小組立智能流水線關鍵技術分析
2017-12-22 07:35:16趙德鑫朱玉龍劉建峰
船舶與海洋工程 2017年6期
趙德鑫,朱玉龍,劉建峰
(1. 江蘇科技大學,江蘇 鎮江 212000;2. 上海外高橋造船有限公司,上海 200137)
小組立智能流水線關鍵技術分析
趙德鑫1,2,朱玉龍2,劉建峰2
(1. 江蘇科技大學,江蘇 鎮江 212000;2. 上海外高橋造船有限公司,上海 200137)
對國內外小組立智能流水線進行分析,從小組立生產流程前期設計和流水線控制系統等方面對小組立智能流水線關鍵技術進行分析。基于離線編程,對小組立模型導入和數據轉換進行分析;通過分析焊接工藝參數,為焊接工藝庫提供數據支持;通過對機器人傳感技術的研究,分析工件定位、焊縫跟蹤等技術。通過仿真驗證建立流水線的可行性,為建立小組立智能流水線提供參考。
小組立;離線編程;焊接工藝庫
0 引 言
在國外,工業焊接機器人[1]發展較早,技術也較成熟,智能設備已在汽車、航天等重工業領域得到廣泛應用,但尚未在船舶行業普及。目前,我國的船舶生產仍處在傳統的人工作業階段,尚未形成智能化流水線,船舶產業升級和生產模式改革勢在必行。小組立作為船舶零部件最小單元,對其進行歸類劃分,建立小組立智能流水線,對實現船舶智能化生產具有重要意義。
歐洲小組立流水線的智能化和自動化程度非常高,在各造船企業中的應用已較為成熟。奧地利IGM公司生產的輕便型門架式智能焊接機器人系統已在丹麥集裝箱船的建造中得到成功應用,機器人系統是整個工業機器人應用的核心[2]。芬蘭PEMA公司擁有現代造船及海洋工程鋼材加工機械化和自動化的資源,是預處理流水線及焊接工位領域的領先供應商,其設計的小組立智能流水線自動化程度較高,已在德國邁爾船廠、韓國現代重工和新加坡吉寶等大型船舶建造企業得到廣泛應用。韓國和日本雖然在小組立流水線智能化程度方面不及歐洲,但其機器人智能焊接應用已較為成熟。中日合資企業中遠川崎在建立小組立流水線之后,實現了工件傳輸和焊接智能化[3],工作人員大幅減少,生產效率提高2~4倍[4],取得很好的實施效果。國外船廠已建成的小組立智能流水線見圖1。
1 小組立生產前期設計
小組立流水線設置有上料工位、裝配工位、焊接工位、修補工位、背燒工位和下料工位等6個工位。小組立流水線布局見圖2,其中:上料工位和下料工位的工作由平板車運輸完成;裝配工位、修補工位和背燒工位的工作由人工完成;小組立流水線的智能化以焊接工位為起點,實現智能化焊接,提高小組立的生產效率和質量。在小組立拼板進入流水線生產之前,需設計部門完成小組立分類、幾何模型導出及特征建模。
1.1 小組立分類
小組立是船舶建造中最基本的零部件單元,數量和種類均較多。實現小組立批量生產能大大提高生產效率,首先需設計部門對小組立進行分類,選擇適合在流水線上生產的小組立,主要遵循的原則是小組立的數量及結構的復雜程度在機器人的焊接能力范圍內。根據當前機器人的焊接能力,以18000TEU集裝箱船貨艙區為例,對C型小組立和S型小組立進行梳理(C型小組立是僅由小型基面板加上1~2個扶強構件組成的最簡單、最低級的組立,不包含任何更低一級的組立;S型小組立是由基面板加上加強筋、肘板等扶強構件組成的組立,也不包含任何更低一級的組立)。18000TEU集裝箱船貨艙區小組立信息梳理見表1(選取數量較多、適合機器人生產的幾類)。
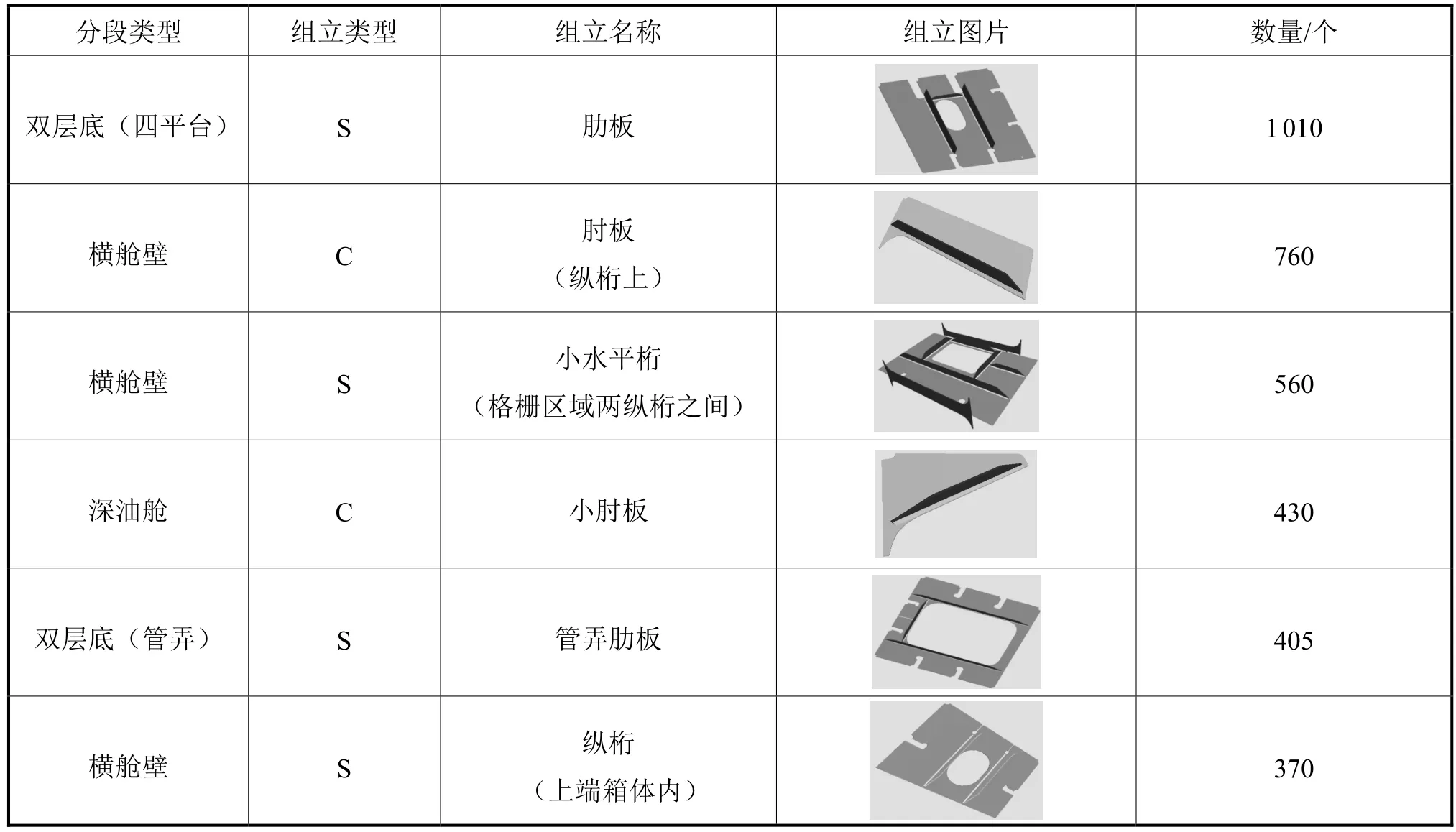
表1 18000TEU集裝箱船貨艙區小組立信息梳理
1.2 幾何模型導出
為保證流水線順利生產,必須建立小組立幾何模型,而目前國內大多數船廠還沒有單獨的小組立模型。編程系統雖然具備建模模塊,可完成工件建模、設備建模及工作單元的設計與布置,但小組立種類和數量均較多,在編程系統中建立小組立模型會增加設計部門的工作量。大多數船廠通常采用Tribon軟件建立船體模型,設計人員可從分段模型中提取小組立模型,通過Tribon自帶的接口,以XML文件的形式導出模型數據。要求開發人員建立編程系統相應的接口,由編程系統對XML文件進行讀取,識別小組立模型結構,保存模型數據,并在控制系統中以模型的形式呈現。XML文件生成流程見圖3,XML文件僅包含小組立幾何信息,如工件位置坐標、幾何尺寸等。
1.3 小組立特征建模
小組立模型是離線編程系統對焊接工藝、焊接路徑進行推理求解的平臺,特征建模技術是焊接機器人完成任務的支撐。智能流水線要求小組立模型既包含工件的幾何信息,又包含工件的加工信息。特征建模首先定義特征,形成特征庫,進行特征解釋,對板的特征進行定義,通過板設計和接頭設計對焊縫進行建模,根據焊縫模型和特征解釋定義接頭特征,最終完成小組立特征建模。小組立特征建模流程見圖4。
小組立工件特征建模的內容包括拼板特征材
料、拼板形狀、接頭特征形式、坡口特征形式及焊縫形狀等。在建模系統中,每個對象又具有對象屬性、對象服務和對象關系等3個要義。在特征建模中,焊縫建模既是其重要組成部分,也是焊縫信息的載體。焊縫模型既包含焊接的工藝信息,同時也包含機器人焊接該焊縫時的最優路徑。進行焊縫建模的目的是記錄構成焊縫的幾何信息和工藝信息,根據焊接接頭設計結果建立破口幾何模型。在系統中,不同的接頭特征對象編輯不同的焊縫名稱,通過對焊縫幾何信息進行拾取,得到相應的焊縫類型、形狀和尺寸信息,最終建立小組立特征模型庫。
2 小組立流水線控制系統
小組立流水線控制系統即小組立生產過程控制系統。為保證小組立的焊接質量和生產效率,不僅要求焊接設備能保質保量地加工,而且要求自動控制工位節拍,對小組立進行運輸和裝卸。在流水線上,各工位設備依次排列,通過自動輸送裝置連接在一體,并利用控制系統將各模塊協調統一起來,使其依據控制命令自動工作。控制系統的性能決定著小組立流水線生產的效率和生產成本,因此小組立流水線控制系統對流水線生產至關重要。小組立智能流水線控制系統見圖5。
2.1 離線編程系統
船舶是一種定制化產品[5],其小組立是典型的單件小批量生產構件,生產系統必須趨于柔性制造,包括流水線上的自動化設備。傳統的機器人示教編程不適用該小組立生產,獨立于機器人,在計算機系統上實現的離線編程較為適合。機器人離線編程是利用計算機圖形學成果建立機器人、工作環境模型,利用規劃算法對圖形進行控制和操作,在離線情況下完成軌跡規劃。機器人離線編程的優勢有:可減少機器人非工作時間;可改善編程環境;使用范圍廣,程序便于修改;可提高編程效率和質量。離線編程系統分為執行級離線編程系統和任務級離線編程系統2種,該流水線采用任務級離線編程系統,采用更高的指令系統,用戶輸入指令更加簡便,即在識別小組立結構之后,自動調用焊接參數,規劃焊接路徑。
離線編程系統的輸入信息由傳感系統提供,通過工件視覺識別系統獲得流水線上小組立的幾何特征信息,將其與模型庫中的小組立模型相對比,確定小組立對應模型,得到小組立加工信息;通過接觸傳感器對裝配好的小組立進行檢測定位。焊接工藝庫提供小組立焊接工藝參數,根據匹配的小組立模型來調用。離線編程進行焊接參數規劃,即焊接工藝庫提供的焊接參數由離線編程檢索選定。任務級離線編程系統避免了機器人焊接參數由人工輸入,可大大降低出錯率;焊接參數與模型自動匹配,可有效提高機器人編程的效率和質量。根據小組立模型焊縫信息進行路徑規劃,目的是確定機器人系統中各路徑點處的各關節值,使焊接質量最佳。在對小組立進行定位、對焊接工藝參數進行確定之后,通過調用機器人動作庫的程序來控制機器人的動作,完成焊接任務。
離線編程作為智能流水線焊接工位的核心,利用編程語言存儲模型導入的信息,以半自動的定位方式確定小組立位置信息,調用焊接工藝庫中的焊接參數,規劃機器人的運動路徑,在離線編程系統的控制下完成小組立焊接。
2.2 機器人傳感系統
感知系統是使機器人走向智能化的保障,傳感器對建立焊接機器人柔性生產系統至關重要。小組立智能流水線需利用傳感系統來識別外部信息,同時為離線編程控制系統提供輸入信息。小組立智能流水線通過視覺傳感系統來識別工件,通過接觸傳感系統來檢測定位,通過電弧傳感系統進行焊縫跟蹤。
將視覺傳感系統攝像機安置在流水線移動門架上,通過移動門架對輥道上的小組立工件進行掃描,獲取工件圖像;對圖像進行預處理之后,分割圖像,識別出裝配完成的焊接小組立;通過抽取特征得到小組立特征輪廓,利用模式識別與模型庫小組立相匹配。接觸傳感器通過焊絲對工件進行定位,通過設定程序,當帶電的焊絲接觸到小組立時,與小組立形成回路,造成電壓降;機器人收到電壓降信號,記錄焊槍的絕對位置及對應角度。接觸傳感器檢測出工件的位置之后,將信號傳輸給控制系統,與模型位置相比較,即可計算出偏差量,相應地求出補償量,將補償量反饋到焊接執行過程中,修正焊接軌跡;電弧傳感保證焊槍不偏離焊縫中心,對機器人焊接進行焊縫跟蹤,檢測焊接偏差;主要利用焊槍擺動引起電流變化,利用電流變化反饋值尋找焊縫中心線,修正軌跡偏差。
2.3 焊接工藝庫
焊接工藝庫是建立小組立智能流水線的保障,包含小組立焊接的所有加工信息。首先,對船廠小組立材料的特性進行分析,結合當前手工焊生產采用的焊接方法及機器人采用的焊接方法的可行性,綜合考慮生產效率、能耗、焊接工藝性能和船廠生產環境,最終確定小組立智能流水線應用的焊接方法為藥芯焊絲氣體保護焊。
在焊接中,要考慮焊件的接頭形式和坡口形式。在小組立焊接中,T型接頭占絕大多數,因此主要針對T型接頭建立焊接工藝庫。在實際生產中,小組立T型接頭采用I型坡口形式,即不開坡口型。根據以上條件,進行材料的選取和參數的確定。選用合適的焊接材料尤為重要,主要是焊絲的選取和保護氣體的確定。在選擇焊絲時,考慮的因素有焊接母材級別、藥粉類型、單道或多道的適用性及焊接位置等。此外,焊絲的直徑直接影響焊接電流、送絲速度等。在確定保護氣體時,主要考慮焊接質量、成本和生產效率等因素。由于不同氣體在電弧熱中的反應不同,因此選用不同的保護氣體具有不同的保護效果,對電弧的平穩程度和飛濺程度等都有影響。焊接參數根據《焊接手冊》和現場生產經驗初步確定,包括電流種類、電流極性、焊接電流、電弧電壓、焊接速度、焊絲伸長度及保護氣體流量等。此外,每套焊接參數都要有對應的焊槍行走角、工作角和焊槍擺動姿勢。
在選定焊接材料和焊接參數之后,進行焊接數值仿真,修正之前的焊接參數。運用修正后的焊接參數進行試驗,試驗完畢后進行焊接工藝檢測。若焊接質量未達標,則調整焊接參數重新進行試驗;若焊接質量達標,即形成一套關于所試驗焊件的工藝標準。通過多次試驗,不斷進行調整,建立一個包含所有智能流水線可生產小組立的焊接參數工藝庫,以便在生產中自動調用離線編程系統。焊接工藝庫建立流程見圖6。
2.4 機器人動作庫
機器人動作庫可為機器人路徑規劃提供基礎,機器人路徑規劃的約束條件即機器人動作庫的動作范圍,包括機器人各關節限定值、焊接機器人與工件及設備不發生碰撞等。機器人焊槍的行走角和工作角、機器人的擺動姿勢等機器人動作直接影響焊接質量,,這些信息由焊接工藝庫提供,由機器人動作庫執行。機器人各軸之間的運動范圍由機器人廠家提供,在選定機器人之后,各軸的運動范圍不能改變;機器人廠家提供焊接機器人基礎動作庫,并開放數據,便于使用者修改、補充適用于具體生產的動作庫。在進行焊接生產時,在離線編程系統中選定焊接模型,自動生成焊縫,根據焊縫形式調用機器人動作庫的運動動作。機器人動作庫建立完成之后,經過不斷試驗,優化機器人動作路徑,檢驗焊接質量,確定每種焊縫對應的工作角、行走角和擺動姿勢。在建立動作庫時,要注意機器人對自身和外部環境的規避導致焊槍姿態偏離理想姿態及機器人系統運行的平穩性。
3 小組立流水線仿真技術
仿真技術對小組立智能流水線的建立尤為重要,主要應用于以下2方面:
1) 焊接數值模擬仿真,可在焊接試驗之前優化焊接參數,提高焊接試驗的成功率,避免使用錯誤參數進行焊接試驗,減少試驗次數;
2) 對小組立智能流水線進行模擬仿真,為流水線布置提供依據,避免機器人運動自身干涉,避免機器人與外部環境干涉。
3.1 焊接數值模擬仿真
利用焊接工藝仿真軟件,采用有限元分析方法進行計算。焊接工藝仿真主要針對焊接溫度場、焊接應力場和焊接變形。首先設定焊件的材料常數,建立試件模型,對模型進行網格劃分,輸入焊接參數,施加載荷(模擬焊接熱源),進行溫度場計算,模擬焊接傳熱過程和熔化冷卻過程,分析溫度場計算結果(見圖7a));隨后,在溫度場計算的基礎上進行應力場計算,包括應力應變及殘余應力應變等,分析應力場計算結果(見圖7b));最后,分析焊接變形情況,根據分析結果評估焊接質量,優化焊接參數,將優化后的焊接參數運用到焊接試驗中,降低因焊接參數致使試驗失敗的可能性。
3.2 小組立智能流水線模擬仿真
利用離線編程仿真軟件對小組立智能流水線進行仿真。通過軟件自帶的模型庫(針對小組立流水線,系統供應商提供主要設備模型),選出合適的門架、輥道、機器人手臂和控制柜等,建立基本流水線模型。根據實際情況設計門架輥道高度和長度等參數信息,首先對機器人外部軸信息進行設定(包括行走軸、橫行軸及旋轉軸),輸入機器人信息,主要是6個軸的運動范圍(見圖8a));隨后添加焊接機構,如焊槍、送絲機等。小組立模型既可編輯輸入也可導入,對模型設定起弧點和收弧點。設定工藝參數,進行生產模擬(見圖8b))。流水線模擬仿真為建立流水線提供參考,同時模擬機器人動作,避免干擾。
4 結 語
建立小組立智能流水線需集成多種先進智能制造技術,需建立小組立焊接工藝庫和機器人動作庫,在焊接過程中需對焊件進行定位,對焊縫進行跟蹤。應用先進的仿真技術可在流水線建設前期大大減少試驗量,降低建設過程中的出錯率。以離線編程系統為主導,調研各關鍵模塊,形成智能流水線應用于生產中,能大大改善勞動環境,降低勞動強度,提高勞動效率。
建立小組立智能流水線不僅可提高生產效率,還具有使船舶零部件在流水線上批量生產的作用,是中組立、大組立,甚至是分段實現流水線生產的基礎。
[1]歐爽翔. 六自由度焊接機器人本體結構設計與開發[D]. 南寧:廣西大學,2014.
[2]夏群峰. 工業機器人軟件平臺及焊接相關視覺功能研究[D]. 杭州:浙江大學,2015.
[3]彭常青. 南通中遠川崎船舶智能制造項目案例[J]. 中國遠洋航務,2015 (11): 28-30.
[4]范乾. 南通中遠川崎投產第四條機器人自動化生產線并舉辦智能制造創新成果展示現場會[J]. 中國遠洋航務,2016 (1): 17.
[5]周波. 船舶建造流程的虛擬仿真[D]. 杭州:浙江大學,2014.
Analysis on the Key Technologies of Sub Assembly Intelligent Production Line
ZHAO De-xin1,2,ZHU Yu-long2,LIU Jian-feng2
(1. Jiangsu University of Science and Technology, Zhenjiang 212000, China;2. Shanghai Waigaoqiao Shipbuilding Co., Ltd., Shanghai 200137, China)
This paper studies the sub assembly intelligent production line at home and abroad, and analyzes its key technologies such as early stage design of the production process and the production line control system. The sub assembly model import and date conversion are analyzed based on off-line programming, and the analysis of welding process parameters provides important data support for the welding process library. On the basis of robot sensing technology, work piece positioning, seam tracking and other technical questions are discussed. The feasibility of the production line established in this way is verified by simulation, which is referential for the establishment of sub assembly intelligent production line.
sub assembly; off-line programming; welding process library
U673.2
A
2095-4069 (2017) 06-0049-06
2017-01-03
趙德鑫,男,1991年生。現為江蘇科技大學船舶與海洋結構物設計制造專業碩士生。
10.14056/j.cnki.naoe.2017.06.011
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
制造業自動化(2017年2期)2017-03-20 14:26:13