中俄東線用大壁厚螺旋埋弧焊管預精焊工藝研究
2017-12-11 01:13:44周巖
焊管 2017年10期
關鍵詞:焊縫
周 巖
(中油寶世順(秦皇島)鋼管有限公司,河北 秦皇島 066206)
中俄東線用大壁厚螺旋埋弧焊管預精焊工藝研究
周 巖
(中油寶世順(秦皇島)鋼管有限公司,河北 秦皇島 066206)
為了保證中俄東線天然氣管道的正常生產,采用預精焊工藝試制了X80鋼級Φ1 422 mm×21.4 mm大壁厚螺旋埋弧焊管,并對其焊縫力學性能、沖擊韌性、顯微硬度、化學成分和微觀組織特征進行了分析。結果表明,預焊焊縫微觀組織為板條馬氏體,精焊內、外焊縫微觀組織為針狀鐵素體+少量珠光體,焊縫邊緣整齊美觀,脫渣良好,能夠消除內焊 “馬鞍形”焊縫。試驗結果表明,試制的螺旋埋弧焊管各項性能指標完全滿足中俄東線大壁厚天然氣管道的生產技術條件,為X80鋼級Φ1 422 mm×21.4 mm大壁厚螺旋埋弧焊管的生產提供參考。
X80;螺旋埋弧焊管;預精焊;焊縫
中俄東線天然氣管道是目前我國直徑最大(1 422 mm)、壓力最高(12 MPa)和鋼級最高(X80)的長距離天然氣輸送管道[1]。中俄東線天然氣管道的建設將推動國內鋼鐵冶煉、制管、裝備制造等基礎工業的積極發展,對于我國實現天然氣進口多元化、保障能源供應安全、穩定市場、拉動經濟持續增長有著重大意義[2]。
本研究對中俄東線用X80鋼級Φ1 422 mm×21.4 mm螺旋埋弧焊管預精焊工藝進行了研究,為批量化和工程化生產提供理論參考。
云南特殊的地理構造,人們相互來往不便,許多地區的少數民族傳統體育活動仍然處于自然自發的階段,沒有形成有組織、有計劃、科學化、規范化的體系,不利于少數民族傳統體育的傳承發展,也不利于少數民族傳統體育旅游資源的開發和利用。
1 試驗材料和方法
1.1 試驗材料
試驗用材料為太鋼生產的X80鋼級、壁厚21.4 mm鋼卷,原料化學成分見表1。
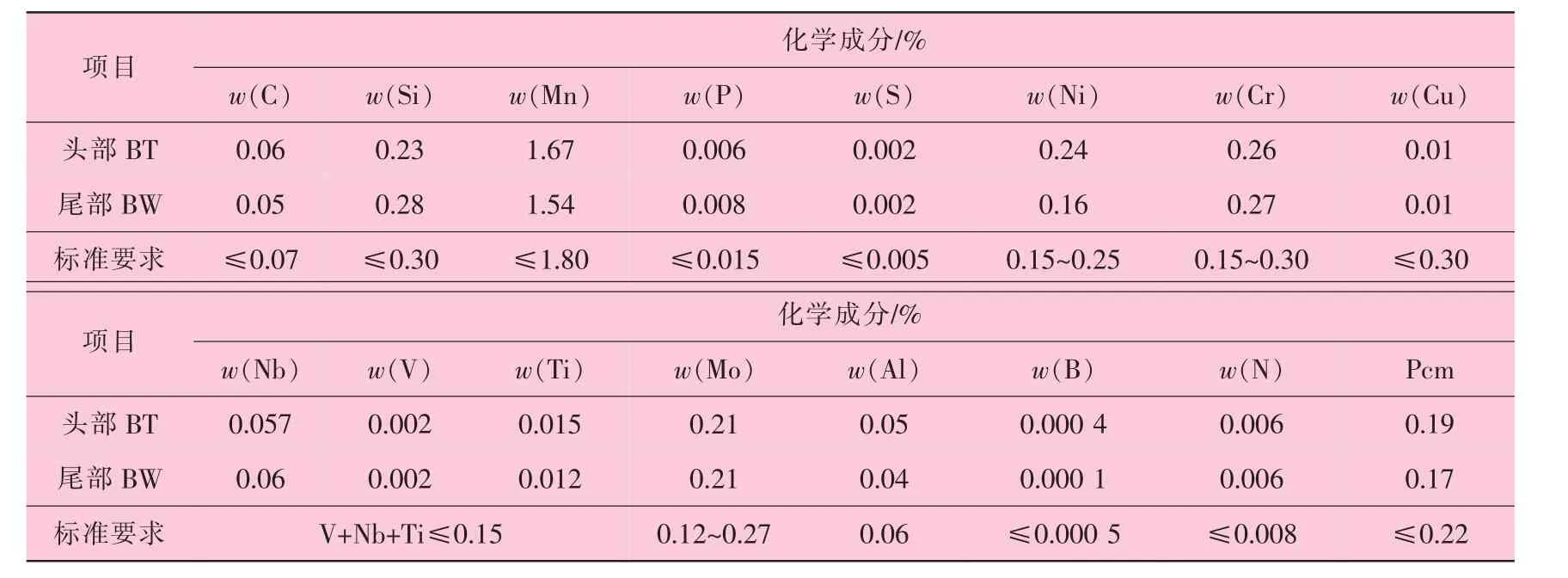
表1 試驗用卷板的化學成分
碳當量決定了材料的強度和可焊性,X80管線鋼的碳當量處于較高水平,目前TMCP工藝允許的范圍為0.40~0.52[3]。試驗用卷板的拉伸性能和沖擊韌性見表2和表3。
在保護生態環境上升為一種全民性認知之后,關于生態循環經濟的內涵理解與特點認知也在逐漸的科學與全面化。生態循環經濟作為基于生態倫理學理論與循環經濟理念的“有機整合”,其超越了單一的循環經濟理念,在該經濟內涵中,其突出強調了“生態”的價值和影響力。在這一經濟模式中,無論是發展理念,還是相應的經營策略、計劃等,這些都將保護生態環境和整體效益最大化放在首要位置。所以,從整體來看,生態循環經濟是在資源環境成為制約社會發展的障礙之后,所形成的更成熟、更科學的理念。
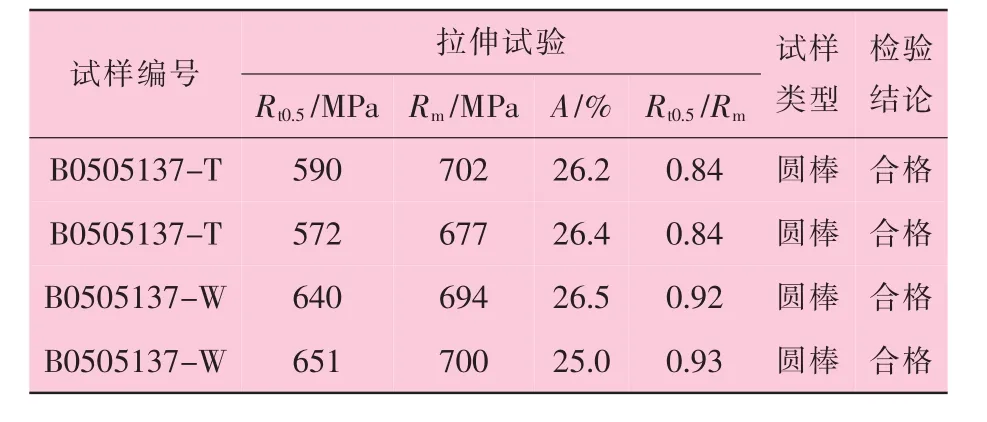
表2 試驗用卷板的拉伸性能

表3 試驗用卷板的斷裂韌性
表7為試樣焊縫和HAZ在-10℃下沖擊試驗結果,沖擊功曲線如圖2所示。從表7和圖2可以發現,在低溫環境下(-10℃),不同鋼管焊縫和HAZ的沖擊功單值和平均值均能滿足相關標準要求,且遠遠高于標注要求的60 J。
焊材采用寶雞石油鋼管有限責任公司自主開發的X80管線鋼專用高強韌性焊絲和氟堿型焊劑,焊接材料匹配見表4。焊絲化學成分設計上采用了 “多元合金化+微合金化”方法,通過添加Nb、V、Ti等微合金元素,降低焊縫熔敷金屬合金成分與母材的差異,保證焊縫具有強韌性和優良的綜合性能[4];開發的高堿度焊劑能有效調整熔渣熔點、釋緩成形縫表面張力及熔敷金屬高溫粘度,具有良好的流動性和抗氣孔性能[5]。
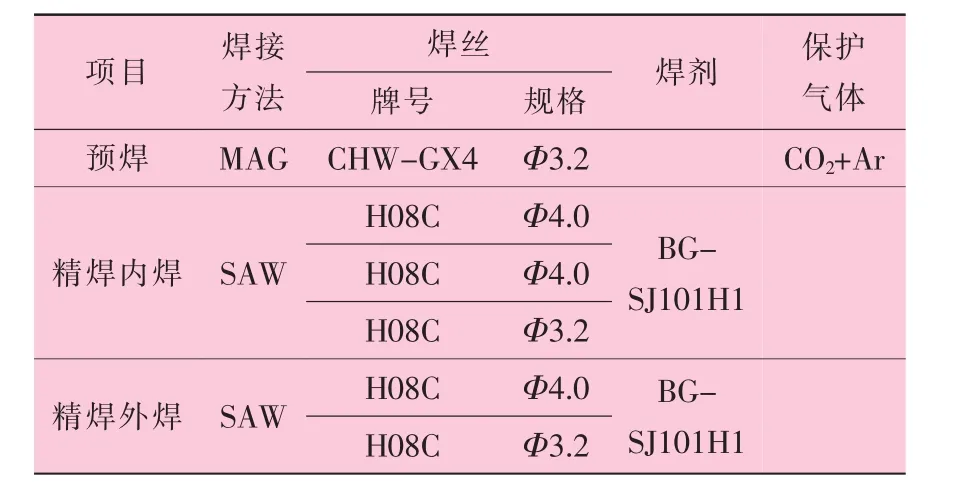
表4 焊接材料匹配表
1.2 試驗方法
圖6為精焊后內、外焊縫及橫截面宏觀照片,圖7為焊縫顯微組織形貌。從圖7可以看出,焊縫組織主要為針狀鐵素體和少量的珠光體,晶粒均勻,保證了焊縫的力學性能。
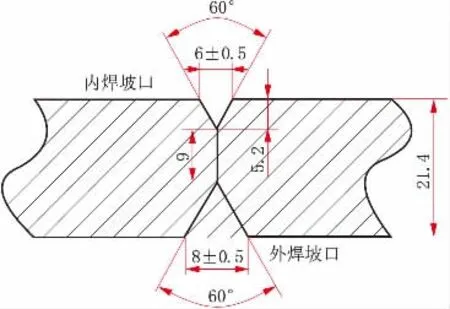
圖1 焊接坡口設計及加工尺寸

表5 預精焊焊接工藝參數
圖5為預焊焊縫截面的宏觀和微觀組織照片。從圖5(a)可以看出,預焊焊縫成形良好,焊縫斷面呈鐘罩形,熔深2 mm,焊縫金屬填充量合適,能夠保證預焊焊縫的成形,同時不會影響到后續精焊的質量[8-10]。由圖5(b)可知,焊縫微觀組織主要是板條馬氏體,這種組織的形成與焊接速度和焊縫金屬冷卻速度較快有關。由于板條馬氏體不僅具有較高的硬度和強度,同時板條馬氏體中不均勻分布的位錯,在低密度區仍有活動的余地,而且其碳濃度低,存在“自回火”效應,因而也具有較好的沖擊韌性。
鋼管焊縫顯微硬度測試位置如圖3所示,試驗結果見表8,硬度變化曲線如圖4所示。由圖4可看出,試制的3根鋼管焊縫顯微硬度均滿足標準要求(≤280HV10)。另外,內焊縫測試點10、11、12的顯微硬度整體高于同位置外焊縫顯微硬度,這可能與焊接熱循環作用有關。
2 試驗結果及討論
2.1 焊縫拉伸和彎曲試驗
本研究精焊采用內三絲、外二絲,內、外焊相差1.5個螺距,內焊采用上坡焊的焊接位置,通過調整焊槍角度和焊點位置,使熔池凝固在相對穩定的區域,消除了內焊“馬鞍形”。精焊焊縫焊接過程由原來的內外焊點相距0.5個螺距改為相距1.5個螺距焊接,焊點溫度降低了約200~250℃,降低了內焊余熱對外焊縫組織的影響,保證了焊縫的韌性。
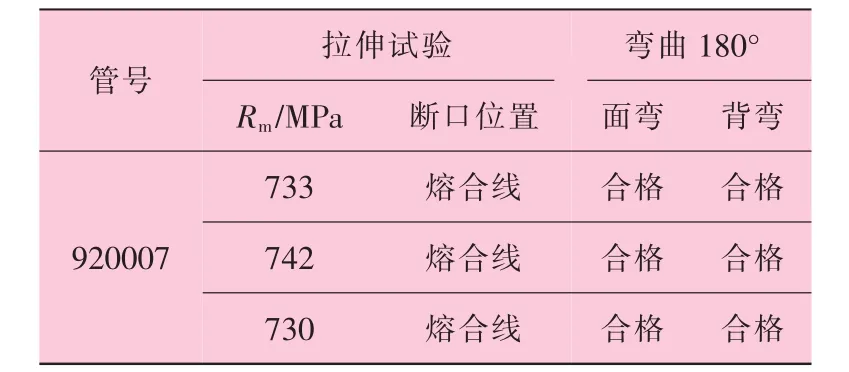
表6 焊縫拉伸性能及導向彎曲試驗結果
2.2 焊縫及HAZ沖擊試驗
從表2和表3可以看出,鋼卷尾部相比頭部屈服強度平均高出30~50 MPa,沖擊功平均高出10~30 J,原料頭部與尾部力學性能相近,達到X80管線鋼較高的控制水平。
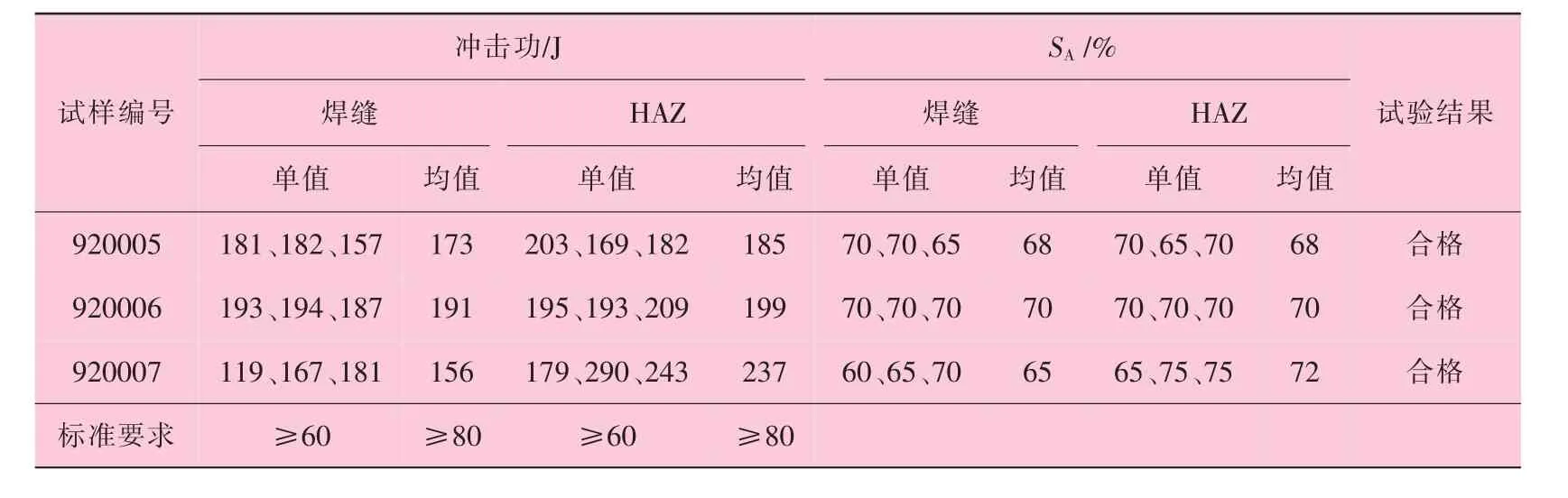
表7 -10℃試樣焊縫及HAZ夏比沖擊試驗結果
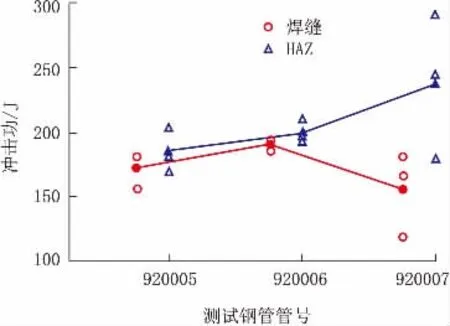
圖2 焊縫和HAZ沖擊功曲線
2.3 焊縫顯微硬度試驗
報紙上寫,這位美麗女子只有二十三歲,在一家外企供職,有自己的私家車,那天剛剛被人偷走了手袋,丟了鑰匙沒辦法開車,這才坐了巴士。
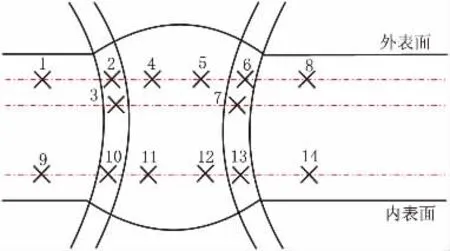
圖3 鋼管焊縫顯微硬度測試位置示意圖
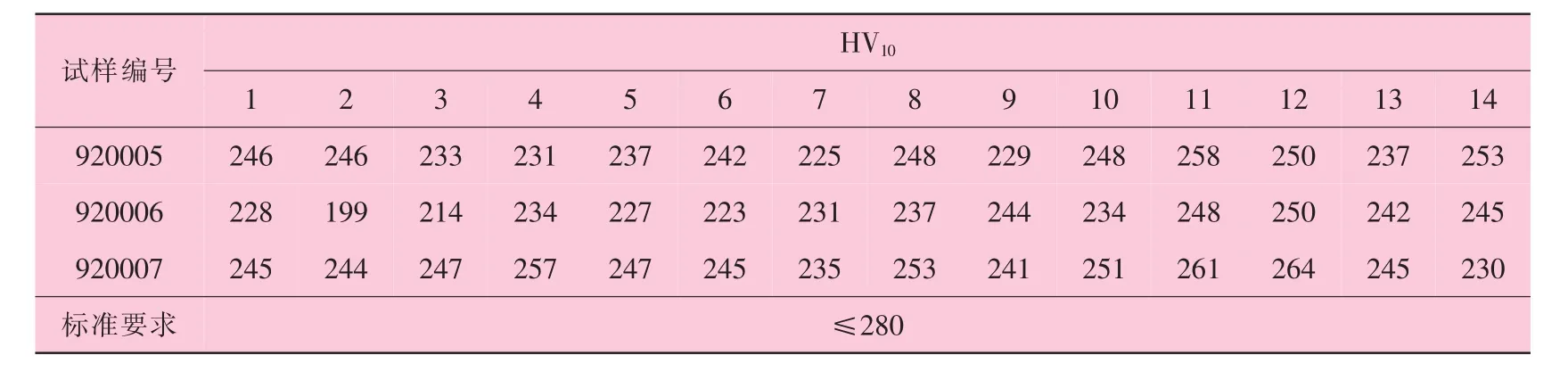
表8 焊縫顯微硬度測試結果
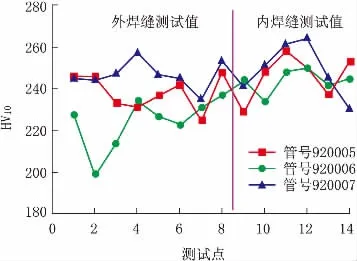
圖4 焊縫顯微硬度變化曲線
2.4 焊縫微觀組織特征
2.4.1 預焊焊縫
依據《天然氣輸送管道用X80鋼Φ1 422 mm×21.4 mm螺旋縫埋弧焊管技術條件》要求,對試樣焊縫進行力學性能試驗、金相試驗、化學成分分析和顯微硬度試驗[7]。室溫下在Z1200KN型萬能材料試驗機上進行焊接接頭的拉伸試驗,加載速率2 mm/min,沖擊試驗在NAI500F擺錘式沖擊試驗機上進行。低溫控溫介質采用無水乙醇和液氮混合物,試樣在規定溫度溶液中保溫時間≥5 min,以保證試樣表面與內部溫度一致,并用低溫熱電偶測量溫度。根據GB/T 2653—89《焊接接頭彎曲及壓扁試驗方法》對焊縫處全壁厚試樣進行整體性正、反彎曲性能測試,彎心直徑195 mm。焊縫金相試樣用砂紙研磨、拋光后,經3%硝酸酒精、過飽和苦味酸+活性劑水溶液腐蝕后利用LeicaMEF-4M光學顯微鏡進行微觀組織觀察,用Durascan-70型維氏硬度計測試焊縫橫截面縱向垂線上的顯微硬度分布。
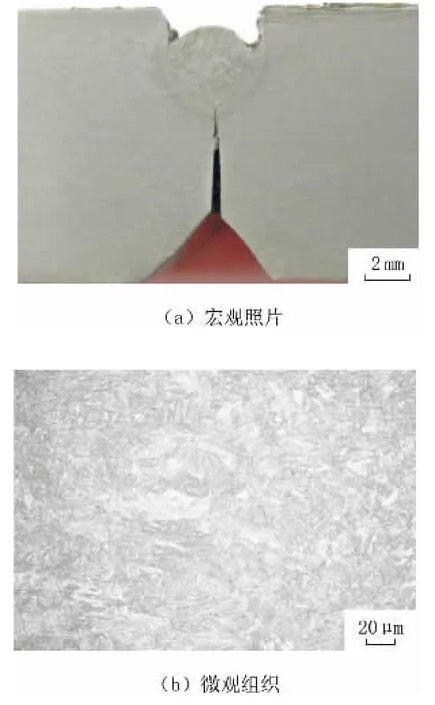
圖5 預焊焊縫截面宏觀和微觀照片
2.4.2 精焊焊縫
預焊采用高速MAG焊,保護氣體為Ar+CO2混合氣體。精焊內(三絲)和精焊外(兩絲)兩者相差1.5倍螺距,電源采用林肯Power Wave AC/DC1000數字電源。焊接坡口設計及加工尺寸如圖1所示[6],焊接工藝參數見表5。

圖6 內、外焊縫及橫截面宏觀照片
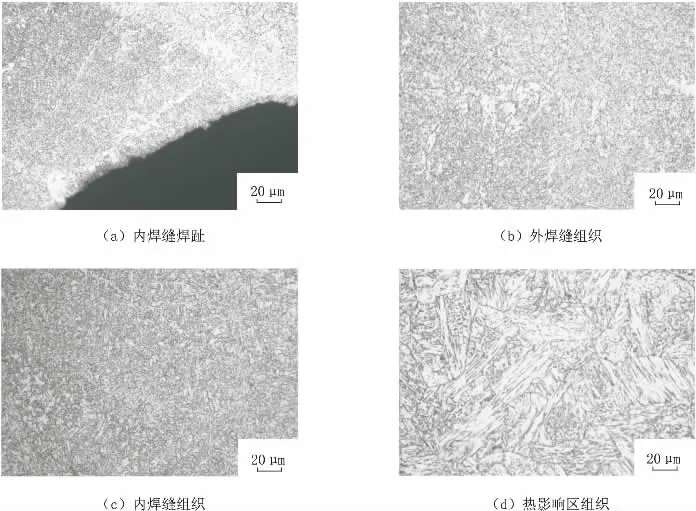
圖7 焊縫顯微組織形貌
焊縫拉伸和彎曲試驗結果見表6。從表6可看出,焊縫抗拉強度高于母材,焊縫全壁厚彎曲試驗結果均滿足標準要求,彎曲拉伸面均未出現裂紋。
《信號基礎設備》是一門比較復雜的專業課,教學難度4顆星,傳統教學重理論、輕實踐,教學過程枯燥單一,教學效果不理想。基于以上分析,確定教學設計的六大原則:基于學生認知規律、結合崗位工作職責、趣味化教學過程、多樣化考核方式、充分利用信息化資源、突出學生為主。結合六大設計原則,確定三大教學任務:初識、進階、高階無極繼電器。初識無極繼電器側重外在、組成,進階無極繼電器側重內在,工作原理,高階無極繼電器側重深剖,應用,三個任務由淺入深,環環緊扣。
[21] 費瑯輯注 耿升等譯,《阿拉伯波斯突厥人東方文獻輯注》[M],北京:中華書局,1989年,P216.
3 結 論
(1)通過合理的焊材匹配和坡口設計,鋼管焊縫工藝質量和力學性能均達到標準要求。
(2)在大直徑、高鋼級、大壁厚精焊焊接中采用內外焊點相距1.5個螺距的焊接工藝,能夠有效保證焊縫沖擊韌性和外觀形貌。
(3)本研究中的焊材匹配方案和焊接工藝設計可用于中俄東線X80鋼級Φ1 422 mm×21.4 mm大壁厚螺旋預精焊管的批量化和工程化生產。
[1]孔令然.X80管線鋼的研究與應用[J].科學情報開發與經濟,2011,21(36):120-123.
[2]陳永莉.國產X80管線鋼焊接技術研究[D].天津:天津大學,2008.
[3]高惠臨,虞毅.關于管線鋼的碳當量公式[J].焊管,2004,9(5):16-18.
[4]畢宗岳.管線鋼管焊接技術[M].北京:石油工業出版社,2013.
[5]王宗杰.熔焊方法及設備[M].北京:機械工業出版社,2015.
[6]張彥華.焊接結構原理[M].北京:北京航空航天大學出版社,2011.
[7]崔忠圻,劉北興.金屬學與熱處理原理[M].哈爾濱:哈爾濱工業大學出版社,2011.
[8]尹士科.低合金鋼焊接特性及焊接材料[M].北京:化學工業出版社,2014.
[9]劉會杰.焊接冶金與焊接性[M].哈爾濱:哈爾濱工業大學出版社,2015.
[10]JORGE J C F,SOUZA L F G,REBELLO J M A.The effect of chromium on the microstructure/toughness relationship of C-Mn weld metal deposits[J].Materials Characterization,2001,47(3):195-205.
Research on Two-step Welding Process of Thick Wall SAWH Pipe Used for Russia-China Eastern Route
ZHOU Yan
(Zhongyou BSS(Qinhuangdao) Petroleum Steel Pipe Co., Ltd., Qinhuangdao 066206, Hebei, China)
In order to ensure normal production of Russia-China eastern route natural gas pipeline,X80 grade Φ1 422 mm×21.4 mm thick wall SAWH pipe was trial-produced by two-step welding process,and the mechanical property,impact toughness,microhardness,chemical composition and microstructure of weld were analyzed.The results showed that,the microstructure of prewelding weld was lath martensite,the microstructure of inside and outside weld were acicular ferrite and a little pearlite,the weld edge was smooth with good slag detachability,and the saddle-shape weld was eliminated.According to the results the performance index of trial-produced SAWH pipe could completely meet the production specifications of Russia-China eastern route thick wall natural gas pipeline,which could provide the reference for X80 grade Φ1 422 mm×21.4 mm thick wall SAWH pipe production.
X80; SAWH pipe; two-step welding; weld
TE973
A
10.19291/j.cnki.1001-3938.2017.10.005
周 巖(1984—),男,焊接工程師,研究方向為油氣管材開焊接工藝及生產,發表論文3篇。
2017-07-19
李 超
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07