基于Aspen plus對甲醇精制工段的模擬與優化
2017-12-20 02:45:59侯國安馬少寧
山東化工 2017年22期
周 凱,侯國安,馬少寧
(銀川能源學院,寧夏 銀川 750100)
化工設計
基于Aspen plus對甲醇精制工段的模擬與優化
周 凱,侯國安,馬少寧
(銀川能源學院,寧夏 銀川 750100)
以神話寧煤集團甲醇精致裝置為研究對象,利用先進的Aspen Plus工程設計軟件對甲醇精致工段進行全流程模擬,分析了模擬結果,并通過軟件中"Sensitivity"功能對精餾塔的回流比、進料位置等操作條件進行優化,從而指導實際生產,為工藝方案比對,優化設計提供模擬和預測。
甲醇精餾;流程模擬;Aspen plus;系統優化
從20世紀70年代美國麻省理工研發Aspen plus流程模擬軟件并后續將其推入市場投其化工生產中到現在為止,在這期間,甲醇精餾在化工生產中的發展需求隨著Aspen plus模擬的發展而更加的迅速,準確[1]。從第一次將Aspen plus模擬應用于精餾工藝中到近年來,人類鍥而不舍的改良軟件的功能特性,對精餾的模擬方法進行深入的研究。
現如今,利用Aspen plus模擬精餾工段早已出現,但是國外憑借已有多年的開發與應用經驗,在此基礎上又推出了更多的化工流程模擬并且迅速的應用于實際生產中,然而,近幾年來,國內才開始重視并且將其應用,尚未普遍、廣泛的應用于各大企業[2]。 本文采用神華寧煤集團甲醇精制四塔精餾工藝,通過實際生產和流程模擬進行相互結合,包括預塔、加壓塔、常壓塔及回收塔,預塔的目的除去粗甲醇中的溶解氣體及低沸點組分;加壓塔和常壓塔主要的目的是除去水及高沸點雜質獲得純度較高的甲醇;回收塔的目的為了減少廢水排放進一步回收甲醇,同時也減少了廢水中甲醇的含量[4]。
1 模擬計算
1.1 模擬流程概述
來自甲醇合成工段的粗甲醇首先進入粗甲醇換熱器(E-1001),換熱至72℃后進入預精餾塔(T-1001),預精餾塔中設置的冷凝器將塔內上升氣中的甲醇大部分冷凝下來后到塔底,未被冷凝的甲醇蒸汽、不凝氣及輕組分再次被繼續冷卻。預精餾塔底的甲醇水溶液經加壓泵送至加壓塔(T-1002),和預精餾塔精餾過程相似,塔頂甲醇蒸汽進入冷凝器/再沸器,作為常壓熱源。被冷凝的甲醇蒸汽進入加壓塔回流槽被冷卻,一部分由加壓回流泵升壓送至塔頂作回流,其余經冷卻器(E-1004)冷卻至40℃以下作為AA級精甲醇送至甲醇槽。由加壓塔底排出的甲醇液降溫進入常壓塔(T-1003),由常壓塔頂甲醇蒸汽經冷凝器(E-1003)冷凝至40℃以下進入常壓塔回流槽,后經回流泵加壓,一部分送至常壓回流,其余作為GB級產品送出。常壓塔產品-含有乙醇及其他雜質的甲醇水溶液,從下部塔板上出來經換熱器進入回收塔(T-1004),并經過回收塔進料泵加壓作為回收塔原料。回收塔塔頂蒸汽經冷卻器冷卻至40℃,進入回流槽, 一部分送至汽提塔頂回流,其余部分作為產品送至精甲醇槽。
1.2 模塊及物性方法的選擇
在Aspen plus中有很多種精餾模塊:例如DSTWU、Distil、RadFrac等等。RadFrac是嚴格精餾計算模型,用于模擬多種類型的多級汽液精餾操作,主要包括:吸收、精餾、萃取等。
物性方法的選擇與模擬的準確性在很大程度上相關,也就是說它的選擇是流程模擬能否準確的關鍵決定部分。所以Aspen plus也提供了適合很多體系的方法,通過應用不同的物性方法模擬結果對比,選出最適合的物性方法。在本文的模擬中,粗甲醇體系成分中,甲醇和水以高含量占據主要部分,所以,首先考慮甲醇和水之間的二元汽液平衡數據。鑒于甲醇與水體系存在較強的分子間相互作用,形成的是非理想的極性物系,而且在精餾工段中所有流程中的操作壓力都在10bar以下。綜合以上綜述內容,確定在本論文的所有模擬塔中,其物性方法選用NRTL-RK進行操作。
2 模擬結果及討論
2.1 模擬參數輸入
甲醇精餾模擬系統的設計是以神華寧煤集團的工藝數據為基礎。模擬的初始參數如表1,2所示。
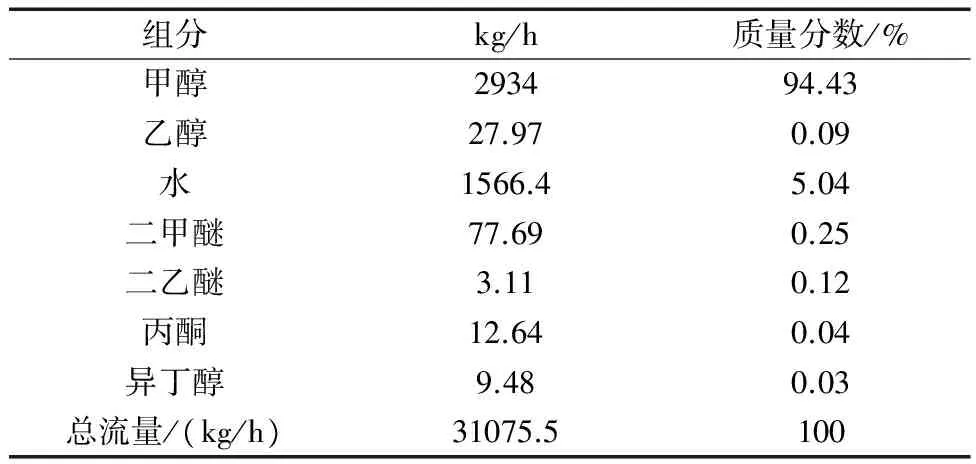
表1 原料初始數據

表2 設備操作參數
2.2 甲醇精餾系統模擬與優化
2.2.1 預塔的模擬及優化
將預塔數據輸入Aspen plus進行流程模擬,得出模擬結果如表3所示。
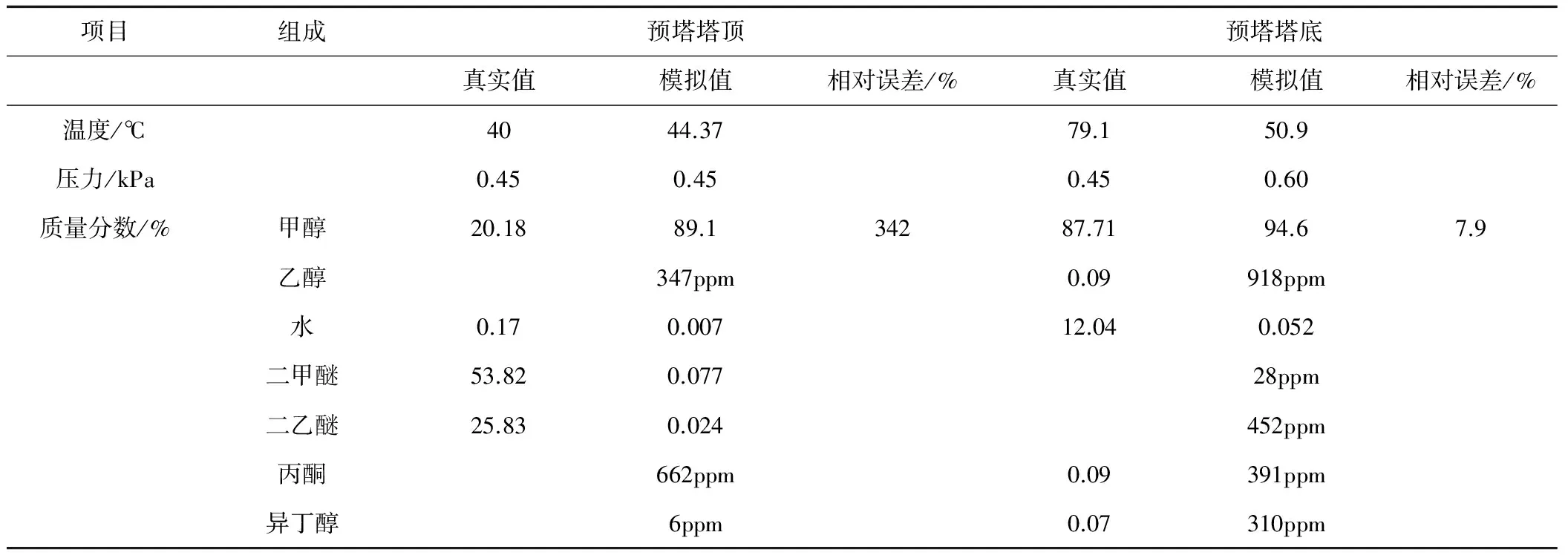
表3 預精餾塔模擬結果
通過Aspen plus軟件中的“Sensitivity”分別對預塔溫度、壓力、回流比及蒸餾速率進行靈敏度分析,得出結果如圖2-1,2-2,2-3,2-4所示。
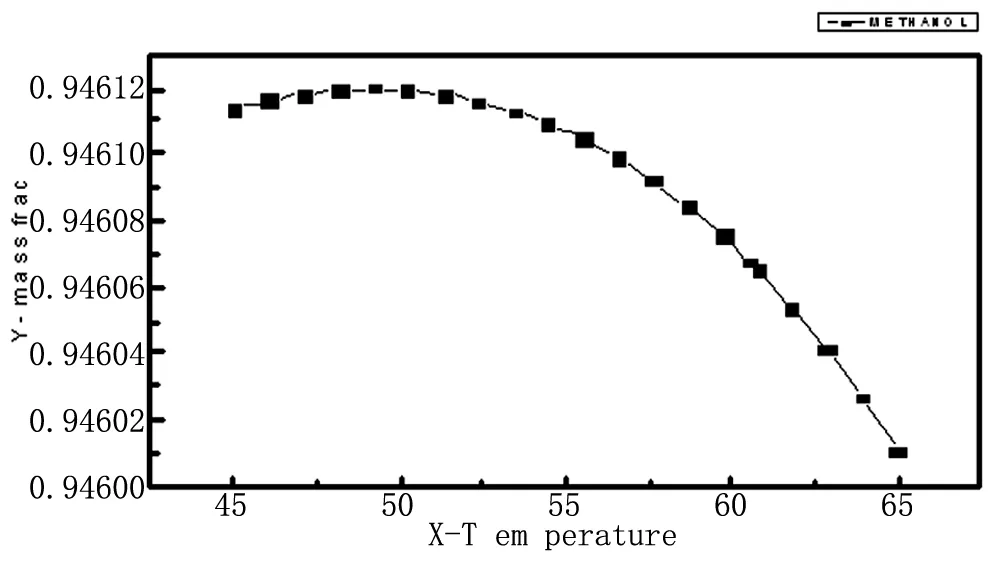
圖1 預塔塔頂溫度和甲醇質量分數的關系
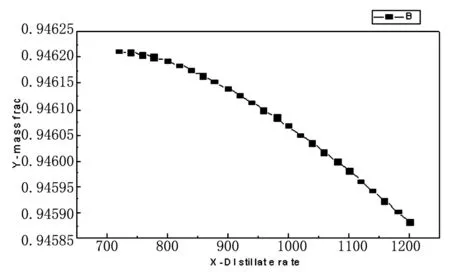
圖3 預塔甲醇質量分數和蒸餾速率的關系
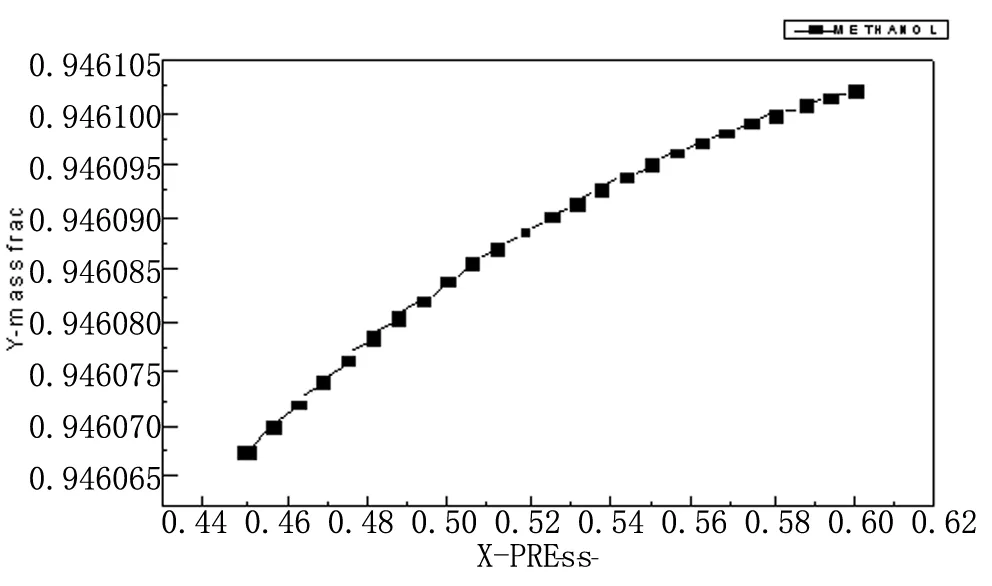
圖2 預塔塔頂壓力和甲醇質量分數的關系
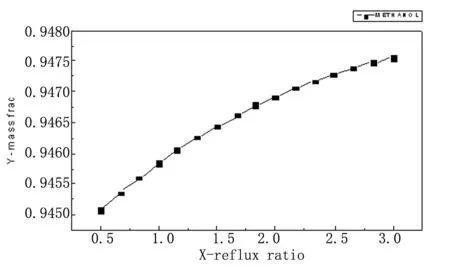
圖4 預塔回流比與甲醇質量分數的關系
由以上圖分析得出結論:預塔的溫度、壓力、蒸餾速率和回流比都對出口甲醇質量分數產生影響,通過數據顯示,在溫度為51℃,蒸餾速率為720kg/h,選擇合適的回流比和壓力,可以對預塔的工藝參數進行優化。
2.2.2 加壓塔的模擬結果與優化
將加壓塔數據輸入Aspen plus進行流程模擬,得出模擬結果如表4所示。

表4 加壓塔模擬結果
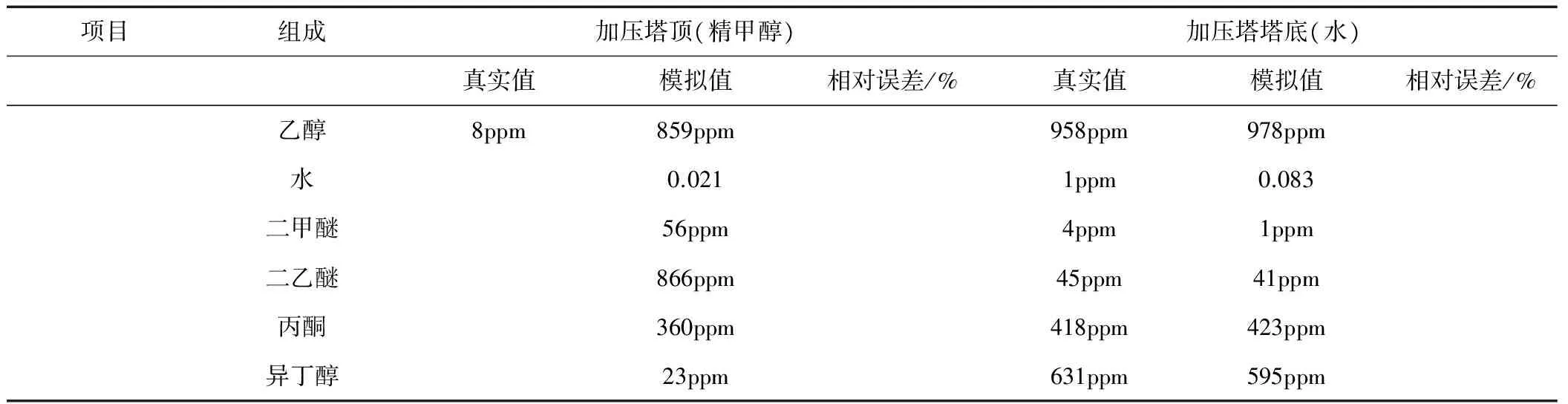
表4(續)
通過Aspen plus軟件中的“Sensitivity”分別對加壓塔溫度、壓力、回流比及蒸餾速率進行靈敏度分析,得出結果如圖5,6,7,8所示。
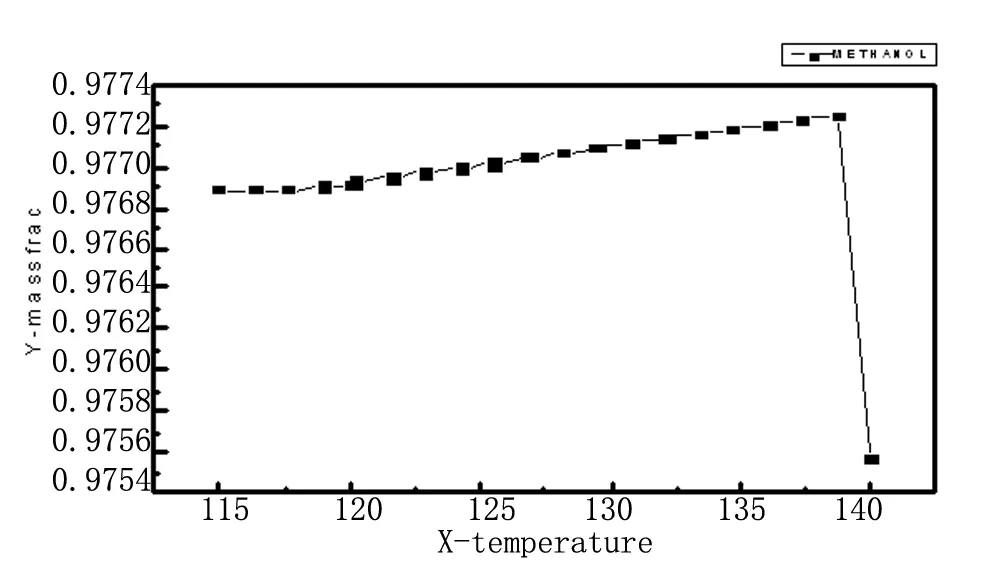
圖5 加壓塔塔頂溫度和甲醇質量分數的關系
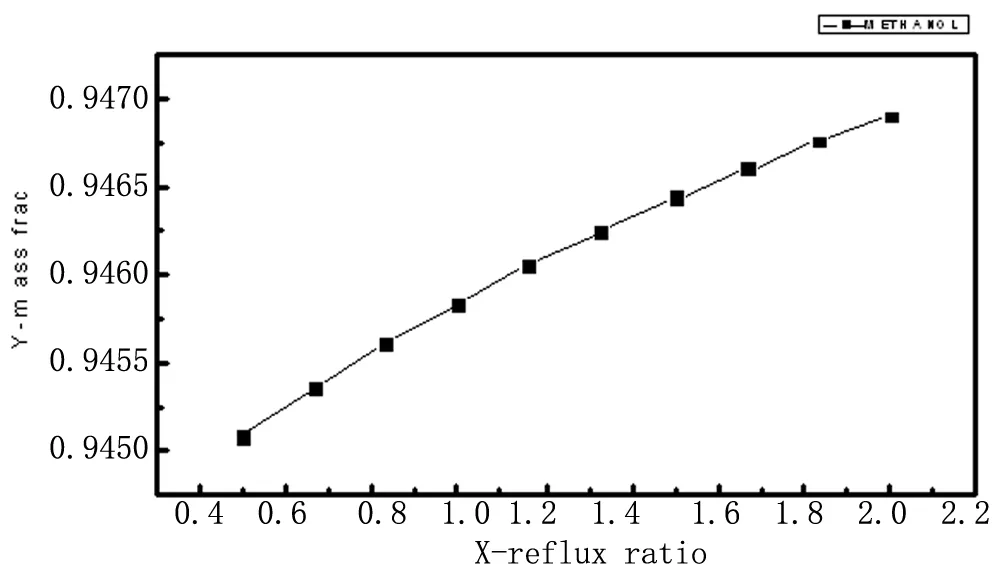
圖7 加壓塔蒸餾速率和甲醇質量分數的關系
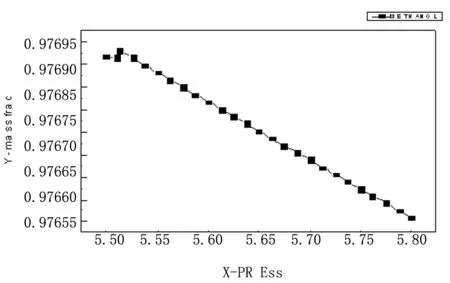
圖6 加壓塔塔頂壓力和甲醇質量分數的關系
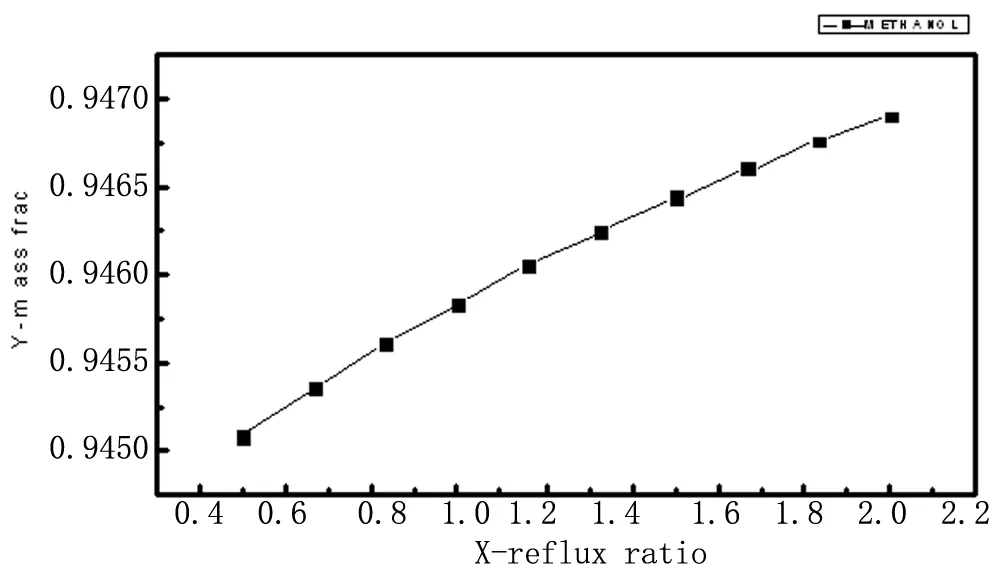
圖8 加壓塔回流比和甲醇流量的關系
由以上圖分析得出結論:加壓塔的溫度、壓力、蒸餾速率和回流比都對出口甲醇質量分數產生影響。通過數據顯示,在溫度為136℃,壓力為5.52bar,選擇合適的回流比和蒸餾速率,可以對加壓塔的工藝參數進行優化。
2.2.3 常壓塔的模擬結果與優化
將常壓塔數據輸入Aspen plus進行流程模擬,得出模擬結果如表5所示。
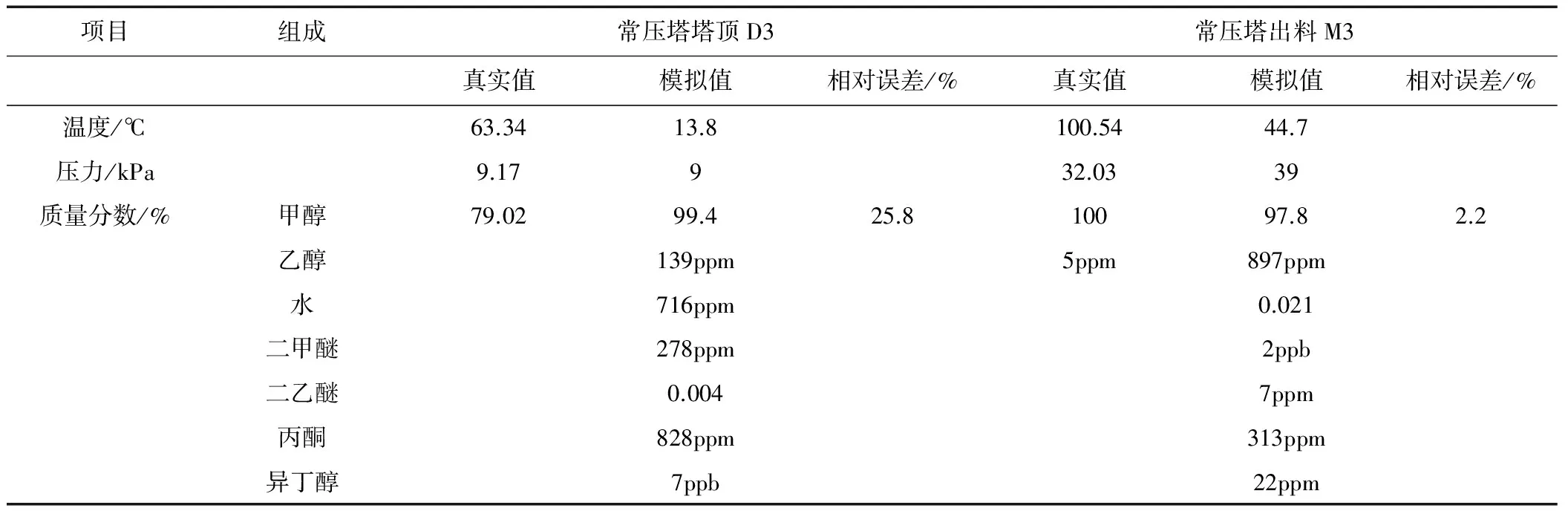
表5 常壓塔模擬結果
通過Aspen plus軟件中的“Sensitivity”分別對常壓塔溫度、壓力、回流比及蒸餾速率進行靈敏度分析,得出結果如圖9,10,11,12所示。
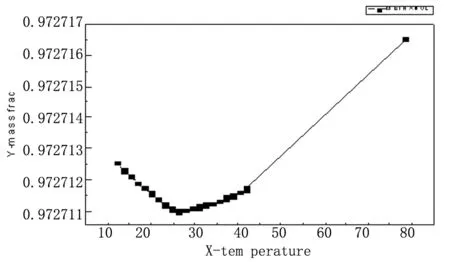
圖9 常壓塔塔頂溫度和甲醇質量分數的關系
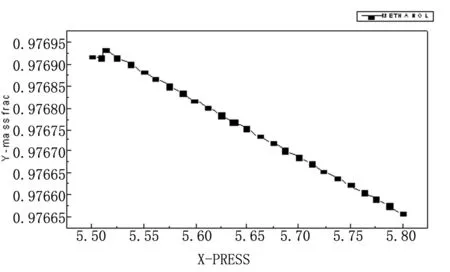
圖10 常壓塔塔頂壓力和甲醇質量分數的關系
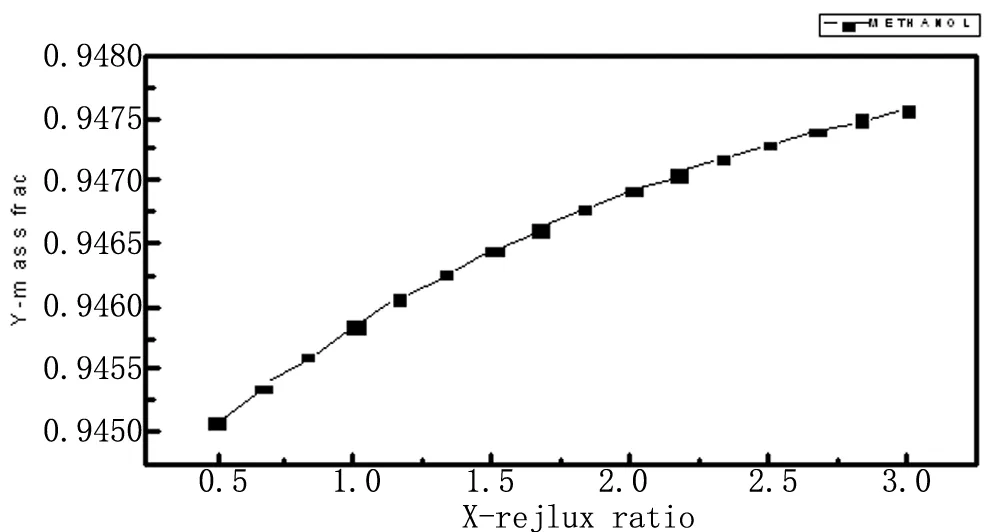
圖11 常壓塔蒸餾速率和甲醇質量分數的關系
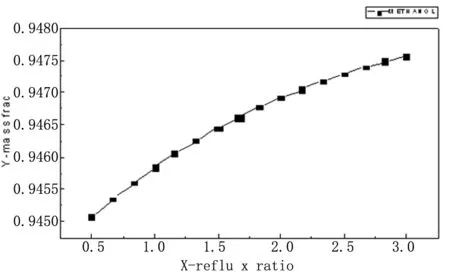
圖12 常壓塔回流比和甲醇質量分數的關系
由以上圖分析得出結論:常壓塔的溫度、壓力、蒸餾速率和回流比都對出口甲醇質量分數產生影響。通過數據顯示,在壓力為5.52bar,選擇合適的溫度、回流比和蒸餾速率,可以對加壓塔的工藝參數進行優化。
2.7 回收塔的模擬結果與分析
將回收塔數據輸入Aspen plus進行流程模擬,得出模擬結果如表6所示。
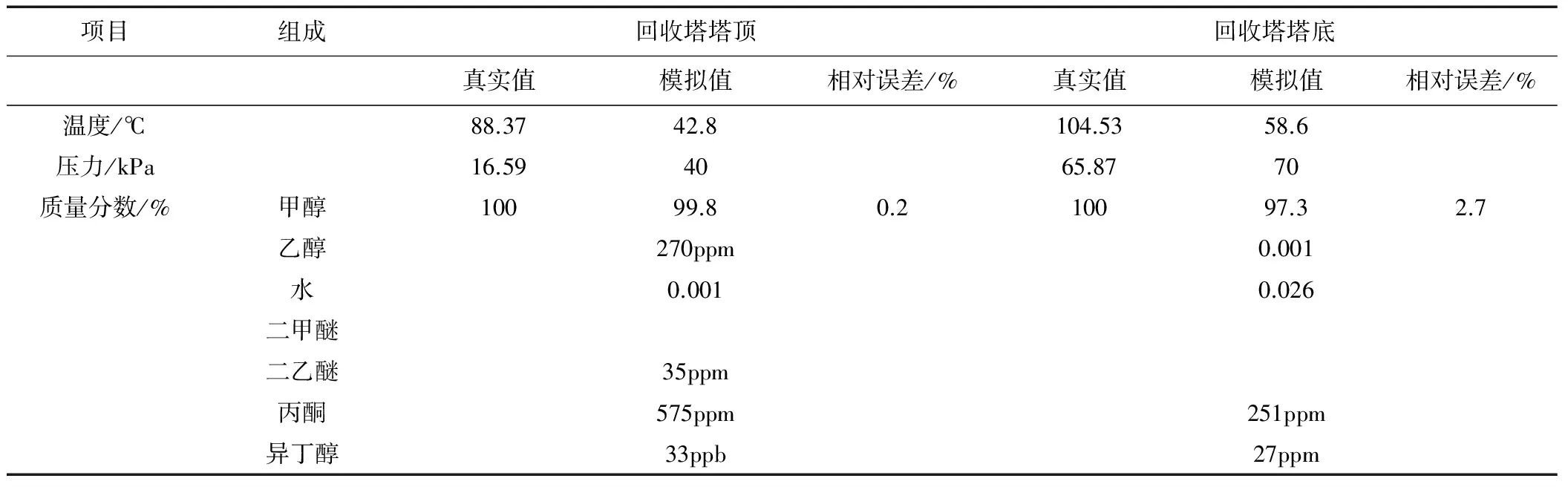
表6 回收塔模擬結果
通過Aspen plus軟件中的“Sensitivity”分別對回收塔溫度、壓力、回流比及蒸餾速率進行靈敏度分析,得出結果如圖13,14,15,16所示。
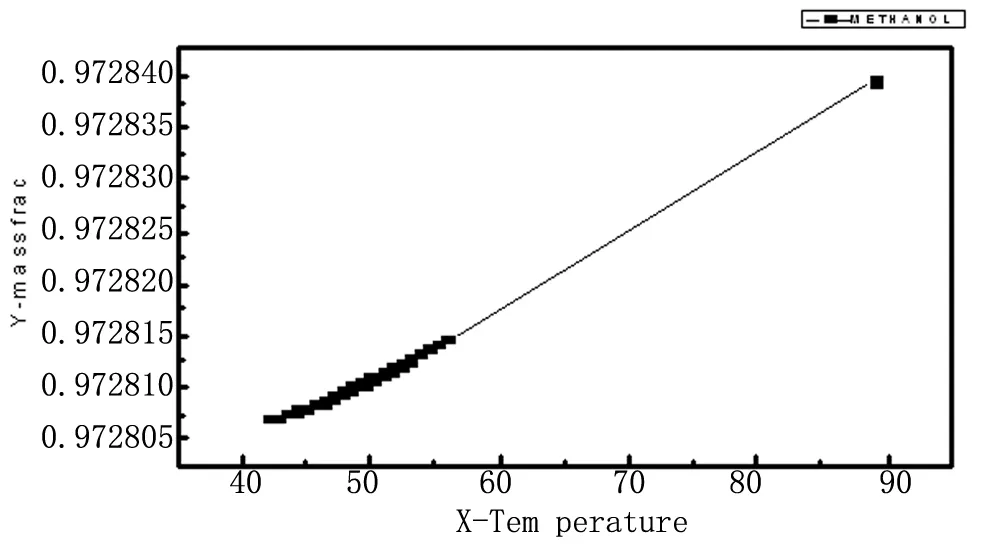
圖13 回收塔塔頂溫度和甲醇質量分數的關系
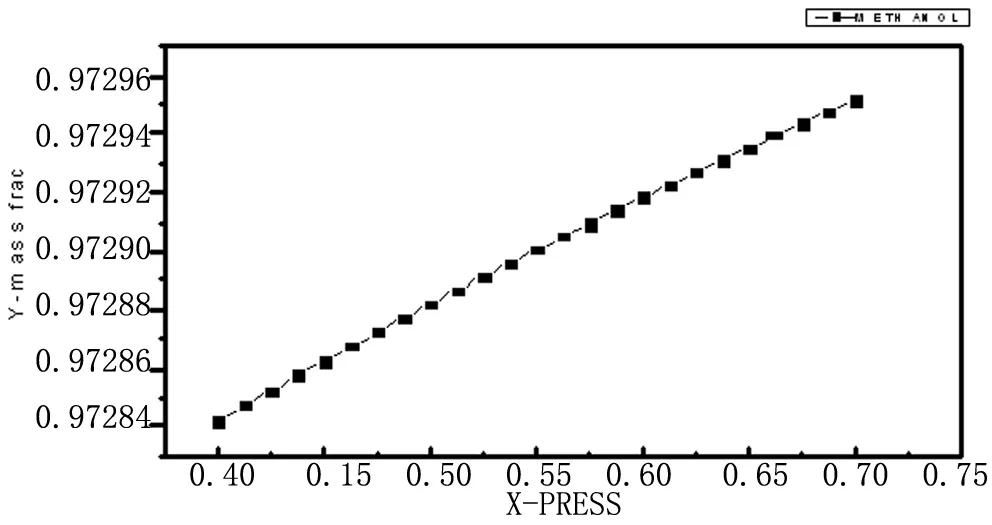
圖14 回收塔塔頂壓力和甲醇質量分數的關系
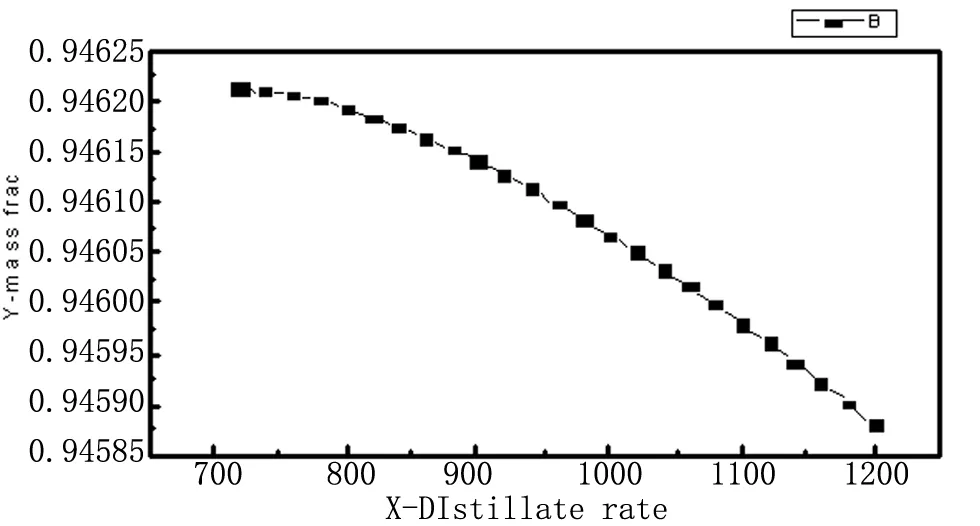
圖15 回收塔蒸餾速率和甲醇質量分數的關系
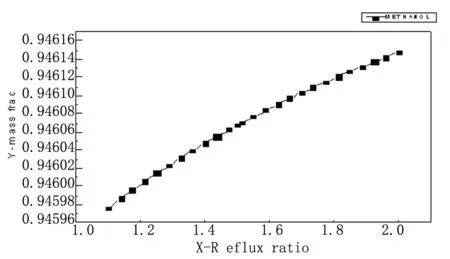
圖16 回收塔回流比和甲醇質量分數的關系
由以上圖分析得出結論:回收塔的溫度、壓力、蒸餾速率和回流比都對出口甲醇質量分數產生影響。通過數據顯示,在壓力為5.52bar,選擇合適的溫度、回流比和蒸餾速率,可以對加壓塔的工藝參數進行優化。
2.3 全流程模擬結果及分析
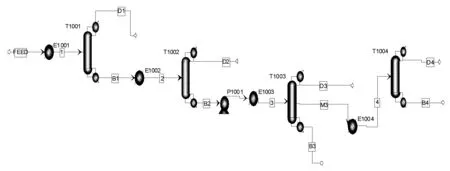
圖17 甲醇精致工藝流程圖
以下是參考神華寧煤甲醇精致工段的實際生產數據,見表7所示。
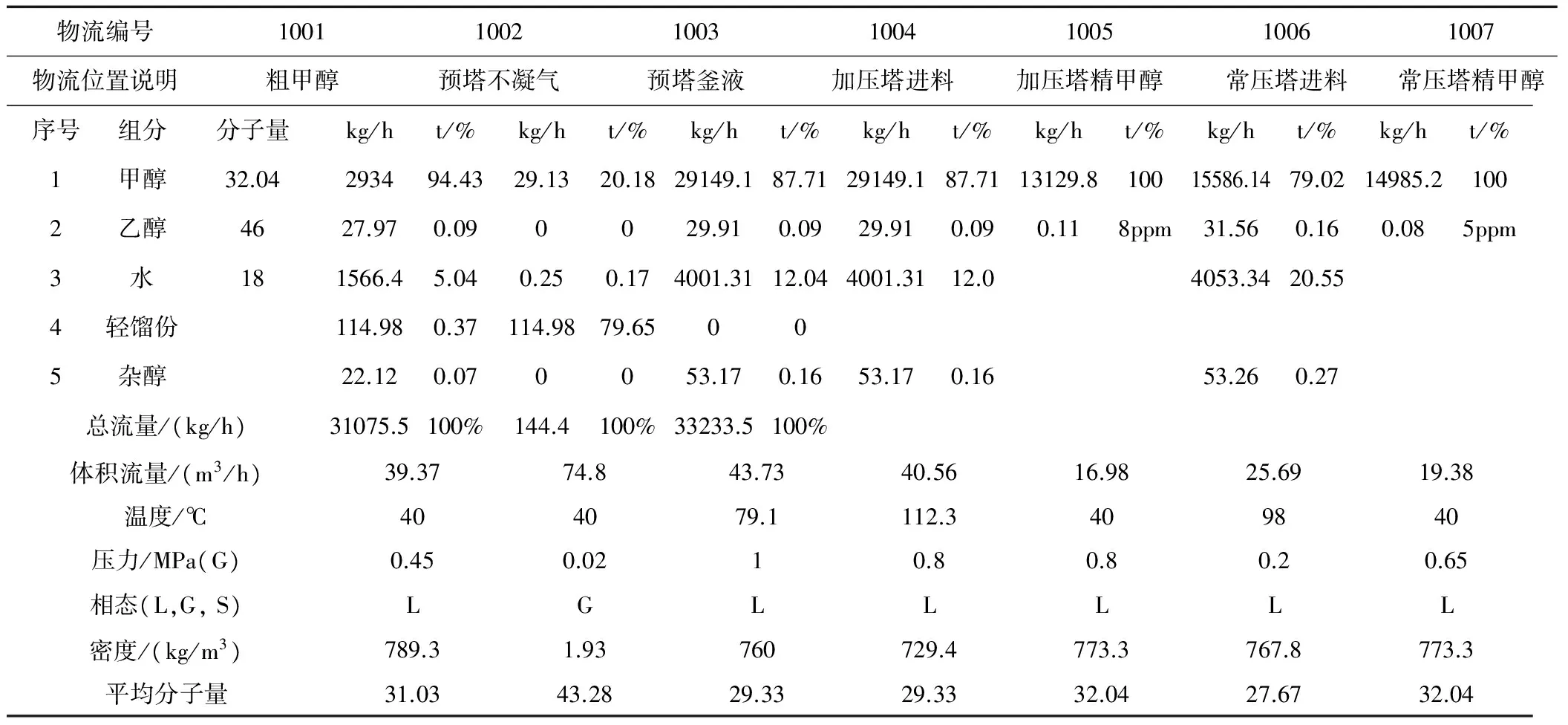
表7 實際數據
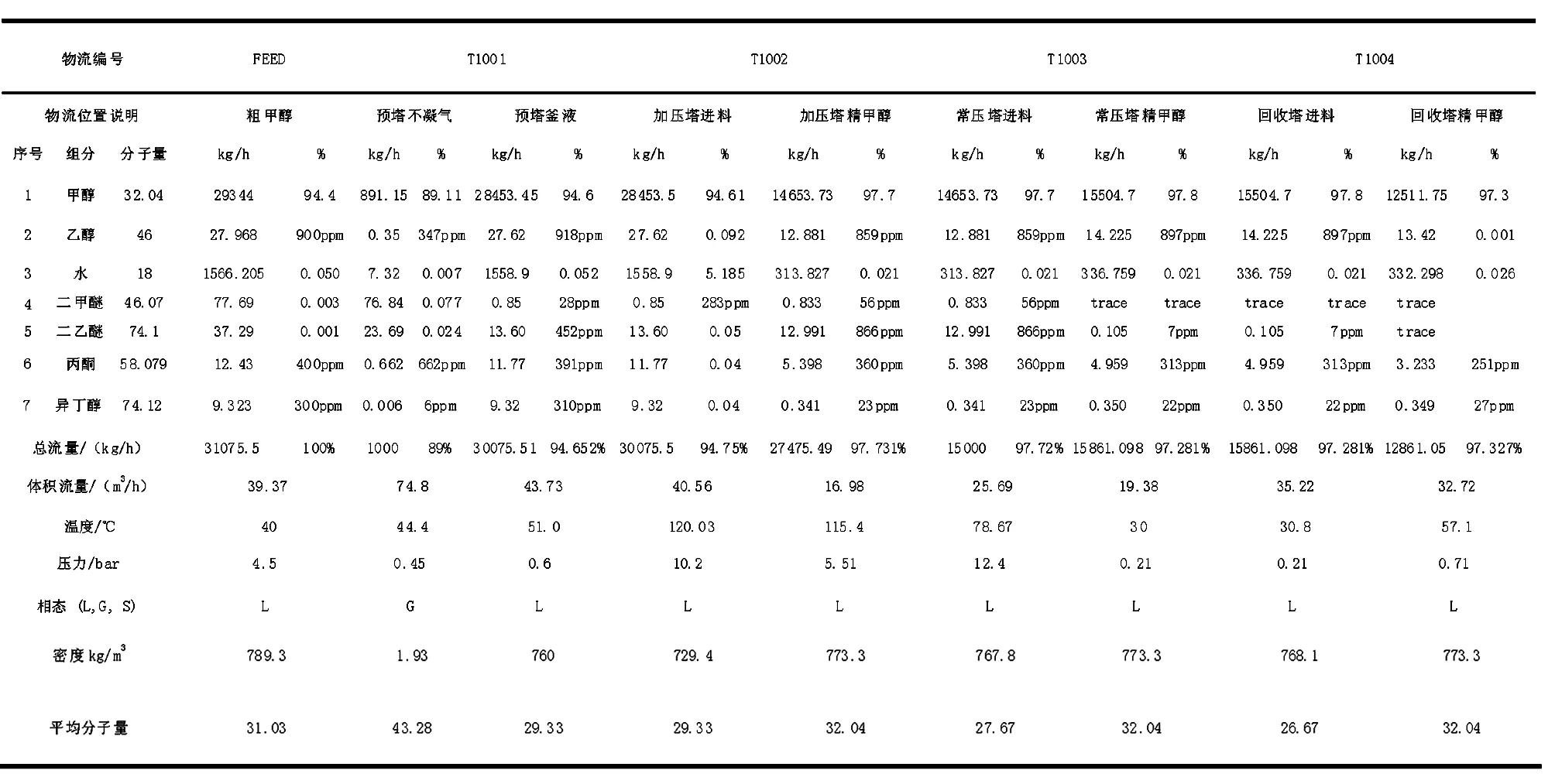
通過數據輸入Aspen Plus進行流程模擬,得到模擬數據見表8所示。
3 結論
(1)本文以神華寧煤集團有限公司甲醇精致工段為研究對象,利用Aspen plus軟件進行全流程模擬,模擬結果中回收塔產品中甲醇的質量分數為97.3%,而實際生產企業中甲醇的質量分數接近100%,其模擬結果誤差小于2.7%。因此Aspen plus模擬甲醇精制工藝的理論數據對其工藝提供了有力的支持,同時,將其應用于實際生產具有理論性的指導意義。
(2)考慮到精餾塔溫度、壓力、回流比、蒸餾速率等各種因素對精餾結果產生影響,從以上各因素出發進行各個塔的靈敏度分析,通過相對應的曲線說明相關的結論,并結合考慮經濟性得出最優的操作條件。
[1] 宋維仁. 大型煤化工甲醇精餾過程模擬與仿真[D].上海:華東理工大學,2012.
[2] 朱明明. 甲醇精餾裝置的流程模擬與優化[D].上海:華東理工大學,2016.
[3] 常 虹.甲醇精餾系統模擬與優化[D]. 大連:大連理工大學,2010.
[4] 王紹云. 甲醇精餾系統的模擬與優化研究[D]. 北京:北京化工大學,2014.
[5] 張治山,楊超龍. Aspen Plus在化工中的應用[J]. 廣東化工,2012(03):77-78.
[6] 許桂忠. 合成甲醇精制過程的優化[D].杭州:浙江大學,2005.
[7] 樊艷良. 用Aspen Plus對反應精餾的模擬計算[J]. 上海化工,2007,(05):14-19.
[8] 張士金. 德國魯奇60萬噸甲醇合成工藝產能提高的研究[D]. 西安:西北大學,2013.
[9] 李 峰,趙新堂,萬寶鋒. 流程模擬軟件Aspen Plus在精餾塔設計中的應用[J]. 浙江化工,2014,(09):48-51,55.
[10] 朱曉蕓. 甲醇三塔精餾過程控制及仿真[D].上海:華東理工大學,2014.
2017-09-14
周 凱,教師,主要從事流程模擬仿真和自動控制。
TQ223.121
A
1008-021X(2017)22-0114-05
(本文文獻格式:周凱,侯國安,馬少寧.基于Aspen plus對甲醇精制工段的模擬與優化[J].山東化工,2017,46(22):114-118,122.)
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
