年11期)2019-01-31 05:26:52
中國軍轉民(2017年6期)2018-01-31 02:22:28
中國衛生質量管理(2015年2期)2015-12-01 05:43:57
現代企業(2015年8期)2015-02-28 18:55:23