基于PLC的一種茄科整排自動嫁接機控制系統(tǒng)設計
2017-12-16 09:15:44張鐵中吳長兵
農(nóng)機化研究 2017年5期
尹 權,張鐵中,2,李 軍,褚 佳,吳長兵,劉 展
(1.中國農(nóng)業(yè)大學 工學院,北京 100083;2.農(nóng)業(yè)部 土壤-機器-植物系統(tǒng)技術重點實驗室,北京 100083)
?
基于PLC的一種茄科整排自動嫁接機控制系統(tǒng)設計
尹 權1,張鐵中1,2,李 軍1,褚 佳1,吳長兵1,劉 展1
(1.中國農(nóng)業(yè)大學 工學院,北京 100083;2.農(nóng)業(yè)部 土壤-機器-植物系統(tǒng)技術重點實驗室,北京 100083)
為滿足現(xiàn)代智能農(nóng)業(yè)生產(chǎn)需求,提高蔬菜嫁接作業(yè)效率、降低人工勞動力的投入與強度,研究了高效、可靠、安全的茄科劈接式或貼接式自動整排嫁接機的控制系統(tǒng)。采用歐姆龍CP1H系列的PLC作為中央控制單元,以控制電磁閥、繼電器、伺服電機、步進電機等執(zhí)行元件的工作。依據(jù)嫁接機作業(yè)時的流程工藝和調試安裝時的需求,采用CX-programmer專業(yè)編程軟件,編寫T形圖控制程序,提供自動運行、單步運行及功能單元獨立運行三種模式。試驗表明:該茄科整排嫁接機在自動運行模式下,單株程序運行時間5.33s,作業(yè)效率可達1 015株/h。
自動嫁接;PLC;控制系統(tǒng);信號識別;調試運行
0 引言
蔬菜嫁接育苗是有效克服連作病蟲害、土壤污染及增質增產(chǎn)的有效途徑;但傳統(tǒng)人工嫁接作業(yè)存在效率低、勞動強度大、作業(yè)成本高和嫁接苗存活率低的問題,已不能滿足現(xiàn)代智能化農(nóng)業(yè)的生產(chǎn)需求。自20世紀80年代蔬菜自動嫁接技術問世以來,嫁接技術在國內外得到了不同程度的發(fā)展[1-4],采用自動化機械嫁接技術可以有效地解決人工嫁接中存在的問題。此外,將技術早已成熟的歐姆龍CP1H-XA系列PLC應用于蔬菜自動嫁接技術中[5-8],相比采用微型單片機在性能和可操作性上都得到了較大提升,為廣泛推廣嫁接育苗技術提供了有力保障[8-12]。
目前,國內茄科蔬菜嫁接機多為人工單株供苗[7]、單株嫁接的半自動裝置,具有代表性的是中國農(nóng)業(yè)大學張鐵中研制的2JSZ-600型蔬菜自動嫁接機,但在處理大批量作業(yè)時仍然存在生產(chǎn)率低、勞動強度大等問題[3-7]。國外,日本、韓國等是率先出現(xiàn)自動嫁接技術的國家,雖然有效率較高的茄科蔬菜全自動嫁接機;但結構復雜、價格昂貴,使得其在國內推廣受到很大的限制[3-5]。
針對現(xiàn)有茄科蔬菜嫁接機存在的問題,本文為茄科自動整排嫁接機設計了一套高效、可靠、便捷、安全的控制系統(tǒng)及電氣驅動方式,以實現(xiàn)茄科幼苗的嫁接的自動化作業(yè)。
1 嫁接機系統(tǒng)構成及工作原理簡介
1.1 系統(tǒng)構成
該嫁接機可以實現(xiàn)對規(guī)格為(5×10)穴,尺寸為570mm×280mm×41mm的苗盤進行整排嫁接,考慮到用戶需求,采用劈接或貼接兩種方式,選擇時只需更換切苗刀具。機器本體除采用人工整盤供苗和卸苗外,其余均自動完成。該系統(tǒng)由砧木、穗木的供苗系統(tǒng)、攏苗系統(tǒng)、取苗系統(tǒng)、切苗系統(tǒng)、供夾系統(tǒng)、嫁接系統(tǒng)和嫁接苗輸送系統(tǒng)等7個子系統(tǒng)構成,如圖1所示。因此,建立7個子系統(tǒng)之間的有機統(tǒng)一與協(xié)調工作關系是實現(xiàn)該嫁接機高效、可靠作業(yè)的保障。其具體結構可參考專利嫁接苗整排自動嫁接裝置(CN 104871840 A)。
1.1.1 供苗攏苗系統(tǒng)
供苗攏苗系統(tǒng)是嫁接作業(yè)的首要工作流程,是保證后續(xù)連續(xù)作業(yè)的基礎。實際工作中,將穴盤苗運送到指定的工作位置,然后觸發(fā)攏苗工作系統(tǒng),攏苗桿推出,將苗盤內待嫁接位置的苗進行縱向扶正,提高嫁接作業(yè)的成功率。
穴盤停留位置是否準確是砧木和穗木取苗機械爪夾取苗的關鍵。為保證苗盤停位準確,采用歐姆龍系列E3FA-TP11的反射式光電開關作為該位置的定位檢測開關。該種光電開關檢測靈敏度高,不易受周圍工作環(huán)境的影響,工作原理如圖2所示。

(a) 主視圖 (b) 左視圖
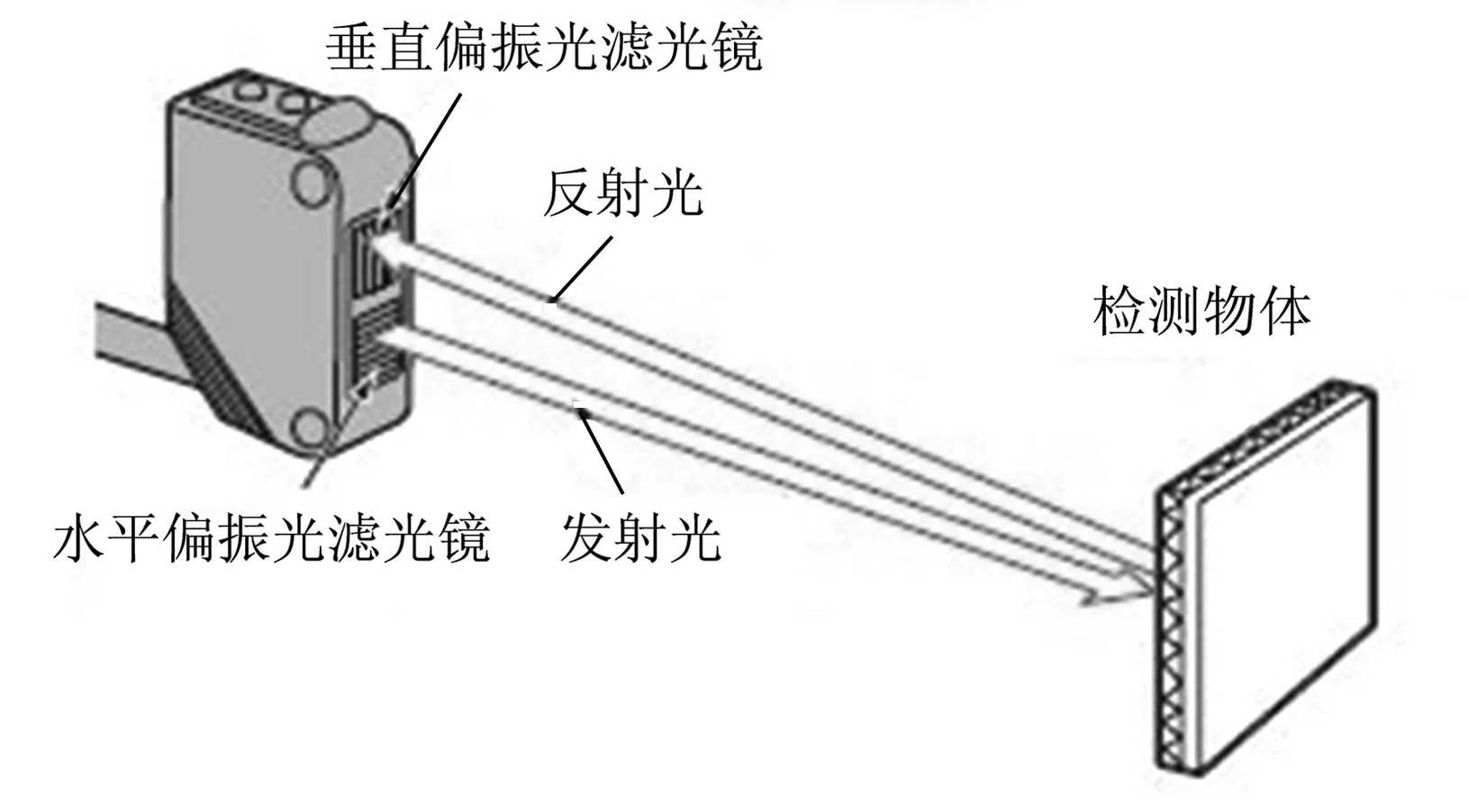
圖2 反射式光電開關工作原理圖
1.1.2 取苗系統(tǒng)
基于本嫁接機是整排取苗作業(yè),因此在供苗良好的前提下,分別由取苗上夾持機構和取苗下夾持機構拔取穴盤內的嫁接苗,并且將苗由直線運動機構送至下一切苗位置。為實現(xiàn)嫁接苗的拔取和搬運過程機械爪需完成一系列動作,包括砧木、穗木上下夾持機構的打開閉合,夾持升降氣缸的上升,需同時驅動兩個伺服電機工作將苗搬運至切苗工位。
為避免苗在搬運過程中受到拉力而損傷,須實現(xiàn)兩個伺服電機的同步驅動。兩個伺服電機在到達切苗工位后,需要保證兩個位置的上下層次關系,采用位置傳感器模塊,能夠準確地檢測到到位信號,其原理如圖3所示。
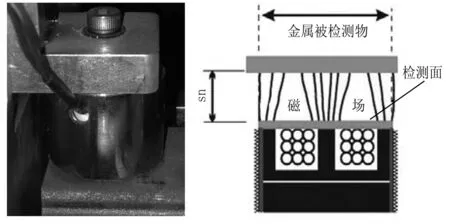
(a) 位傳感器 (b) 原理圖
1.1.3 切苗及供夾系統(tǒng)
當苗運送至切苗位置時,觸發(fā)切苗機構動作,將該工位的苗進行斜切或劈切,使嫁接苗的莖稈切口形成傾斜度為30°的斜切口或V形切口。
由于嫁接作業(yè)中穗木和砧木分別是嫁接苗的上部生長端和下部須根端,因此需分別控制穗木取苗夾持機構的下夾持機構和砧木取苗上夾持機構,將廢棄部分搬運至嫁接機兩側的廢棄框內,并驅動步進電機將供夾系統(tǒng)移至嫁接工位,使塑料夾推出,將穗木和砧木切口貼合夾住。
1.1.4 輸送復位系統(tǒng)
復位系統(tǒng)是保證整個系統(tǒng)安全、可循環(huán)作業(yè)的基礎,嫁接機開始工作前首先進行各機構系統(tǒng)的復位操作,使得各個機構系統(tǒng)處于正確的工作狀態(tài)。
當穗木和砧木貼合后,穗木取苗上夾持機構和砧木取苗下夾持機構需將苗栽插至固定位置的空穴盤中;當完成一整盤苗的栽插后,控制嫁接苗輸送系統(tǒng)帶將苗盤送出,送至一定位置后由人工將苗盤取下,并將另一空穴盤放置指定位置。以上步驟完成后,需要將各部分工作部件恢復至初始狀態(tài),等待下一工作步驟流程。
此外,當嫁接機中途遇到突發(fā)狀況,掉電后,采取復位操作能使各工作系統(tǒng)回歸正確位置,避免由于空間位置不當而損傷機器或發(fā)生危險。整個控制系統(tǒng)中,包括氣動元器件工作復位系統(tǒng)和電機工作復位系統(tǒng)兩部分組成,目的是為了便捷地控制、操縱、調試嫁接機。
1.2 控制流程
合理的嫁接工作流程是實現(xiàn)可靠、高效嫁接的基礎,正確的工作流程圖往往能使控制系統(tǒng)變得簡潔、流暢、易于調控。為此,編寫控制程序前對嫁接作業(yè)進行總體分析,編制了如下自動嫁接工作流程圖,如圖4所示。
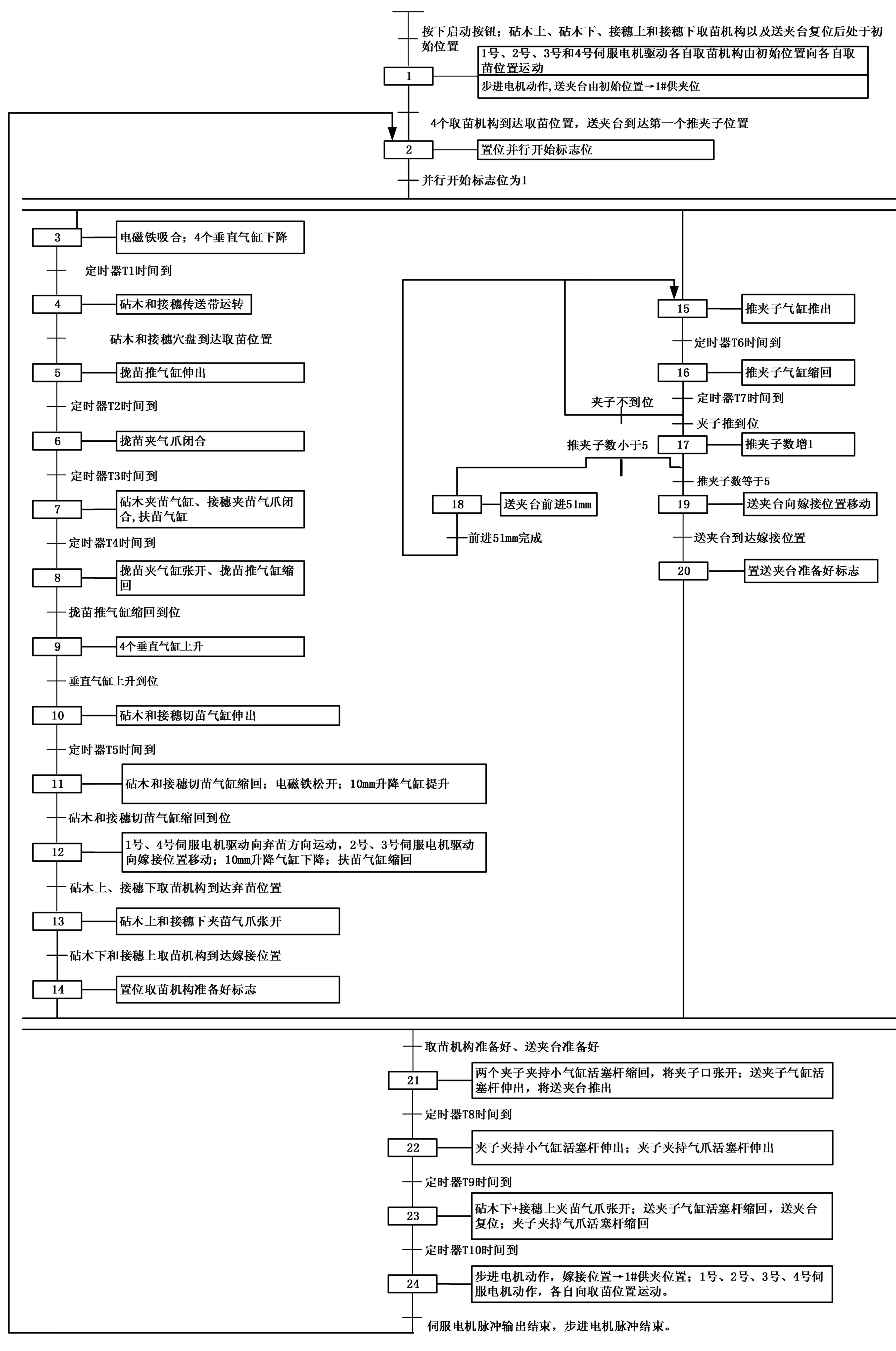
圖4 控制系統(tǒng)流程圖
由于本文針對的是該茄科自動嫁接機的控制系統(tǒng),工作流程圖中的具體執(zhí)行機構參考專利(CN 104871840 A)。
2 系統(tǒng)關鍵配置
2.1 控制系統(tǒng)硬件配置
本茄科全自動嫁接機控制系統(tǒng),硬件設備包括中央控制單元、外圍設備、電路保護元件3部分。中央控制單元主要由CP1H-XA系列PLC及擴展模塊構成;外圍設備包括信號輸入和執(zhí)行輸出兩類,信息采集的輸入設備主要為光電檢測開關、磁性檢測開關及開關按鈕等;輸出執(zhí)行部分包括工況指示燈、電磁繼電器、電磁閥、伺服電機驅動器等;電路保護元件主要為24V電源、空氣開關、熔斷器和線卡。
整個控制系統(tǒng),除輸送帶驅動需220V交流電機外,其余設備均為0~24V工作電壓。
2.1.1 中央控制單元
中央控制器采用CP1H-XA40DT-D的PLC可編程控制邏輯單元,其配置如圖5所示。該控制單元輸入24點,輸出16點。根據(jù)實際要求,完成整個嫁接作業(yè)的動作多且相互獨立,而基于物理控制線路的連接器I/O分配是固定的,因此需要對I/O口進行擴展,而PLC擴展模塊與中央控制單元可通過通信口直接插線連接通信,因此簡化了控制程序的編寫和系統(tǒng)的開發(fā)周期[12-14]。
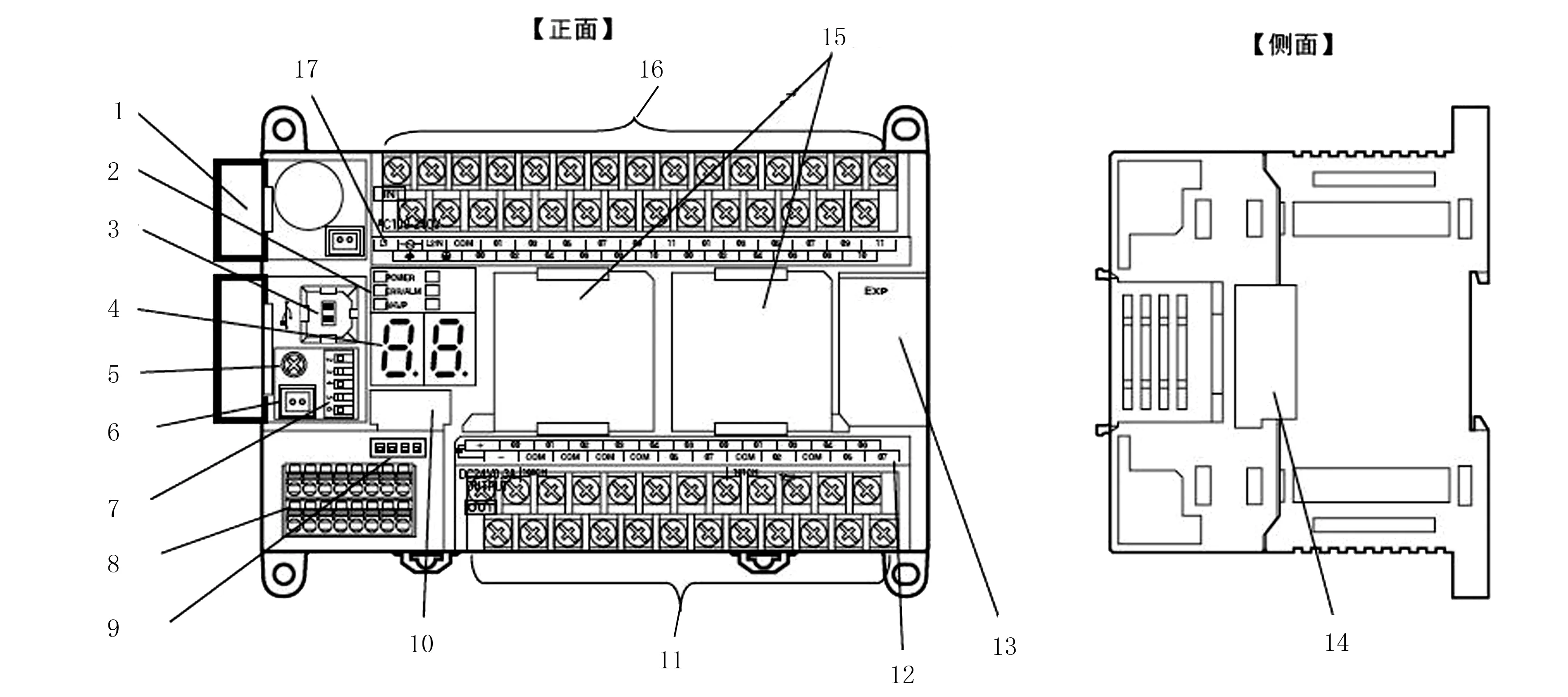
1.電池蓋 2.工作指示LED 3.外圍設備USB端口 4.7段LED顯示 5.模擬電位器 6.外部模擬設定輸入連接器 7.撥動開關 8.內置模擬輸入輸出端子臺/端子臺座×1 9.內置模擬輸入切換開關×1 10.存儲盒槽位 11.DC24V輸出×2·輸出段子 12.輸出指示燈LED 13.擴展I/O單元連接器 14.CJ單元適配器用連接器 15.選件板槽位 16.電源·接地·輸入端子臺 17.輸入指示LED
此外,考慮到高速脈沖輸出端子應滿足實際需求,還需留出一定的富余量以備不時之需。
2.1.2 外圍執(zhí)行設備
實現(xiàn)自動控制所需的一切相關輸出信號,以驅動電磁繼電器、電磁閥、伺服電機驅動器等直接與中央控制單元相關的設備,即為外圍執(zhí)行設備。其中,繼電器用于電路中接入高壓且需要控制的場合,通過PLC輸出的24V電壓信號控制與之相連的高壓線路的工作狀態(tài)。
本嫁接機選用的電磁繼電器型號為HR-CR311SK管腳接線圖如圖6所示。實際接線時,由于其工作電壓也是24V,而PLC為NPN型輸出,因此管腳13直接與PLC輸出相接、14與電源24(+)相接,即可以完對電磁繼電器的工作狀態(tài)控制。而另外兩組1、5、9和4、8、12可以通過選擇連接不同管腳實現(xiàn)工作狀態(tài)的由常開到常閉或由常閉到常開的控制,即可實現(xiàn)對外圍高電壓設備的控制目的。
本嫁接機采用的執(zhí)行部件除砧木、穗木取苗搬運,嫁接貼合機構系統(tǒng)和供夾系統(tǒng)輸送采用私服電機、步進電機驅動絲杠導軌外,其余伸縮、旋轉動作均由氣動元件完成。
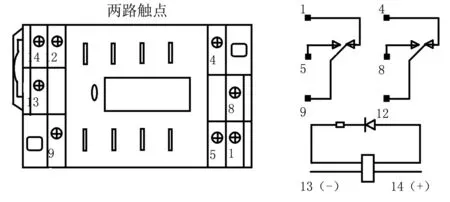
(a) 電磁繼電器 (b) 管腳接線原理
伺服電機在其驅動器的內部針對速度、位置做了軟件閉環(huán)反饋控制,位置環(huán)與速度環(huán)的比例積分增益系數(shù)可調、操作簡便、控制精確。因此,對本控制系統(tǒng)的研究方案中,主要考慮到穗、砧木在拔取搬運過程中需要滿足速度和定位兩因素,選用利時公司生產(chǎn)的MSE系列的伺服驅動器,以32數(shù)字處理芯片(DSP)為控制核心,具備良好的魯棒性和自適性[10-12],實現(xiàn)精準控制。
穗木、砧木搬運過程中在滿足機構快速運行的同時,避免出現(xiàn)速度誤差和機構的慣性作用及對苗莖干造成損傷,并保證在嫁接位置上使穗木、砧木的貼合口準確貼合。其伺服電動機接線原理如圖7所示。
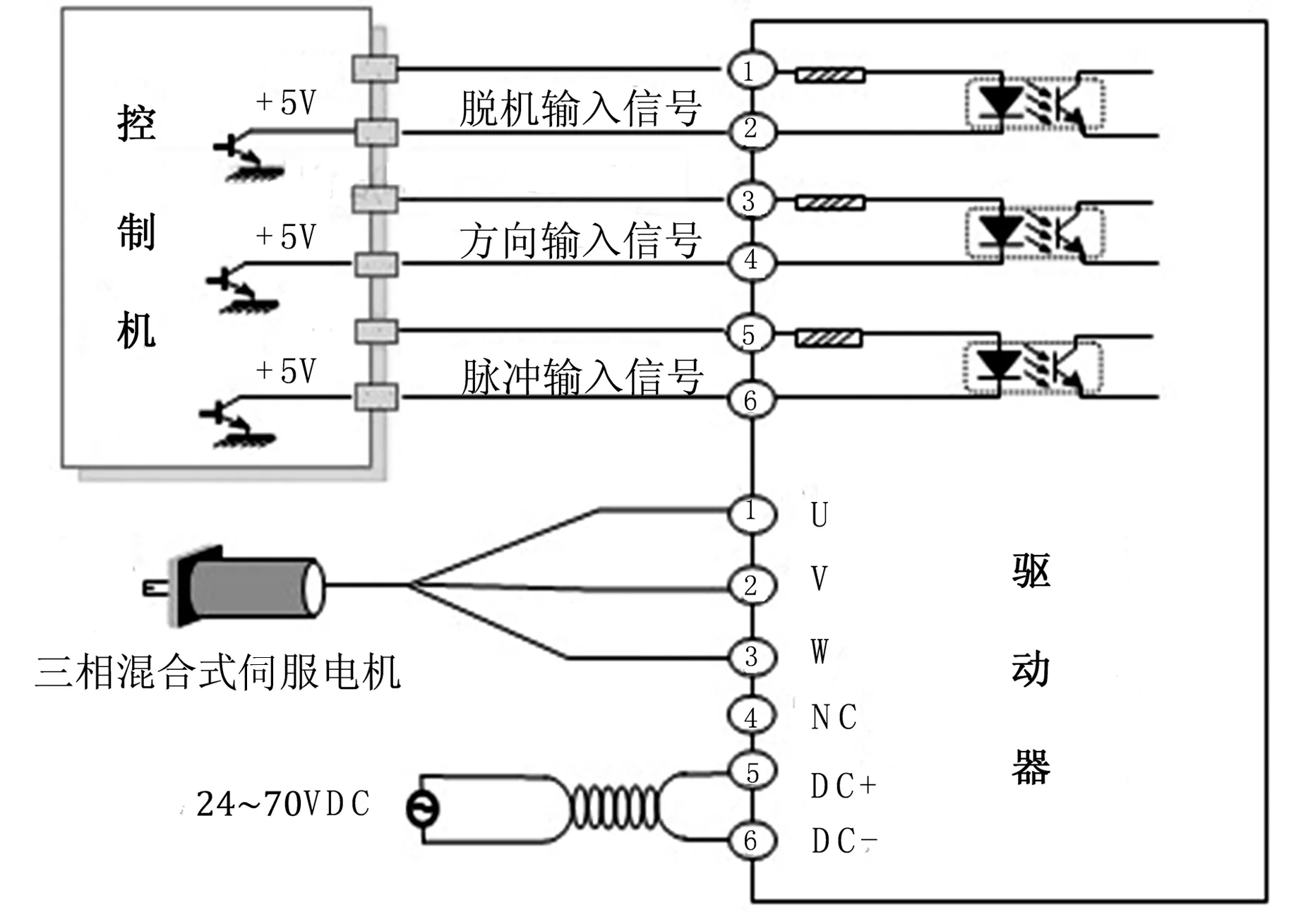
圖7 伺服驅動器接線原理
2.1.3 系統(tǒng)保護
主要包括:24V電源、空開、熔斷器及線卡。其中,24V電源為控制系統(tǒng)及部分電子元件供電設備;空氣開關與熔斷器安裝在220V主線路上起保護作用,以避免當設備發(fā)生短路等導致主電路電流過高,對設備造成損傷或引起火災。
熔斷器的選擇需根據(jù)設備主電路上的電流值,因此與設備中所有電子元器件均有關系,其熔斷額定電壓應該大于或等于主電路的額定電壓,熔斷器電流需根據(jù)實際負載情況計算選型。
多臺電機共用一個熔斷器保護短路時,有
INP=(1.5~2.5)∑INMmax+∑INM+∑IF
其中,INMmax為容量最大的電機額定電流;∑INM為其余各電動機的額定電流之和;∑IF為各電磁換向閥的額定電流之和,各電機、電磁閥在電路中為并聯(lián)關系。對于輕載啟動及啟動時間較短時,取式中系數(shù)為1.5,重載啟動及啟動時間較長時,系數(shù)取2.5。
2.2 I/O分配
本嫁接機整體機構系統(tǒng)較為復雜,為滿足機器整體操作的便捷性、可控性,采用33個輸入點,包括預留檢測輸入點4個和點動控制按鈕4個輸入信號,輸出部分預留兩個輸出端子點。輸入和輸出端子分配如表1所示。
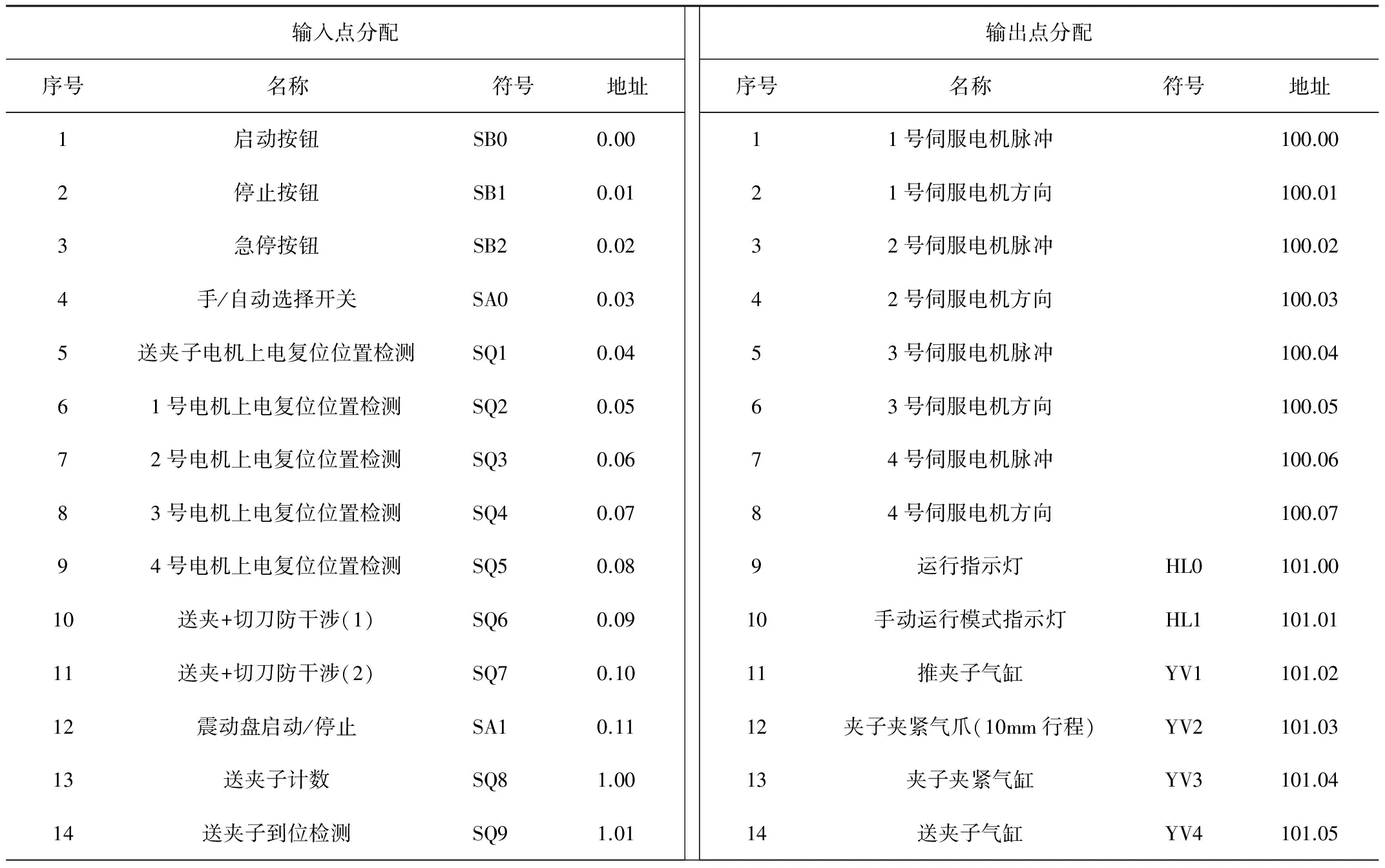
表1 嫁接機I/O分配表
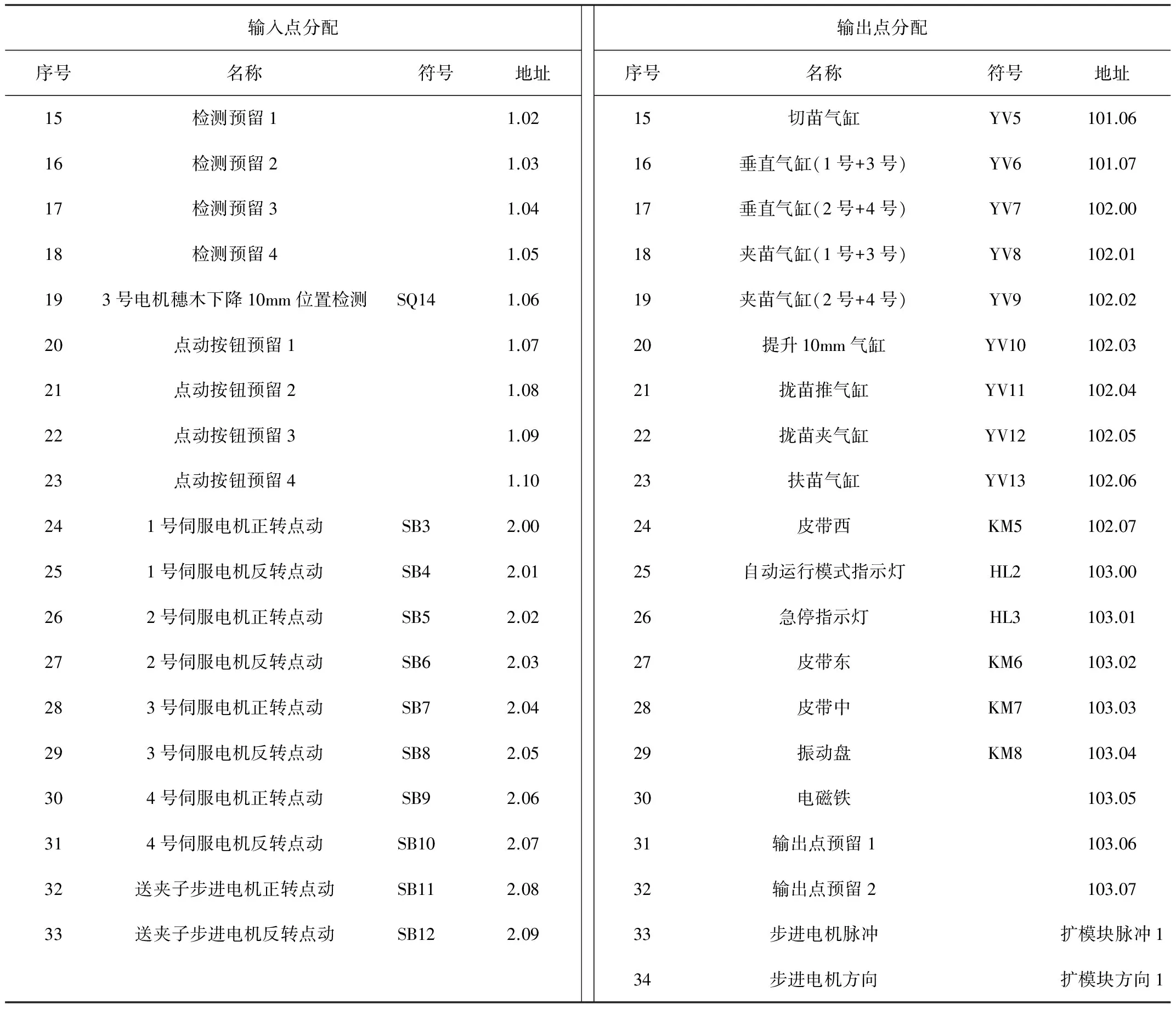
續(xù)表1
3 嫁接機控制系統(tǒng)程序設計
3.1 控制系統(tǒng)分析
自動整排嫁接機的控制程序是基于CP1H系列的PLC指令系統(tǒng),采用CX-programmer編程軟件匯編控制程序,是保證嫁接機實現(xiàn)嫁接作業(yè)自動化的關鍵所在,需要嚴禁、細致地分析嫁接作業(yè)過程,以程序驅動機械結構執(zhí)行動作,達到控制的目的。實現(xiàn)自動控制的程序分為兩大子程序:復位程序段和自動運行程序段。
復位程序段是在開始作業(yè)前使各機構獲得初始化位置的必要程序段。同時,在復位程序段中設置了自動復位和手動復位兩種模式,意義在于手動復位模式能夠根據(jù)現(xiàn)場工況針對性地對每個機構位置、速度等進行點動調整,避免因初始位置不確定,誤操作對機器造成的干涉碰撞等危險發(fā)生;而自動復位模式則是在確保各機構處于安全狀態(tài)下,進行復位操作,使設備的各機構運行到系統(tǒng)預設的位置,等待工作。
自動運行程序段是整個嫁接機實現(xiàn)自動化運行的核心程序,程序的運行不僅需要嚴格按照預設的時序執(zhí)行,還應考慮到運行過程中出現(xiàn)的不利干涉及碰撞等問題,都應該通過程序進行合理的消除。
此外,為避免出現(xiàn)緊急情況,設備運行出現(xiàn)干涉等影響機器安全,還配備了腳踏開關,能夠在緊急情況下及時踩下腳踏開關,使整個設備停止運行。
3.2 關鍵指令分析
為實現(xiàn)本嫁接機多功能、多模式、高效率的運行,選取恰當而又簡潔的程序指令是保證整個系統(tǒng)穩(wěn)定工作的前提。在工業(yè)控制自動化生產(chǎn)中多使用順序控制,即當前每個動作的發(fā)生都是以上一個動作的有效執(zhí)行及完成為前提,否則當前動作就不會被觸發(fā),這種流水線式控制過程多使用指令系統(tǒng)中的SFT指令完成。因此,深入理解和正確使用SFT指令,使程序的設計過程事半功倍,且能保證程序執(zhí)行結果可靠、有效。此外,控制伺服電機的準確運行也是本設計中的關鍵,基于PLC中的脈沖輸出控制指令,采用脈沖和方向控制類型,選用PLS2(887)脈沖輸出定位指令,能夠滿足本控制系統(tǒng)的需求。
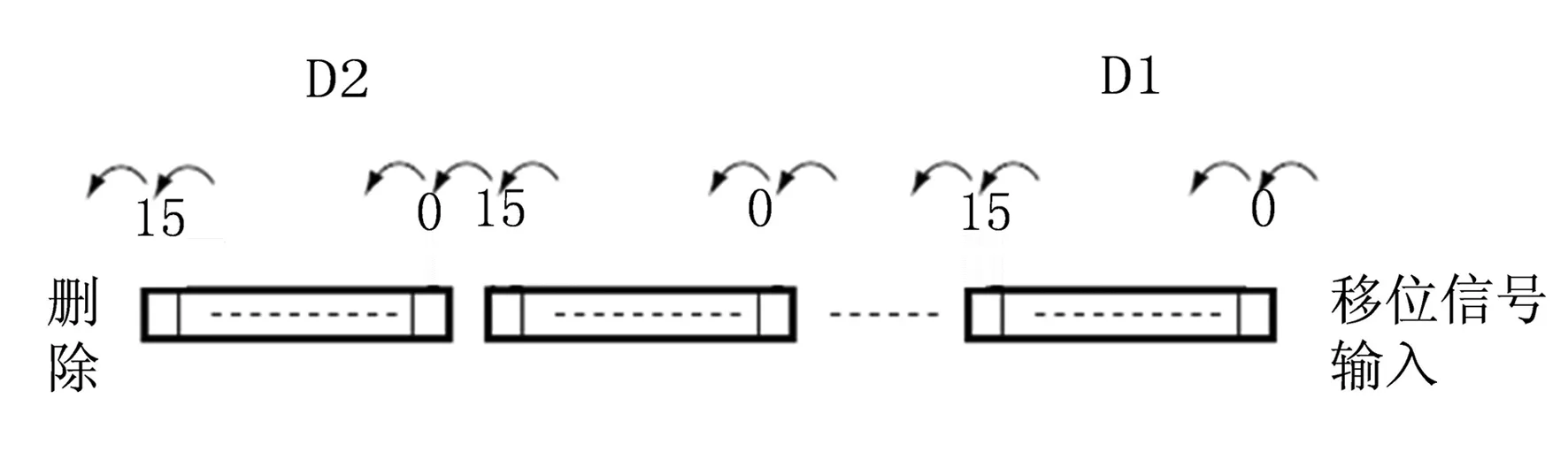
3.2.1 SFT移位指令
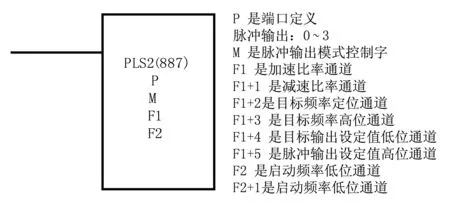
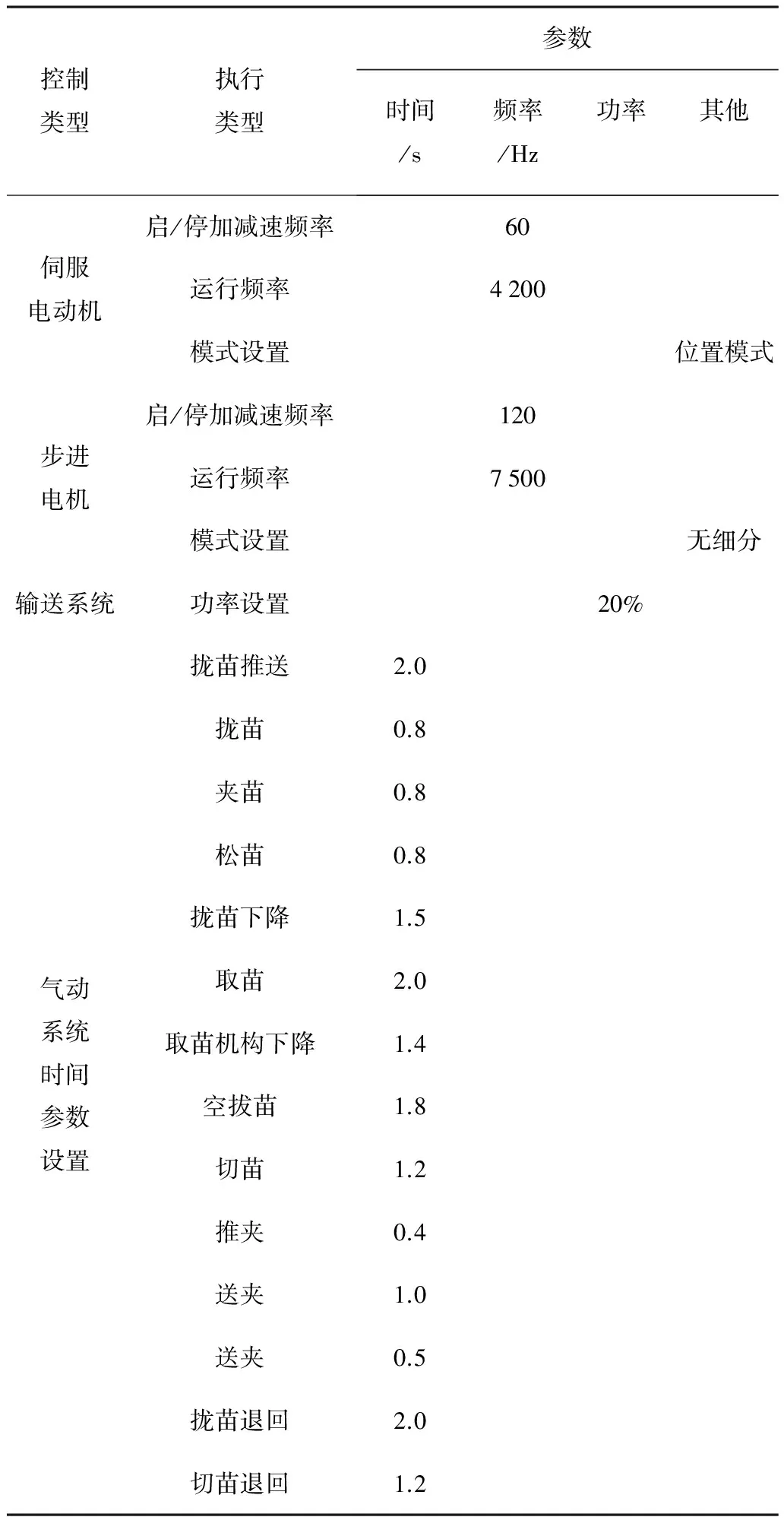
SFT指令(見圖8)有兩個操作數(shù),W1、WX:若W1>WX,則移位過程只在W1中執(zhí)行;若W1 (a) SFT指令 (b) 移位原理 在實際操作中,程序在執(zhí)行過程中往往需要實時暫停,便于記錄、調試和觀察,而后又需要程序繼續(xù)運行,而采用SFC指令則可以巧妙地設計暫停功能。實現(xiàn)的方式如下:將暫停按鈕的常閉觸點串接在移位信號輸入端的主路上,暫停恢復按鈕和其他移位觸發(fā)點并聯(lián)在移位信號輸入端的主路上;當暫停信號有效,則其對應的常閉觸點被斷開,移位信號輸入端變?yōu)閿嚅_狀態(tài),該指令不受任何移位信號觸發(fā),設備暫停于當前狀態(tài);將該狀態(tài)解除時按下暫停恢復按鈕,則SFT正常移位至下一位,程序緊接當前狀態(tài)順序往下執(zhí)行。 3.2.2 脈沖輸出定位指令 PLS2(887)脈沖輸出定位指令實現(xiàn)控制步進電機、伺服電機及速度、方向、加速、減速甚至能控制運轉角度,極大地滿足本設計中的工作需求;該指令包括4個控制通道,P、M、F1、F2。為能夠實現(xiàn)準確控制電機的精準運行,還需要采用MOV(021)傳送指令配合,將所需的運行參數(shù)通過該指令傳送至特定的數(shù)據(jù)通道,使得PLS2(887)能夠采集信息并執(zhí)行。 脈沖輸出定位指令執(zhí)行時需要設定以上4個通道數(shù)據(jù),參數(shù)設置原理如圖9所示。 圖9 脈沖輸出定位指令 3.3 控制程序功能模塊 自動整排茄科嫁接機的系統(tǒng)程序由各功能單元的子程序構成,包括:砧木、穗木苗輸送程序,苗拔取搬運程序,切苗及剩余部分搬移程序,嫁接貼合程序,塑料夾推送程序及栽插、嫁接苗輸出程序。在整個系統(tǒng)程序的匯編中將嫁接程序的功能模塊化、子程序化、功能化是有效解決程序復雜性、邏輯性、調試便捷性的方法;同時,也增加了程序的可讀性,避免由于程序過長使得程序不易被看懂理解。 通過以上子程序的有機、協(xié)調配合,完成整個嫁接系統(tǒng)的匯編,實現(xiàn)機器的自動控制運行。 基于對程序的分析,將程序寫入可編程控制單元PLC中,調試和檢測各功能單元運行狀況,主要包括時間調節(jié)和邏輯順序調節(jié)兩大部分。 4.1 時間參數(shù)調節(jié) 運行時間是保證整個運行系統(tǒng)的關鍵所在,且整個程序中所包含的時間參數(shù)指令較多,若時間控制不當就會嚴重影響整個系統(tǒng)的工作效率:如將各部分時間參數(shù)調整時間加長將會使嫁接機運行緩慢,降低效率;反之,時間參數(shù)過小,會使執(zhí)行元件動作執(zhí)行不到位,或發(fā)生干涉引起碰撞的危險。因此,合理適當?shù)臅r間參數(shù)對于系統(tǒng)的運行性能指標至關重要,經(jīng)過實際調試和運行對時間參數(shù)進行優(yōu)化,將該嫁接的各部分時間參數(shù)設置如表2所示。 表2 主要電氣參數(shù)設定 4.2 邏輯順序調節(jié) 嫁接機在實際工作過程中可能會出現(xiàn)部分邏輯順序調整的情況,為達到執(zhí)行效果最優(yōu)的目的,如部分功能單元初始狀態(tài)距工作位置位置較遠,則可以在初始狀態(tài)下,將該部分功能部件率先移動或動作執(zhí)行到工作位置。這樣既減少了工作距離,又降低了工作等待時間,是提高程序效率的有效途徑。 4.3 系統(tǒng)運行測試 在系統(tǒng)穩(wěn)定的情況下,進行了工作測試,測試地點為中國農(nóng)業(yè)大學工學院,測試樣本為西紅柿嫁接苗。其中,穗木、砧木苗各3盤,每盤50株。人工上苗后,進入自動運行,從運行穩(wěn)定到進入循環(huán)開始計時完成嫁接并回到取苗位置等待下一循環(huán)結束,共計用時532s,平均每株用時3.55s,完成整排嫁接一次循環(huán)約為17.7s,理論嫁接速度可達1 015株/h。測試結果表明:該控制系統(tǒng)具有良好的實用性,達到了高效、穩(wěn)定的目的。 1)設計了基于PLC的一種茄科整排自動嫁接機的控制系統(tǒng),能夠實現(xiàn)高效、穩(wěn)定、便捷的性能指標,達到了控制系統(tǒng)設計的目的。 2)采用了合理的控制程序設計流程,總結出一套控制程序設計的基本路線和方法,上機運行調試,滿足程序設計的要求。 3)整個控制系統(tǒng)采用了合理的時間參數(shù)配置,穩(wěn)定運行時,嫁接速度理論值可達1 015株/h,滿足實際生產(chǎn)需求。 [1] 褚佳,張鐵中,張立博,等.套管式蔬菜自動嫁接機出套裝置設計與試驗[J].農(nóng)業(yè)機械學報,2016(2):64-70. [2] 趙金英,張鐵中.PLC在自動嫁接機控制系統(tǒng)中的應用[J].中國農(nóng)業(yè)大學學報,2004(6):53-55. [3] 李中秋.蔬菜嫁接機的現(xiàn)狀和發(fā)展趨勢[J].當代農(nóng)機,2007(4):61-62. [4] 辜松,江林斌.國內外蔬菜嫁接機的發(fā)展現(xiàn)狀[J].東北農(nóng)業(yè)大學學報,2007(6):847-851. [5] 劉凱,初麒,辜松,等.茄科蔬菜自動嫁接機的研究現(xiàn)狀[J].農(nóng)機化研究,2011,33(2):230-233. [6] 李潔.淺談PLC控制系統(tǒng)設計應注意的幾個問題[J].西安航空技術高等專科學校學報,2005(1):22-24. [7] 建忠,李建平,朱盤安,等.斜插式蔬菜嫁接機砧木夾持機構研制與試驗[J].農(nóng)業(yè)工程學報,2013(7): 30-35. [8] 辜松.2JC-350型蔬菜插接式自動嫁接機的研究[J].農(nóng)業(yè)工程學報,2006(12):103-106. [9] 姜凱,鄭文剛,張騫,等.蔬菜嫁接機器人研制與試驗[J].農(nóng)業(yè)工程學報,2012(4):8-14. [10] 郭成鎮(zhèn).基于CAN總線的多PLC通信控制研究[D].上海:上海交通大學,2012. [11] 江新.基于CAN總線的多臺PLC通信系統(tǒng)的設計[J].電氣時代,2011(9):104-105. [12] 楊麗,張鐵中.西紅柿嫁接機控制系統(tǒng)的設計[J].農(nóng)機化研究,2008(12): 79-82. [13] 周樺.電梯PLC控制系統(tǒng)的設計與實現(xiàn)[D].成都:電子科技大學,2012. [14] 馮青春,鄭文剛,吳瑩,等.基于PLC自動嫁接機控制系統(tǒng)設計[J].中國農(nóng)機化,2012(1):159-161. [15] 楊同杰.基于DSP的直流伺服電機控制器設計與實現(xiàn)[D].南京:南京理工大學,2009. [16] 史孝文.基于DSP的直流伺服電機控制系統(tǒng)研究開發(fā)[D].昆明:昆明理工大學,2005. PLC Control System Design for a Kind of Solanaceae whole Row of Automatic Grafting Machine Yin Quan1, Zhang Tiezhong1,2, Li Jun1, Chu Jia1, Wu Changbing1, Liu Zhan1 (1.College of Engineering, China Agricultural University, Beijing 100083, China; 2.Key Laboratory of Soil-Machine-Plant Systematic Technology, Ministry of Agriculture, Beijing 100083, China) To meet the demand of modern intelligent agricultural production, improve the working efficiency of the vegetables grafting and reduce manual labor input or intensity. The purpose of this paper is to research an efficient,reliable,and safe solanaceae cleft and attached automatic control system for the whole row of grafting machine. Using OMRON-CP1H series of PLC as the central unit to control the electromagnetic valve,relay,servo motor or stepping motor working. According to the process technology of machine operations and debugging installation requirements, applying the CX-professional programmer programming software,writing T chat control program to provide automatic operation,single step operation and functional unit run independently three models. Experiments show that the solanaceae whole row of grafting machine under automatic model, running time is 5.33s per plant, the efficiency is up to 1050 plants per hour. automatic grafting; PLC; control system; signal identification; debugging and running 2016-04-07 國家高技術研究發(fā)展計劃(863計劃)項目(2012AAA10A5 06-2);公益性行業(yè)(農(nóng)業(yè))科技專項(201303014-09) 尹 權(1991-),男,陜西漢中人,碩士研究生,(E-mail)15010823596@163.com。 張鐵中(1956-),男,河北邢臺人,教授,博士生導師。 S223.1;TP273+.2 A 1003-188X(2017)05-0075-09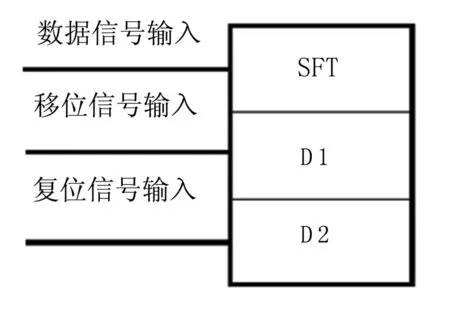
4 調試運行
5 結論
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
人大建設(2019年12期)2019-05-21 02:55:44
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時報(2017-03-30)2017-03-30 06:44:45
故事大王(2016年7期)2016-09-22 17:30:08
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32
機電信息(2014年27期)2014-02-27 15:53:56
