螺旋焊管板頭對接FCB法單面焊雙面成形工藝研究
2017-12-11 01:13:40劉宏博尹文明侯樹林張占國李汝江
焊管 2017年10期
趙 波,劉宏博,尹文明,侯樹林,張占國,李汝江
(1.渤海裝備鋼管設計研究院,河北 青縣062658;2.渤海裝備福建鋼管有限公司,福州350500;3.渤海卡麥龍流體控制設備(天津)有限公司,天津300457)
螺旋焊管板頭對接FCB法單面焊雙面成形工藝研究
趙 波1,劉宏博2,尹文明3,侯樹林1,張占國1,李汝江2
(1.渤海裝備鋼管設計研究院,河北 青縣062658;2.渤海裝備福建鋼管有限公司,福州350500;3.渤海卡麥龍流體控制設備(天津)有限公司,天津300457)
為了實現螺旋焊管生產用鋼帶對接焊縫的單面焊雙面成形,對埋弧焊FCB法單面焊雙面成形工藝進行了試驗研究。首先在試驗室完成了壁厚16 mm、20 mm和22.5 mm焊接試板的FCB法單面焊雙面成形工藝試驗,優化了FCB工藝的焊接參數。在此基礎上,完成了螺旋焊管生產線板頭對接雙絲焊改造,在線進行了18 mm、22 mm兩種壁厚板頭對接單面焊雙面成形試驗,基本實現了螺旋焊管卷板頭尾對接工序的單面焊雙面成形工藝的應用。試驗及生產線應用表明,FCB法單面焊雙面成型焊接接頭各區域基本性能滿足技術指標要求,該項工藝可以推廣應用于輸水管線、結構管等承壓能力和鋼級較低的螺旋管的板頭對接縫焊接,可以提高焊接生產效率,降低生產成本。
雙絲埋弧焊;FCB法;襯墊焊劑;坡口形式;焊道成形
用于油氣輸送的螺旋焊管一般不允許有鋼帶對頭焊縫,通常焊管成形焊接后會切除含有對頭焊縫的管段。而輸水管等低壓運行的螺旋焊管,用戶技術要求中可以接受含有對頭焊縫的螺旋管。目前國內螺旋焊管鋼帶對接普遍采用銅襯墊+普通焊劑襯墊的單絲單面焊工藝,焊縫熔深約為板厚的70%~90%,為了保證鋼帶對頭焊縫能夠平穩通過鋼帶遞送機進入螺旋焊管成型器,若焊縫余高大于1 mm應進行修磨,但不允許焊縫表面低于母材。當含有未焊透對頭焊縫的焊管完成內外螺旋主焊縫焊接并切斷后,背面焊縫需要碳弧氣刨清根及角磨機打磨,然后進行手工或自動補焊,因此大大增加了后續的補焊工作量。經過分析研究,針對這類允許含有對頭焊縫的螺旋管,如果采用造船行業廣泛應用的埋弧焊焊劑銅襯墊(FCB)單面焊雙面成形工藝,可以實現螺旋管生產用鋼帶對接焊縫的單面焊雙面成形,提高鋼帶對頭焊縫的焊接效率和焊縫質量,減少后續的補焊工作量。
1 FCB法埋弧焊工藝簡介
焊劑銅襯墊法(flux copper backing,簡稱FCB)是在銅墊板上均勻鋪撒一層4~6 mm厚度的背面襯墊焊劑,然后利用頂壓裝置(如通氣軟管)將鋪撒好焊劑的銅墊板壓緊使其與工件背面緊密粘合,實現單面焊接雙面成形的一種埋弧焊方法,其焊接原理如圖1所示。背面襯墊焊劑是一種含有一定比例的熱固化酚醛樹脂的高熔點專用焊劑,該焊劑在高溫時發生固化,在焊接過程中能夠托住熔池,保證背面焊縫有較小的余高,同時,背面余高對前絲電流的波動不再敏感,對焊接規范有較強的適應性,可大大改善背面成形。
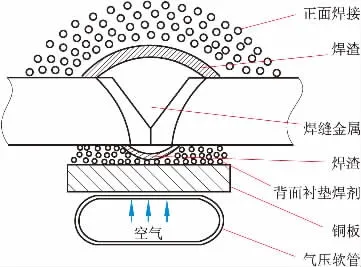
圖1 FCB焊接工藝示意圖
我國是世界上重要的造船大國,近年來隨著船舶制造業的高速發展,造船工藝也在不斷改進,船體建造過程中約45%的工作量采用焊接完成,大面積的鋼板拼接是焊接生產中的主要工作。傳統的鋼板拼接采用雙面焊雙面成形,焊完一面鋼板需翻面進行背面的焊接,這種焊接工藝生產效率低,逐漸成為制約整個造船業發展的瓶頸。20世紀90年代,國內造船企業陸續引進FCB法焊接生產線,進行了相應的焊接工藝評定試驗,并成功應用于平面分段拼板縫的焊接。單面焊雙面成形工藝可一次獲得雙面成形焊縫,避免了因焊接背面焊縫所需要的鋼板翻身、清根與焊接工作,大大提高了焊接效率和自動化水平。
采用FCB法焊接時,與工件背面直接接觸形成背面焊道的是專用的襯墊焊劑,因此具有與焊劑襯墊法一樣的優點,不易產生毛刺、咬邊等缺陷。此外,襯墊焊劑下方的銅墊板既不與熔融金屬直接接觸,也不受電弧的作用,所以不需要用水冷卻銅板,襯墊裝置的頂升機構也較為簡單。由于焊劑下方有銅墊板,因此可以有效地控制背面焊道余高,可以得到良好的背面焊縫成形。FCB單面埋弧焊對坡口精度和焊接條件的要求低于單一襯墊焊劑,可以允許坡口尺寸等參數在一定范圍內變化,可以使用大電流焊接,在這方面充分發揮了銅襯墊焊接的特長。由于FCB單面埋弧焊具有以上顯著特點,因此該焊接方法在制造業得到了廣泛的應用,特別是在造船企業的大工作量拼板焊接中發揮了重要的作用。
FCB法常采用雙絲或多絲焊接,如圖2所示,采用多絲焊接可以大大提高生產效率。對于鋼板的對接單面焊雙面成形工藝,采用多絲焊可以把能量分解。前絲采用較大的電流、較低的弧壓,來保證焊透和背面焊縫成形美觀;后絲采用較小的電流、較高的弧壓,保證正面焊縫形貌的美觀。另外,多絲焊接時的前、后電弧可以分別起到預熱與后熱的作用,能夠有效改善焊接熱循環。如果選擇合適的焊接工藝規范,不但可以減小焊縫及熱影響區的高溫停留時間,還可減緩冷卻速度,得到理想的焊縫組織及熱影響區組織。
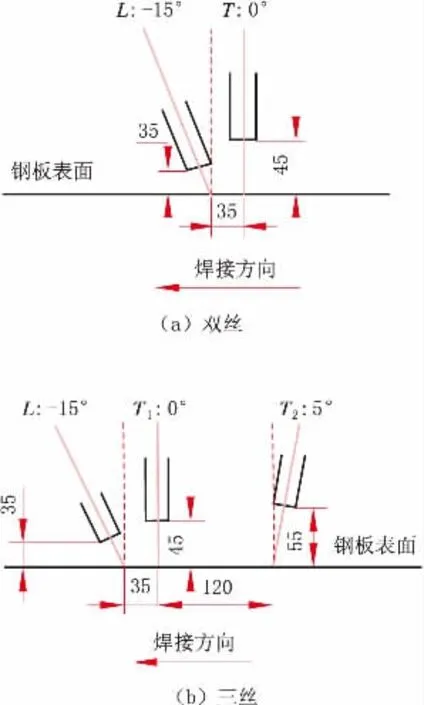
圖2 FCB法埋弧焊示意圖
目前,對于FCB法多絲埋弧焊的研究主要集中在科研院所、高校及造船行業中。該方法已經在江南造船廠、武昌造船廠、大連船舶有限公司等大型船廠中得到應用和推廣。但我國的埋弧單面焊工藝設備、焊材等尚依賴進口,國產的焊材與工藝應用較少。
2 試驗方法及過程
2.1 專用背面襯墊焊劑焊接試驗
專用背面襯墊焊劑單面焊雙面成形焊接試驗中,焊接試板鋼級為X70,壁厚20 mm,坡口尺寸和形式如圖3所示,Y形坡口,坡口角度50°,鈍邊4 mm,間隙0~1 mm,背面襯墊焊劑采用國產船用JHW-FCB-1R牌號襯墊焊劑。船用背面襯墊焊劑為熱固化酚醛樹脂焊劑,在焊接過程中,該焊劑受熱產生固化反應,在焊接熔池背面高溫區域形成較堅硬的渣殼(如圖4所示),同時,焊縫兩側的焊劑也發生固化反應板結成塊狀(如圖5所示),這種特性使得該焊劑受熱固化后具有較高的強度和密實性,形成類似固態的陶瓷襯墊,對熔池金屬具有很好的承托作用,因此對焊縫間隙、焊接電流大小波動具有較強的適應性,焊縫背面成形平滑,容易控制。
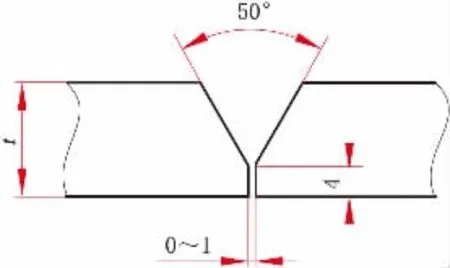
圖3 焊接坡口尺寸示意圖

圖4 焊縫背面襯墊焊劑渣殼形貌

圖5 焊縫兩側襯墊焊劑固化形貌

表1 雙細絲并聯焊接工藝參數一
首先按照表1所示焊接工藝進行了單面焊雙面成形焊接試驗,焊縫形貌如圖6所示,圖7為焊縫宏觀金相照片。焊縫背面和正面成形整體來看基本滿足要求,但是背面成形不夠平整,個別位置出現余高凸起,如圖6(a)所示;正面焊縫余高偏大,如圖6(b)所示。

圖6 單面焊雙面成形焊縫形貌
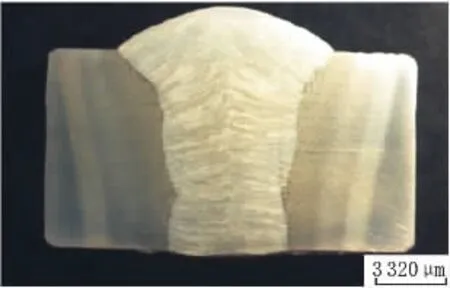
圖7 焊縫宏觀金相照片
為了進一步優化焊縫形貌,一絲弧壓提高1 V,一絲和二絲間距從35 mm加大到55 mm,二絲焊接電流降低110 A,弧壓提高2 V,焊縫形貌如圖8所示,具體工藝參數見表2。經過焊接工藝參數優化,雙絲焊的熔深相對變淺,電弧吹力適當降低,拉大雙絲間距降低了熔池的劇烈攪動,降低了對背面襯墊焊劑的熱沖擊,利于焊縫背面成形的平穩性,因此焊縫背面成形顯著改善,整體均勻平滑;通過降低二絲的焊接電流,提高二絲的弧壓,使蓋面電弧吹力適當降低,熔寬適當增加,正面焊縫脊棱消除,外觀更加平整。
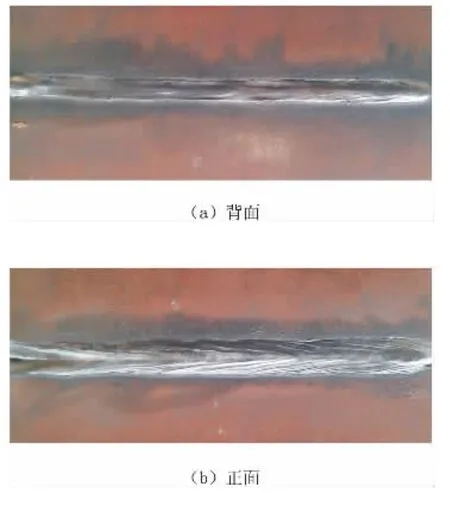
圖8 工藝優化后焊縫形貌

表2 雙細絲并聯焊接工藝參數二
2.2 普通SJ101焊劑焊接試驗
在常規船用單面焊雙面成形埋弧焊工藝中,普遍采用Y形小鈍邊坡口,背面襯墊焊劑采用專用的熱固化酚醛樹脂焊劑,其成本是普通焊劑的數倍。在螺旋焊管板帶對接中,普遍采用剪板后的I型坡口單面焊工藝,通常不要求完全焊透。為了簡化焊接工藝,降低焊接成本,提高生產效率,本研究設計采用I形坡口,試板間隙4 mm,背面襯墊焊劑和正面焊劑均采用通用的SJ101燒結焊劑,分別對16 mm、20 mm、22.5 mm壁厚試板進行了單面焊雙面成形焊接試驗。首先,將作為背面襯墊焊劑的SJ101焊劑均勻鋪平在焊接平臺上,厚度約15 mm;再將焊接試板壓在襯墊焊劑上,用手錘均勻敲擊焊接試板,使背面焊劑與焊接試板均勻緊密接觸;最后用4個壓板將焊接試板壓緊在襯墊焊劑上完成焊接。
表3為壁厚16 mm鋼板對接單面焊雙面成形焊接參數,圖9為1#和2#試板焊縫形貌,圖10為2#試板焊縫宏觀金相照片。在16 mm壁厚試板單面焊雙面成形焊接試驗中,1#和2#焊接試板焊接電流、弧壓完全相同,僅對焊速進行了微調。從圖9、圖10可以看出,2種焊接參數的正、反面焊縫成形基本都滿足要求,背面焊縫成形均比較平整,熔合良好,但是相對來說,焊速稍快的2#試板正面焊縫外觀更加平整光滑一些。
表4為壁厚20 mm鋼板對接單面焊雙面成形焊接參數,圖11為焊縫形貌。在20 mm壁厚試板單面焊雙面成形焊接試驗中,參照16 mm壁厚焊接試板焊接參數,對焊接參數進行了微調,一絲電流加大100 A,焊速降低10 cm/min。從圖11可以看出,20 mm壁厚試板背面焊縫成形均勻平整,熔合良好,正面焊縫外觀整體不夠均勻美觀,但基本滿足要求,適當加大二絲弧壓,降低焊速,應該可以得到外形美觀的正面焊縫形貌。

表3 壁厚16 mm鋼板對接單面焊雙面成形焊接參數

圖9 壁厚16 mm鋼板對接單面焊雙面成形焊縫形貌

圖10 2#試板焊縫宏觀金相照片

表4 壁厚20 mm鋼板對接單面焊雙面成形焊接參數
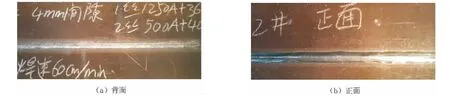
圖11 壁厚20 mm試板焊縫形貌
表5為壁厚22.5 mm鋼板對接單面焊雙面成形焊接參數,圖12為7#、8#和9#鋼板焊縫形貌。在22.5 mm壁厚試板單面焊雙面成形焊接試驗中,一絲焊接電流和焊速相匹配進行了微調。從圖12可以看出,3組試板焊接工藝參數都能滿足背面焊縫的良好成形,但是相對來說,一絲焊接電流稍小、焊速稍慢的焊接工藝,正面焊縫形貌更好一些。

表5 壁厚22.5 mm鋼板對接單面焊雙面成形焊接參數
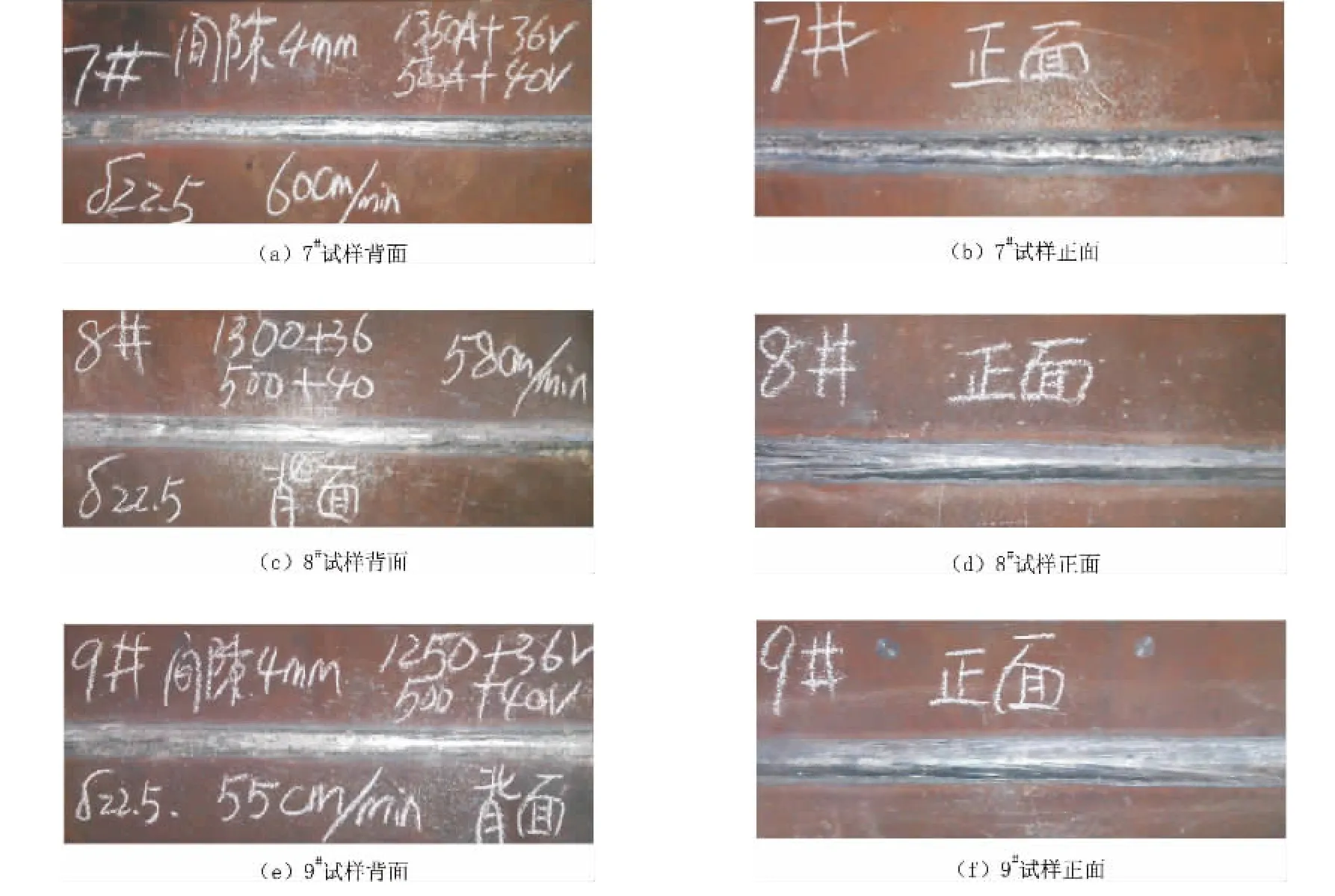
圖12 壁厚22.5 mm鋼板焊縫形貌
2.3 螺旋焊管生產線板頭對接試驗
在完成實驗室階段的系列壁厚試板的單面焊雙面成形焊接工藝研究后,基本掌握了該焊接工藝參數的特點,隨后進行了上線設備改造及焊接試驗,完成了螺旋焊管板頭對接崗位的雙絲焊改造,如圖13所示。改造完成后,先后進行了壁厚18 mm、22 mm板頭對接縫單面焊雙面成形焊接試驗,為防止燒穿造成生產線停車,一絲規范從900 A開始,每50 A逐漸向目標值調整,最終基本實現壁厚18 mm、22 mm板頭對接焊縫良好的單面焊雙面成形,如圖14所示。在生產線試驗中,背面襯墊焊劑分別采用了普通SJ101焊劑和JHW-FCB-1R熱固化酚醛樹脂焊劑,系列對比試驗中發現,專用熱固化襯墊焊劑的工藝適應性比普通焊劑強,對坡口間隙、焊接電流、焊速等工藝參數波動不敏感,焊縫背面成形更容易控制。

圖13 板頭對接雙絲焊設備

圖14 壁厚18 mm和22 mm板頭對接焊縫外觀形貌
3 焊接接頭性能
該項試驗研究的重點是對單面焊雙面成形工藝的焊縫宏觀成形特點的研究,經過試驗基本掌握了該項焊接工藝的基本特點。關于焊接接頭的力學性能,僅從其中挑選了實驗室試驗用16 mm和21 mm壁厚的兩組X70鋼級的焊接試板進行了焊縫、熱影響區室溫沖擊和焊接接頭抗拉試驗,檢測數據見表6。從表6可以看出,焊接接頭各區域性能滿足指標要求(Rm≥570 MPa、 AkV≥60 J)。

表6 單面焊雙面成形焊接接頭力學性能試驗結果
4 結 論
(1)在壁厚22 mm以下鋼板的單面焊雙面成形焊接工藝中,采用I形坡口以及合適的雙絲規范和雙絲間距,背面襯墊普通燒結焊劑或專用熱固化焊劑,均可一道焊透,得到正、反面成形良好的焊縫形貌;但若采用專用熱固化襯墊焊劑,更容易得到穩定的背面焊縫成形,焊接工藝的適應性更強。
(2)力學性能試驗表明,單面焊雙面成形焊接接頭各區域基本性能滿足技術指標要求,該項工藝可以推廣應用于輸水管線、結構管等承壓能力和鋼級較低的螺旋管的板頭對接縫焊接,可以提高焊接生產效率,降低生產成本。
[1]霍光瑞,孔紅雨,姚潤鋼,等.雙絲埋弧焊FCB法單面焊雙面成形工藝研究[J].材料開發與應用,2009,24(6):10-14.
[2]李曉泉,劉鵬飛,李剛.FCB焊接缺陷的工藝控制[J].造船技術,2006(4):34-36.
[3]陳照輝.FCB法新型燒結焊劑焊接工藝及力學性能研究[D].武漢:華中科技大學,2007.
[4]岑越,王歡,沈松培,等.FCB法三絲單面埋弧焊工藝[J].焊接技術,2011,40(11):29-31.
[5]田中和雄,梁桂芳.FCB及RF單面埋弧焊接法[J].造船技術,1994(3):31-36.
[6]CBZ 278—2011,FCB法多絲埋弧自動單面焊焊接工藝[S].
[7]鮑光輝,楊念記,任樂.FCB法焊接外在質量影響因素分析[J].造船技術,2009(3):41-46.
[8]趙麗玲.FCB法焊接質量的保障措施[J].熱加工工藝,2013,42(3):238-239.
[9]賈貴忱,吳執中,呂純杰,等.單面埋弧焊雙面成形的焊接缺陷及防止措施[J].焊接,1995(8):21-22.
[10]周桂芬.埋弧焊焊接參數對單面焊雙面成形質量的影響[J].焊接技術,2007,36(4):71-74.
Research on FCB Method Single-side Welding and Double Faced Forming Process for SAWH Pipe Plate Butt
ZHAO Bo1, LIU Hongbo2, YIN Wenming3, HOU Shulin1, ZHANG Zhanguo1, LI Rujiang2
(1.CNPC Bohai Equipment Research Institute, Qingxian 062658, Hebei, China;2.CNPC Bohai Equipment Fujian Steel Pipe Co., Ltd., Fuzhou 350500, China;3.Bohai Cameron Flow Control Equipment Co., Ltd., Tianjin 300457, China)
In order to realize single-side welding and double faced forming process of SAWH pipe steel strip butt weld,this process method was researched.The FCB method single-side welding and double faced forming process tests were accomplished on 16 mm,20 mm and 22.5 mm thickness test pieces in the lab,and welding parameters of the FCB method were optimized.On this basis,the dual-wire welding renovation at the butt-jointing post of the SAWH pipe production line was completed,and the single-side welding and double faced forming test on 18 mm and 22 mm thickness butt joints was experimented on the production line.The application of single-side welding and double faced forming process on the coil-end butt joint of SAW pipe was basically realized.According to the tests and production applications,basic properties of welded joint with single-side welding and double faced forming process in FCB method could meet the technical requirements basically.This process could be popularized to the coil-end butt joint of lower pressure bearing capacity low-grade steel which could improve welding efficiency and reduce costs of production.
dual-wire SAW(submerged-arc welding); FCB method; flux backing; groove type; weld bead formation
TG445
A
10.19291/j.cnki.1001-3938.2017.10.002
趙 波(1975—),男,本科,高級工程師,主要從事管線鋼材料、焊接工藝及裝備研究工作。
2017-06-23
黃蔚莉
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24