承壓鋼管柔性密封接頭的性能
2017-12-14 03:15:15肖國章編譯
焊管 2017年11期
關鍵詞:溝槽
肖國章,高 霞,2 編譯
(1.寶雞石油鋼管有限責任公司,陜西 寶雞 721008;2.國家石油天然氣管材工程技術研究中心,陜西 寶雞721008)
承壓鋼管柔性密封接頭的性能
肖國章1,高 霞1,2編譯
(1.寶雞石油鋼管有限責任公司,陜西 寶雞 721008;2.國家石油天然氣管材工程技術研究中心,陜西 寶雞721008)
鋼管系統中典型的接頭形式包括無約束的橡膠密封式、約束式的現場焊接式、法蘭連接、管箍連接和伸縮接頭。針對鋼管和其他用途材質的管道最常見的不受約束的密封接頭,介紹了美國水工程協會(AWWA)供水實踐手冊M11的鋼制水管章節中滾壓溝槽式和卡內基式兩種主要類型密封接頭的設計和安裝,討論了滾壓溝槽接頭的發展、設計以及制造過程中的質量控制,同時比較了與卡內基式接頭的相似和不同之處。溝槽接頭的破壞性試驗結果顯示,承口端和插口端的冷成型不影響鋼管的質量和強度。五十多年的應用表明,滾壓溝槽接頭管道直徑可達1 981.2 mm(78 in),最大工作壓力為1.72 MPa(250 psi),允許瞬時最大壓力為2.59 MPa(375 psi),接頭不需要購買或單獨進行焊接,經濟性良好。
鋼制水管;密封接頭;滾壓溝槽接頭;卡內基式接頭;承口端;插口端;冷成型;質量控制
在北美地區,鋼管被廣泛應用于水的輸配送管道中,尤其是建設大直徑重要管道時,鋼管是首選。密封接頭不僅是鋼制水管最常見的無約束的連接系統,也廣泛應用于混凝土、球墨鑄鐵和PVC等常用材料管道中。鋼管系統中其他接頭類型還有約束式的現場焊接式、法蘭連接、管箍連接和伸縮接頭等。本研究主要針對溝槽式橡膠密封接頭,介紹了其制造工藝、質量控制和安裝,對O型圈密封整體接頭進行了深入分析,同時將滾壓溝槽式接頭與卡內基式接頭進行了比較。
1 標準規定
1.1 性能要求
AWWA C200(2005)標準,在第 4.13 節“管端準備”的4.13.6中,橡膠密封的承插接頭插口端溝槽的成型要求,根據不同鋼管生產商而不同。根據標準對性能要求如下:①密封圈被限制在一個環形空間內,管道移動或水壓時不會移動位置;②O型圈受壓縮后,接頭水密封性變得更好;③在任何服役條件下,接頭必須保持密封不漏水。
1.2 密封墊圈
提供了密封墊圈材料的成分,規定了物理/力學性能,包括抗拉強度、斷裂伸長率、比重、壓縮形變、老化后的抗拉強度、邵氏硬度(或硬度)。密封墊圈的尺寸沒有明確提及,而是由制造商規定。
1.3 接頭結構
AWWA C200標準允許承插接頭兩端在鋼管端部整體成型或由單獨的鋼板/片,或特定的部件組裝后焊接在鋼管端部。AWWA M11(2004)設計指南中涉及了幾種結構的密封承插接頭。圖1給出了3種主要類型鋼管承插密封接頭。圖1(a)為滾壓溝槽接頭,是整體結構,插口端在鋼管端部利用旋轉輥滾壓加工成型溝槽,承口端部冷擴徑成型。 圖 1(b)、 圖1(c)為卡內基型接頭,卡內基型接頭是將非整體的帶密封槽的插口端部件焊接到鋼管端部,承口端部冷擴徑成型;或承口端和插口端都是將部件焊接到鋼管端部。

圖1 3種類型承插接頭結構示意圖
這3種結構的接頭能夠滿足AWWA C200標準中規定的性能要求,并提供適當的水密密封圈,滾壓溝槽接頭是本研究的重點。
2 滾壓溝槽接頭的發展歷史
1993年,美國丹佛的螺旋焊接鋼管制造商—湯普森管道鋼鐵公司(后被美國西北管道公司收購),發表了一篇慶祝滾壓溝槽式密封接頭產品問世30周年的紀念文章。作者在文章中指出,在過去的 30年間,約有 823 km(2.7×106ft)的管道安裝中使用了O-Tite接頭,O-Tite接頭是鋼制水管現代化的重要產品。
從20世紀30年代,市政管線接頭的密封就開始使用O型圈。例如,1937—1957年,O型圈接頭是球墨鑄鐵管使用的主要接頭類型。這種接頭將橡膠密封圈壓縮在有限制的環中,再與黃麻纖維止漏帶配合使用。在20世紀40年代,卡內基式的密封接頭被廣泛應用于混凝土壓力管道中。在20世紀50年代,阿姆科鋼鐵公司、美國鋼鐵公司和伯利恒鋼鐵公司等多家鋼管生產商開始制造鋼管,鋼管端部采用冷成型,O型圈密封。鋼管承口端冷成型,插口端將襯墊板條焊接到鋼管端部以固定密封圈。另一種形式為在插口端成型V形槽,以放置密封圈。
1956年,這種接頭被西北管道公司的前身Beall鋼管容器公司發明的冷成型 “滾壓溝槽”O型圈密封接頭替代。聯合混凝土管道公司和L.B.福斯特公司等也各自發明了滾壓溝槽接頭,這些公司后來均被西北管道公司收購。1962年,阿姆科鋼鐵公司所屬的弗莫爾工廠已經安裝了超過152.4 km(5×105ft)帶 Stab-joint接頭的滾壓溝槽類型接頭鋼制水管。1961年阿姆科公司的Stab-JointTM接頭如圖2所示。
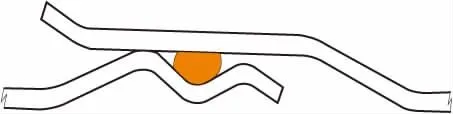
圖2 1961年Armco(阿姆科公司)的Stab-JointTM接頭
湯普森管道鋼鐵公司被西北管道公司收購時,對其1961—1996年銷售記錄涉及產品進行調查表明,直徑從 762~1 828.8 mm(30~72in)的許多鋼管項目至今仍在服役。有超過50年的歷史證明,在北美地區,滾壓溝槽接頭仍在繼續使用且運行良好。
3 滾壓溝槽接頭的制造
3.1 承口端
鋼管接頭承口端的冷成型過程如圖3所示,將鋼管推至硬質表面的模具(圖3(b)),通過生產線上的水壓試驗機(圖3(a))施加壓力。硬質表面的模具安裝在水壓試驗機的一端,位置見圖3(a)中 X位置。 圖3(c)為鋼管在插口端模具中被水壓試驗機施加壓力時的情形。這種承口端成型的方法稱為 “模具冷擴徑”。通過模具冷擴徑使承口端內徑與插口端接觸區域的尺寸接近一致,以使插口端順利插入及密封圈的壓縮。使用液壓膨脹器進行承口端的成型,不能達到與使用模具一致的水平,因此一般使用膨脹器制造焊接式承口端,不用于制造滾壓溝槽接頭的承口端。
對于直徑1 524 mm(60 in)的滾壓溝槽接頭鋼管,承口端連接長度達215.9 mm(8.5 in),承口端深度與插口端的承插區域,存在至少25.4 mm(1 in)的拉出調整量(補償量),可以保證接頭有一定角度的偏轉。也就是說,滾壓溝槽接頭的插入深度要大于卡內基式接頭的插入深度。
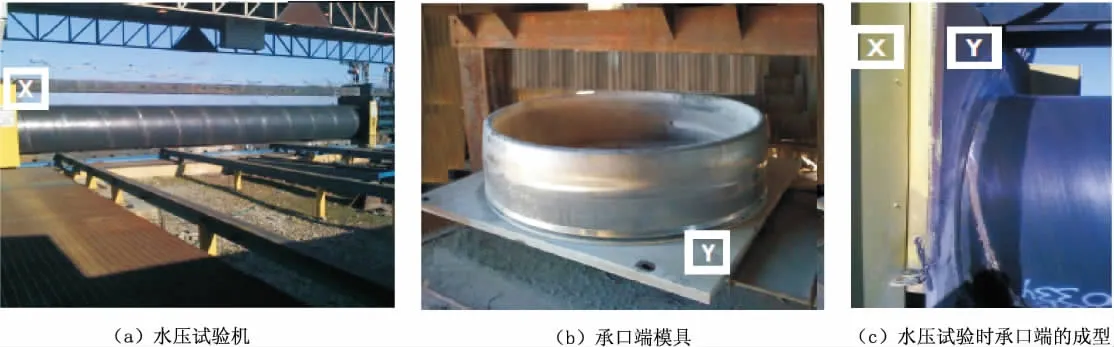
圖3 鋼管接頭承口端的成型
3.2 插口端
鋼管插口端的溝槽通過一對凹凸軋輥旋轉輥壓冷成型。溝槽接頭的密封原理及實物照片如圖4所示。溝槽成型后,底部相對平坦并有小的內圓角半徑,溝槽位于兩個彎曲的肩部之間,如圖4(a)所示。溝槽后肩部微微隆起,為鋼管與鋼管之間的全接觸提供了支撐。溝槽相對的角度將O型圈限制在環形空間內并壓縮,如圖4(b)和圖 4(c)所示。 溝槽深度取決于鋼管承口端直徑,根據直徑和壁厚不同而不同。
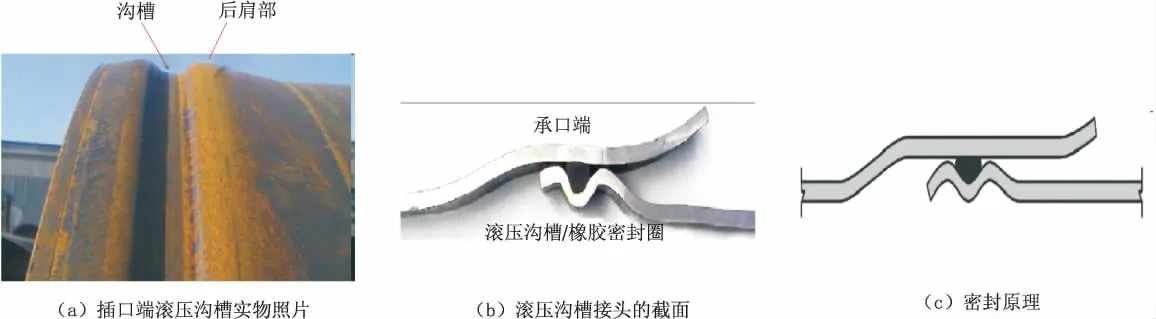
圖4 溝槽接頭實物照片及其密封原理
4 滾壓溝槽接頭質量控制
4.1 承口端和插口端溝槽的水壓試驗
插口端滾壓溝槽的成型通常在生產線的水壓試驗之前。為保證軋制溝槽的完整性,需要做多種無損檢測(NDT)。承口端的成型與水壓同時進行,成型后的承插口兩端都要經過生產線的水壓試驗。所有影響接頭外形的螺旋焊縫在端部成型前需要進行打磨,如圖5所示。

圖5 接頭處螺旋焊縫的打磨區域
4.2 關鍵尺寸控制
滾壓溝槽接頭成功的設計和制造,是無約束大直徑鋼制水管精密加工的實例。接頭最關鍵的公差之一是承口端喇叭口內徑與插口端后肩部外徑之差,如圖6所示。
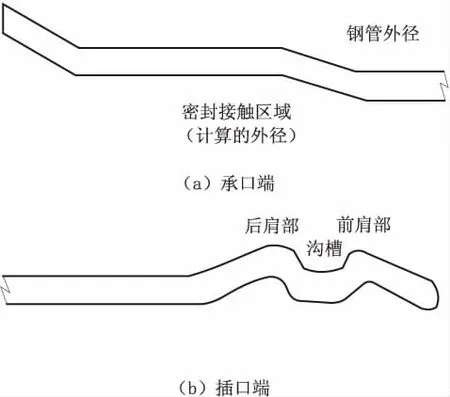
圖6 承口端和插口端關鍵尺寸位置示意圖
O型密封圈的尺寸是根據下列指導原則,通過計算得到:①拉伸的密封圈橫截面需填滿溝槽的環形空間;②密封圈的直徑與溝槽的體積成比例;③密封圈的周長是由伸直長度決定,以保證緊密配合,并降低在裝配過程中滾出的幾率;④在完全密封時,密封圈足夠的壓縮比密封時的體積要重要得多,當拉伸時,橫向壓縮達到O型密封圈直徑的30%,被認為具有足夠的水密性。
插口端肩部的外徑(圖6(b))與承口端內徑(圖6(a))之間允許的公差或 “間隙”應在密封接觸區域均勻分布,這反映了接頭的緊密度容限。
每次開始生產鋼管之前,應取5根鋼管進行試驗。先在5根鋼管端部進行承口端和插口端的成型,對裝配好的接頭進行檢驗測試,收集不同接頭的相關尺寸信息,以驗證所有的關鍵公差,用以計算密封圈的適當尺寸。在訂購O型密封圈前,應根據檢驗測試結果重新確定密封圈的尺寸。檢驗測試過程中可以暴露插口端溝槽成型工藝的任何異常,以在批量生產接頭之前進行適當的修改。
與其他O型密封圈系統一樣,密封后的壓力會導致密封圈進一步壓縮,隨著管道流體壓力的增加,密封圈的密封作用會增強。但是水密性對于O型圈密封性能并不是必需的,O型密封圈的抗壓性能可以使接頭防水,即使接頭在低內壓下也能保證密封。
據了解,滾壓溝槽接頭鋼管在不泄漏的情況下,可承受超過6%的垂直變形。承插槽的這種“波紋效應”是由于滾壓溝槽管壁橫截面的轉動慣量(I)的變化而引起的,這增加了理想剛度。接頭區域是鋼管要求最嚴格的部分,比鋼管本身能承受更大的載荷和環變形。
5 滾壓溝槽接頭性能
5.1 冷成型對鋼的影響
業內對冷軋技術在鋼管制造過程中的影響做了多種研究。Shoemaker和 Maxey研究表明,在石油和天然氣工業中,鋼管經過U、O成型工藝后不影響鋼管的功能或設計。Keil研究表明,AWWA C200標準鋼管采用螺旋埋弧焊接工藝,鋼的物理/力學性能不會發生顯著的變化;承插密封接頭鋼管的承口端和插口端軋制溝槽在冷加工成型中,不會降低鋼管的力學性能;他還指出,生產工藝不影響水管的安全系數的設計,因此不需要限制無約束滾壓溝槽密封接頭的環向應力和軸向載荷的設計。
本研究對象為按照AWWA C200標準生產的兩段公稱直徑為762 mm(30 in)的帶滾壓溝槽密封接頭的螺旋鋼管樣品。樣品一壁厚為3.78 mm(0.149 in),設計工作壓力為 1.14 MPa(165 psi),樣品二壁厚為5.26 mm(0.207 in),設計工作壓力為2.07MPa(300psi)。試驗內容包括夏比沖擊、屈服強度、最大抗拉強度、伸長率(按照ASTM A370-09a)、硬度 (均按照ASTM E18-08b)和晶粒度(按照ASTM E112-96)等。取樣位置分別為管體、承口端和插口端密封接頭位置,承口端采用模具冷擴徑成型。試驗表明,夏比沖擊結果、屈服強度、最大抗拉強度、伸長率、硬度和晶粒度都沒有明顯的變化。
AWWA C200標準規定當最小半徑為15倍管體壁厚時,冷成型的承口端采用搭接焊接接頭,因為縱向應力沿著完全受約束的搭接接頭半徑方向。軋制溝槽型無約束柔性密封接頭不存在縱向應力,軋制溝槽可以成型的鋼管最小壁厚為3.416 mm(10 gage)。
5.2 接頭性能測試
多年來,對不同直徑的鋼管上軋制溝槽接頭進行了測試,其中一些測試是1980年在西北管道公司的丹佛工廠(Denver,CO)進行的,測試結果見表1。其他工廠也進行了測試。
破壞性試驗報告中鋼管樣品的失效是由于鋼管在泄漏前超出了鋼的屈服強度。從表1中測試結果可以看出,測試樣品失效時管道壓力達到了設計的2~3倍,甚至更高。
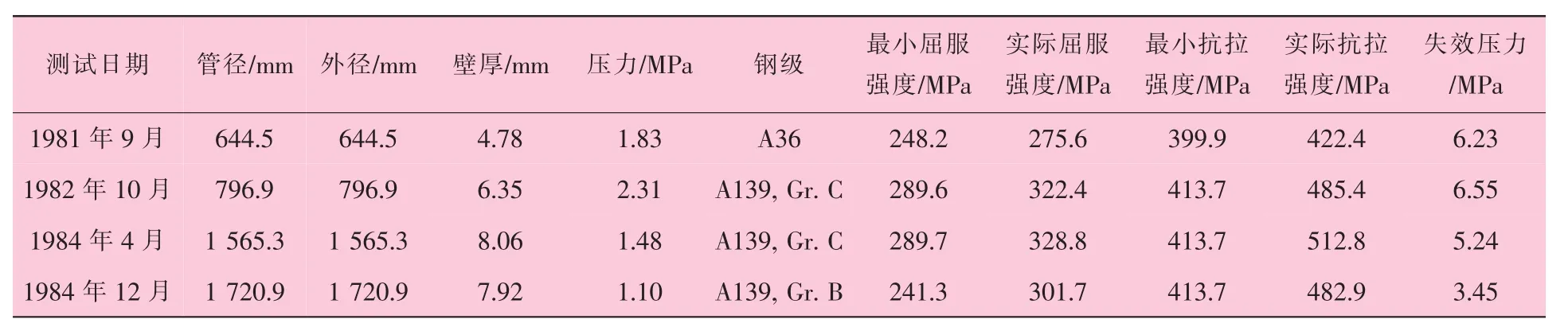
表1 軋制溝槽接頭測試(西北管道公司1981,1985年)
5.3 偏轉角度
軋制溝槽O型圈密封接頭可以補償或“拉出”最多25.4 mm(1.00 in),這允許在管道施工過程中鋼管有小的偏移量。每個接頭的最大允許偏轉角度ɑ是有限制的,關系滿足

表2給出了直徑609.6 mm(24 in)及以上的管道允許的偏轉角度。
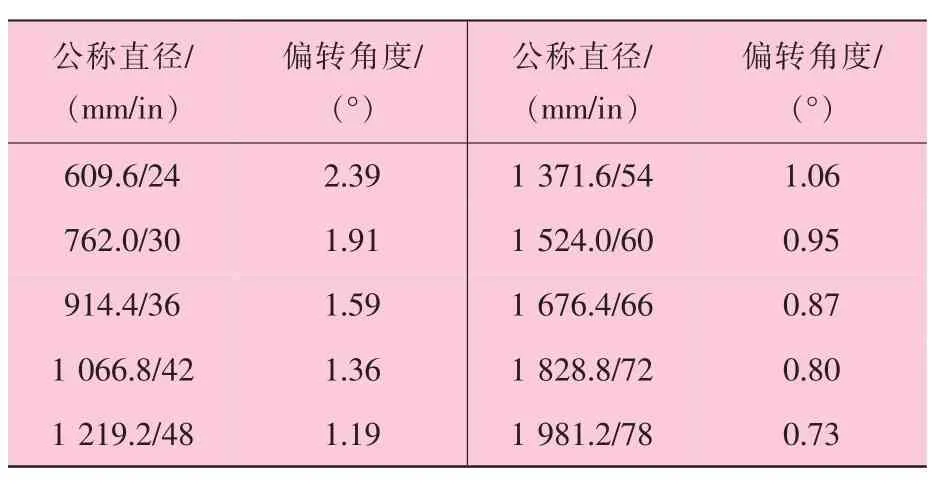
表2 拉出25.4 mm(1 in)下的偏轉角度(西北鋼管公司2005年)
6 接頭實際應用
軋制溝槽接頭的質量和效果與承包商的安裝操作有關。為使密封圈放置在軋制溝槽后,密封圈受到均勻拉伸,插入例如木楔或螺絲刀桿等鈍器至密封圈下,繞接頭旋轉兩周;墊層應均勻,回填過程中鋼管應避免點載荷,這都是好的安裝操作。接頭處的鋼管間要保證完全接觸,這要求鋼管圓度好,接頭周向的間隙均勻。承插槽的“波紋效應”是由于滾壓溝槽管壁橫截面的轉動慣量I的變化而引起的,這增加了理想剛度。
安裝最關鍵的是確保O型密封圈在插口端插入承口端時不從軋制溝槽里面分離出來,在接頭裝配好后通過手持測隙規(塞尺)來確認密封圈沒有從軋制溝槽中滾出并有合適的接頭間隙。測隙規(塞尺)應插入到承口端下,對整個接頭全周進行檢查,保證接頭接觸連續并達到預先確定的深度。好的操作實踐會降低在插口端插入承口端時密封圈被擠出的幾率。如果發現密封圈被擠壓,應拆開接頭,拆掉O型密封圈,更換新的密封圈重新進行裝配,并用測隙規(塞尺)進行檢驗。更完整的安裝可以參考AWWA C604(2011)-安裝指南。在正常敷設條件下,應使管道的承口端面向敷設方向。在將插口端安放就位前,應將承口徹底清潔,然后按管道制造商的建議涂抹潤滑劑。
AWWA M11中建議密封接頭鋼管測試段在實際測試前24 h內充滿水,如果采用水泥管等襯砌材料,會吸收大量的水。肉眼檢查管道是否有滲漏,管道在測試壓力小于等于實際工作壓力、設計工作壓力及該管道壓力等級三者中最大值的125%(選擇壓力大者)情況下保壓2 h。 AWWA M11設計手冊中建議測試中對于使用O型膠圈連接密封的管道,允許有少量漏水,每24 h每英里管長對應于每英寸管徑的漏水量為37.85 L(10gaga)。管道允許滲漏量應取決于管道所用的接頭類型。
測試允許的漏水量根據管道材料特性不同進行調整,管道系統中任何初始不規則行為可能需要增加更多的水來維持現場靜水壓試驗壓力。水泥基材料的管道或水泥砂漿襯里鋼管的初始吸水是獨特性能材料的例子。異常測試段可能需要額外的水保持測試壓力,原因包括氣體的排出、鋼管與其他附件包括閥門、龍頭、配件間的錯誤連接,鋼管與密封圈、配件之間的適當連接、接頭約束系統裝配的移位、溫度變化、儀表不準確等。
7 軋制溝槽接頭與卡內基式接頭比較
卡內基接頭與軋制溝槽接頭的密封方式相同,二者都是經過長時間實踐檢驗的。帶O型密封圈的卡內基式接頭開始于20世紀30年代,隨著二戰時期混凝土管道的出現,卡內基式接頭在混凝土壓力管道中使用,一直沿用至今。在鋼管或混凝土管中使用卡內基式接頭其本質上都相同。
卡內基接頭的制造有幾個步驟,承口端采用冷擴徑成型而插口端焊接拼裝(見圖1(b))或承口端和插口端都利用焊接方式拼裝。軋制溝槽接頭和卡內基接頭主要不同之處是軋制溝槽接頭是一個完整結構,不采用焊接拼裝,卡內基接頭的插口端需焊接拼裝。卡內基接頭環的壁厚從3.416 mm(10 gage)至 15.875 mm(5/8 in)。卡內基接頭的生產步驟:①從第三方購買卡內基形狀的6.1 m(20 ft)長的熱軋帶鋼原料;②將卡內基形狀原料的帶鋼進行對焊并切割成合適的長度后,軋制成需要的直徑;③將軋制的帶鋼兩端焊接形成環狀,直徑比需要的略小;④在膨脹頭上對卡內基環進行定徑;⑤將卡內基環角焊至插口端鋼管的端部;⑥對焊接質量進行無損檢測(NDT);⑦如果承口端接頭需要焊接,采用相同的制造工藝,最后角焊在鋼管的承口端,承口端無預成型的卡內基槽。
一些項目規格書要求管道材料與卡內基環的材料相匹配,這可能會帶來一些問題,因為卡內基環的制造商可能會制造出不同于管體成分的帶鋼。對卡內基環制造商進行第三方收購則不經濟。
軋制溝槽接頭只能在焊縫焊透的螺旋焊接鋼管上進行成型。如果鋼管為復合材料的螺旋焊管,不允許在復合管端部采用冷成型加工軋制溝槽,除非去除較薄的襯層金屬,因此卡內基接頭是復合管的唯一選擇。
8 結 語
軋制溝槽O型圈密封接頭在北美已經有五十多年的成功應用經驗。鋼管在數千千米的輸水及配送管道中應用良好。AWWA C200標準中鋼制水管無約束接頭采用軋制溝槽式接頭,管道直徑可達1 981.2 mm(78 in),最大工作壓力1.72 MPa(250 psi),允許瞬時最大壓力 2.59 MPa(375 psi)。鋼管允許密封接頭拉出量最大25.4 mm(1 in)。因為接頭不需要購買或單獨進行焊接,經濟性良好。嚴格的質量控制確保了軋制溝槽接頭的性能良好,達到了設計要求。承口端和插口端的冷成型不影響鋼管的質量和強度,接頭鋼管的最小壁厚是3.416 mm(10 gage)。對不同直徑鋼管接頭進行破壞性測試表明,在高于3倍工作壓力情況下,管體先于接頭破裂。
譯自:NEAL KELEMEN,BRENT KEILl,RICHARD MIELKE,et al.Performance of Gasket Joints in Steel Pressure Pipes[C]//Pipelines 2011:A Sound Conduit for Sharing Solutions,ASCE:1278-1287.
Performance of Gasket Joints in Steel Pressure Pipes
Edited and Translated by XIAO Guozhang1,GAO Xia1,2
(1.Baoji Petroleum Steel Pipe Co.,Ltd.,Baoji 721008,Shaanxi,China;2.Chinese National Engineering Technology Research Center for Petroleum and Natural Gas Tubular Goods,Baoji 721008,Shaanxi,China)
Typical joints specified in steel pipe systems include the non-restrained rubber-gasket-type,restrained field-welded-type,flanges,couplings and expansion joints.Since joints are often perceived as the weak-link in a pipeline,it is important for engineers to have a clear understanding of the capabilities of a particular joint design,quality control practices followed during manufacture,and most importantly,a sound track record of its performance over many decades of use.Gasket-joints are the most common non-restrained jointing system specified not only for steel pipes but also for other commonly-used pipe materials.It is therefore important to have a clear understanding of their design and performance.The two main types of gasket joints permitted by the American Water Works Association(AWWA)Manual of Water Supply Practices M11-Steel Water Pipe:A Guide for Design and Installation includes the Rolled Groove type and the joint.The former is widely specified for pipe diameters up to 1 981.2 mm(78 in)and 1.72 MPa(250 psi)maximum working pressure,with an allowable maximum transient pressure of 2.59 MPa(375 psi),though larger diameters and higher pressures can also be accommodated.This paper primarily discusses various aspects of the rolled groove joint,but sufficient information is provided on the Carnegie to highlight both similarities and differences.
steel water pipe;gasket joint;rolled groove joint;Carnegie-type joint;bell end;spigot end;cold forming;quality control
TG335.75
B
10.19291/j.cnki.1001-3938.2017.11.014
肖國章(1981—),碩士,主要從事石油輸送管及石油專用管的研究生產工作。
2017-06-30
編輯:黃蔚莉
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:28
西北工業大學學報(2022年2期)2022-05-11 07:50:12
建材發展導向(2022年1期)2022-03-08 01:52:36
輪胎工業(2021年10期)2021-12-24 17:23:35
機械制造(2021年8期)2021-08-23 10:12:44
裝備制造技術(2020年3期)2020-12-25 05:22:30
輪胎工業(2020年9期)2020-03-01 18:58:44
中國機械工程(2018年14期)2018-09-22 01:14:04
電子制作(2018年14期)2018-08-21 01:38:30
江西理工大學學報(2015年3期)2015-12-22 05:26:21
