鈦合金線性摩擦焊研究現狀及展望
2017-12-22 00:55:27李文亞王新宇馬鐵軍楊夏煒Vairis
中國材料進展 2017年11期
蘇 宇,李文亞,王新宇,馬鐵軍,楊夏煒,Vairis A
(西北工業大學 凝固技術國家重點實驗室、陜西省摩擦焊接工程技術重點實驗室,陜西 西安710072)

鈦合金線性摩擦焊研究現狀及展望
蘇 宇,李文亞,王新宇,馬鐵軍,楊夏煒,Vairis A
(西北工業大學 凝固技術國家重點實驗室、陜西省摩擦焊接工程技術重點實驗室,陜西 西安710072)
線性摩擦焊(LFW)是20世紀80年代出現的一種新型固相焊接方法,主要用來焊接非圓截面的同種及異種金屬構件。目前,國外已將LFW成功應用于航空發動機鈦合金整體葉盤的制造;國內盡管已經實現了整體葉盤模擬件的焊接,但基礎理論研究仍然嚴重不足。根據公開報道,國內外對同種及異種鈦合金的LFW工藝、接頭組織結構及力學性能等方面開展了大量研究,揭示了典型鈦合金LFW接頭的組織與性能的相關特征。從界面微觀結構、力學性能、LFW工藝參數、數值模擬等幾個方面對近期鈦合金LFW的研究成果進行了綜述分析,提出了目前研究存在的不足,并總結了鈦合金LFW的應用現狀與發展前景。
線性摩擦焊;鈦合金;微觀結構;力學性能;發展前景
1 前 言
自20世紀80年代起,隨著高推重比、高涵道比航空發動機發展的需求,整體葉盤結構被越來越多地應用在航空發動機結構設計中。鈦合金是制造航空發動機整體葉盤的重要材料,其對氧、氮、氫等元素有較好的親和性,熔焊過程中很容易與這些元素發生冶金反應,導致接頭發生脆裂;鈦合金的熔焊還易產生氣孔、偏析、晶粒粗化等冶金缺陷。線性摩擦焊(Linear Friction Welding, LFW)由于可完全避免上述缺陷,已成為新型航空發動機整體葉盤制造與維修的關鍵技術。
LFW的原理如圖1所示:待焊接的兩試件,在軸向壓力的作用下以一定頻率、振幅作線性往復運動,工件表面由于摩擦力的作用產生大量摩擦熱,界面及其附近金屬達到粘塑性狀態,在軸向壓力及界面剪切力的綜合作用下部分金屬被擠出并形成飛邊。當足夠量的金屬被擠出形成飛邊后,停止往復運動并施加頂鍛力,保壓一段時間完成焊接[1,2]。
LFW技術主要具有以下優勢:
(1) 與熔焊相比,LFW的“氧化物自清理”過程能有效清除摩擦前期形成的氧化物,無需氣體保護;無熔化造成的冶金缺陷,接頭性能接近甚至超過母材。
(2) 與旋轉摩擦焊相比,能夠實現非軸對稱截面的連接,焊接范圍更廣;焊接界面加熱及受力均勻,實心零件焊接質量更高。
(3) 與葉盤整體加工工藝相比,可實現不同材料或同材料不同組織狀態葉片與輪盤的焊接,得到雙合金/雙性能整體葉盤;且可對損壞的葉片進行快速修理。
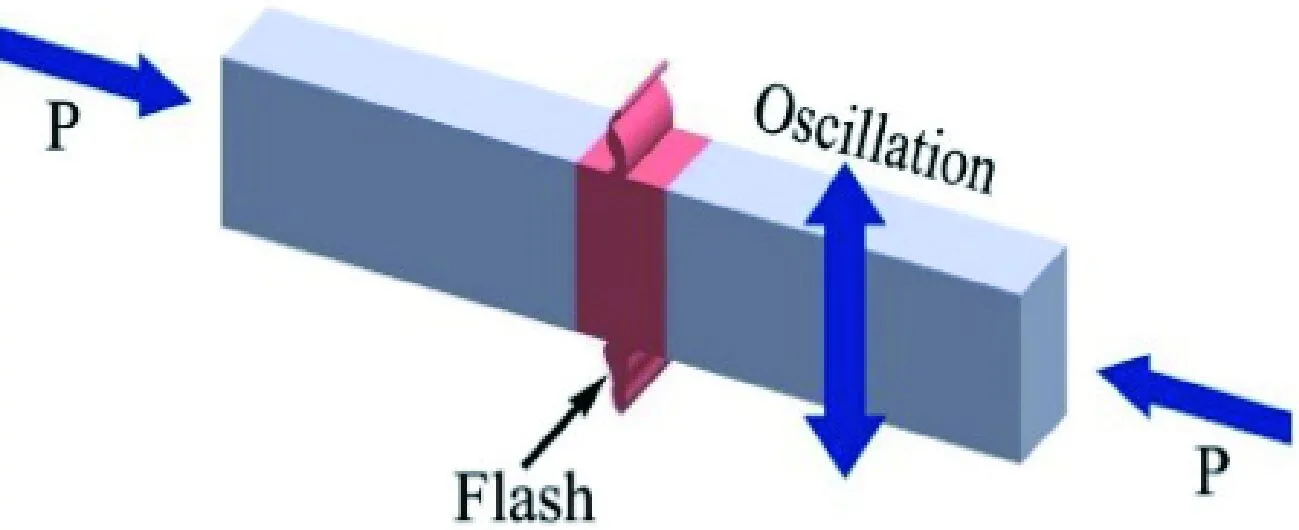
圖1 線性摩擦焊原理示意圖[2]Fig.1 The principle of linear friction welding [2]
近年來,國內外對鈦合金LFW進行了大量的試驗研究與探索,揭示了微觀組織與力學性能的基本規律。本文綜合介紹了鈦合金LFW接頭的界面微觀組織與力學性能研究現狀及工藝參數對其影響,并總結了LFW鈦合金的應用現狀與發展前景。
2 不同鈦合金線性摩擦焊接頭微觀組織與力學性能研究現狀
目前國內外主要針對幾種航空發動機葉片及盤件常用鈦合金開展了同質及異質接頭的LFW試驗,研究了接頭焊縫中心區和熱力影響區的組織變化特征,并進行了拉伸、沖擊及疲勞等力學性能測試。
2.1 TC4鈦合金
研究發現[3],TC4(Ti-6Al-4V)具有較寬的焊接工藝參數帶,均可以獲得良好的TC4接頭,其典型的接頭組織如圖2所示,在焊縫處形成細小的α+β組織,熱力影響區較小,這是由于線性摩擦焊快速升溫和快速冷卻造成的。Wanjara等[4,5]發現在TC4接頭的熱力影響區,主要由細長的α晶粒組成,并伴隨著晶粒間或層間的β晶粒的破碎,表明在這個區域的溫度低于TC4鈦合金β相轉變溫度。
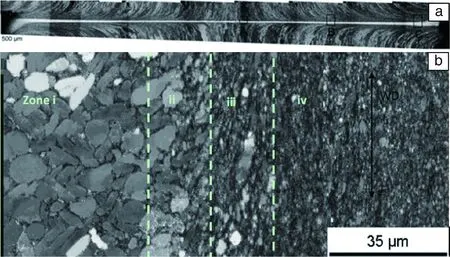
圖2 線性摩擦焊TC4接頭微觀組織:(a)低倍金相照片;(b) EBSD照片[3,5]Fig.2 Microstructure of a LFW TC4 sample: (a) overall view of weld (OM); (b) The EBSD image[3,5]
Ma等[6]發現動態回復是TC4接頭主要的熱變形機制,同時還發生不充分的動態再結晶,可能是由于層錯能較高[1]。也有文獻認為隨著焊縫溫度的上升,α晶粒全部變為β晶粒,構成再結晶晶粒的核心,由于高溫時間很短,再結晶晶粒并不能長大,最終形成焊縫的細晶組織[7]。
Li等[3]發現,焊縫區細小的α+β組織有助于提高接頭的硬度,接頭的拉伸性能等同甚至高于母材(拉伸斷裂發生在母材)。Wen等[8]發現TC4 LFW接頭的焊縫區由于細晶強化的作用,顯微硬度顯著高于母材,并在焊縫兩邊對稱分布。沖擊試驗表明[9],TC4接頭的沖擊韌性明顯高于母材,這是由于在焊縫區形成了細小的組織結構。試樣斷口分析表明,在裂紋萌生后沿著焊縫和熱力影響區擴展很短一段距離后擴展進入沖擊韌性較低的母材。疲勞試驗發現[8],斷裂同樣發生在遠離焊縫的母材區,表明接頭疲勞強度不低于母材。
綜合看來,關于TC4 LFW的工藝已有大量研究,采用合適的工藝參數,可以使其接頭性能不弱于母材。
2.2 TC11鈦合金
Lang等[10]最早研究了TC11(Ti-6.5Al-3.5Mo-1.5Zr-0.3Si)接頭組織,發現焊縫中心發生了動態再結晶(如圖3),組織特征為板條狀α晶粒分布在細小的等軸β基體上;在熱力影響區,晶粒沿摩擦方向伸長,變形程度及轉變β相的比例均呈現梯度分布,越靠近焊縫中心,變形越嚴重,且轉變β相的比例越高。拉伸試驗發現[11],試樣斷裂在接頭熱力影響區附近,抗拉強度為852±7 MPa,明顯低于母材的928±17 MPa。
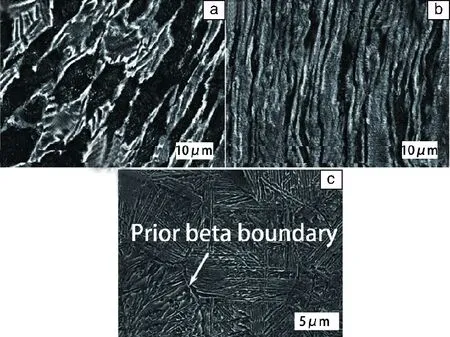
圖3 TC11接頭顯微組織:(a)靠近母材和(b)焊縫區的熱力影響區,(c)焊縫區[10]Fig.3 Microstructure: (a) TMAZ in the region close to parent material (b) TMAZ in the region close to weld, (c) weld [10]
關于TC11的焊接工藝參數還有待于繼續改善,其接頭組織性能還有進一步提升的空間。
2.3 TC17鈦合金
Li等[12]對TC17(Ti-5Al-2Sn-2Zr-4Mo-4Cr)鈦合金線性摩擦焊接頭組織演變進行了研究,結果表明焊縫中心區域為細小等軸的α+β組織(如圖4),α晶粒均勻彌散分布于再結晶β基體或晶界上;在熱力影響區,高度變形的α和β晶粒沿著變形方向分布,且由于溫度分布及變形不均勻,從焊縫中心到母材呈逐漸變化的結構。拉伸試驗表明,相對母材而言,接頭的抗拉強度較高,但塑性較低。顯微硬度測試發現,由于細晶強化作用,接頭焊縫區硬度高于熱力影響區,但低于母材。
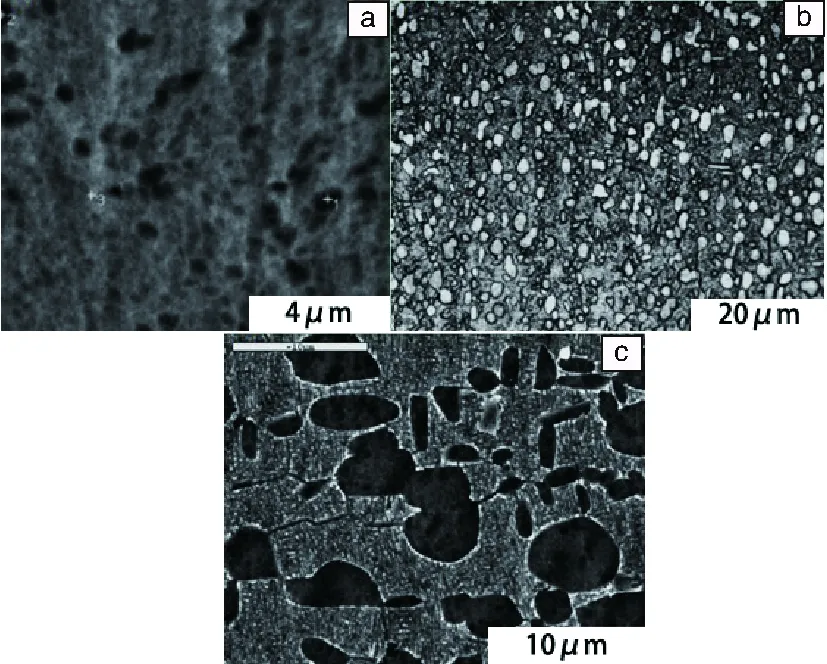
圖4 TC17接頭顯微組織:(a)焊縫區,(b)熱力影響區,(c)母材區[12]Fig.4 Microstructure of TC17 joint: (a) weld, (b) TMAZ, (c) parent metal [12]
Ma等[13]發現,焊縫處較易出現氧化物與微小的凹陷,破壞接頭處的連續性與滑移變形,甚至出現裂紋,導致接頭處拉伸強度降低;焊接過程中的回復與再結晶不充分,因此有必要對接頭進行焊后熱處理。Ma等[14]研究了焊后熱處理對TC17線性摩擦焊接頭顯微組織和力學性能的影響,發現將接頭分別在530 ℃,610 ℃,670 ℃下熱處理4 h后空冷,隨著熱處理溫度的增加,α和β相的再結晶程度顯著增加。拉伸和沖擊試驗的斷裂行為由脆性斷裂轉換為韌性斷裂;在670 ℃熱處理后,拉伸試樣斷裂發生在遠離焊縫的母材中,延伸率和斷面收縮率分別為母材的81.1%和81.2%。
總而言之,研究表明了TC17焊態接頭存在的缺陷可以用焊后熱處理來進行改善,使其接頭性能不弱于母材。
2.4 Ti-5553鈦合金
Ti-5553(Ti-5A1-5Mo-5V-3Cr)是典型的近β鈦合金,通常認為其組織是由較大的等軸β晶粒和晶界處3%的α晶粒組成,α晶粒主要分布在晶界上。研究發現[15],Ti-5553接頭焊縫中心為非常細小的再結晶晶粒(如圖5),再結晶晶粒平行于振動方向。熱力影響區為較大的β晶粒,并在晶界存在局部的再結晶,α相少于1%。硬度測試表明,在焊縫中心線2 mm內,顯微硬度值低于母材,并隨著遠離焊縫而逐漸增大。拉伸試驗表明,接頭強度低于母材,斷裂發生在熱力影響區中再結晶區域1 mm以內,抗拉強度為1058±23 MPa,明顯低于母材的1013±10 MPa。這是由于再結晶降低了位錯密度,導致了硬度與強度的下降。
Wanjara等[16]研究發現,在焊態條件下,接頭焊縫區和熱力影響區的屈服強度和彈性系數相對于母材而言均有局部減小。若對Ti-5553焊前和焊后均不做固溶熱處理,則接頭的屈服強度和極限抗拉強度較低,但延伸率較高。對接頭進行固溶處理后,盡管在各個區域的局部屈服強度的差異較小,但是在焊縫區相對于固溶熱處理后的母材有較高的彈性系數,這是由于α相再次出現。在焊后進行固溶和時效處理,導致屈服強度和極限抗拉強度相對于焊態發生顯著提高,在各個區域的局部屈服強度的差異較小,在焊縫區存在相對較多的α相,使其局部彈性系數顯著高于母材。
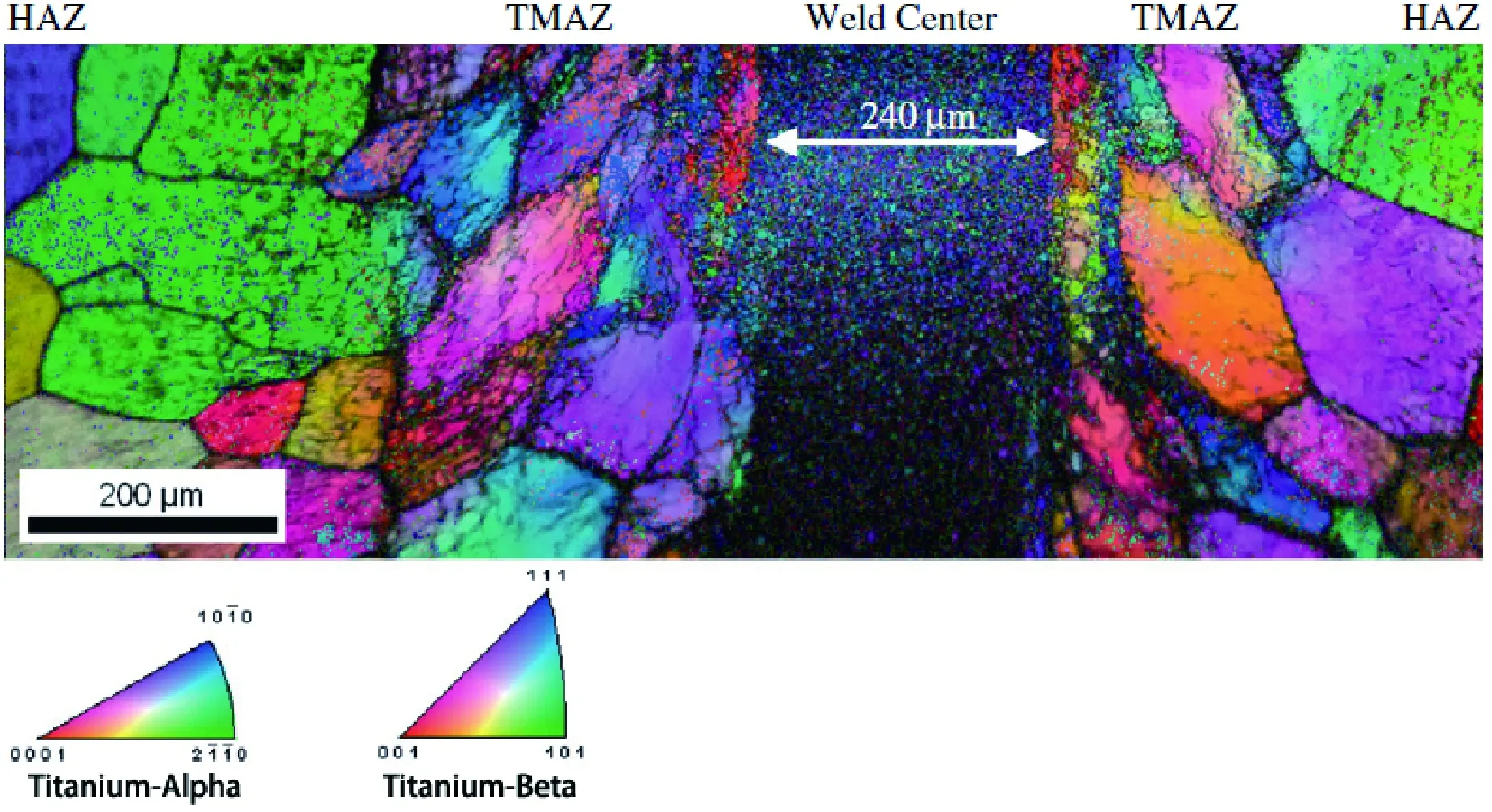
圖5 Ti-5553接頭EBSD照片[15]Fig.5 The EBSD images of Ti-5553 joint [15]
綜合看來,Ti-5553鈦合金焊態接頭的力學性能低于母材,固溶和時效處理可以有效提高接頭力學性能,是目前有效改善其性能不可缺少的工藝。
2.5 Ti2AlNb合金
Ti2AlNb合金的比強度和比剛度很高,是目前極具潛力的航空航天高溫結構件材料。Chen等[17]發現采用合適的線性摩擦焊工藝參數可以得到無裂縫與氣孔等缺陷的Ti2AlNb接頭,焊縫區由B2相(母材基體相)及少量的殘余O相(母材強化相Ti2AlNb)和α2相(Ti3Al相)組成,焊縫區主要為小角度晶界,這是由于動態再結晶不足造成的。在熱力影響區,大多數的O相逐漸轉變成了B2相,α2相轉變成了微小的球狀結構,隨著距離焊縫區距離的增加,可以發現更加粗糙和針狀的O相出現,α2相幾乎保持不變;研究還發現接頭的顯微硬度低于母材,抗拉強度與母材相當,斷口特征為解理斷裂。Chen等[18]對Ti2AlNb接頭進行了815 ℃×1 h,隨后空冷的焊后熱處理,發現熱處理后O相重新在焊縫析出,由于α2相為高溫相較難消除,所以殘存的α2相未溶解。經熱處理,焊縫區的亞晶晶粒經過回復再結晶形成細小的再結晶晶粒(如圖6),接頭力學性能顯著增強;在1000 ℃×1 h + 815 ℃×2 h隨后空冷的焊后熱處理下,O相同樣析出,由于熱處理溫度較高,一部分α2溶解,但由于缺少其釘扎作用,且再結晶晶粒粗化明顯,接頭強度降低。
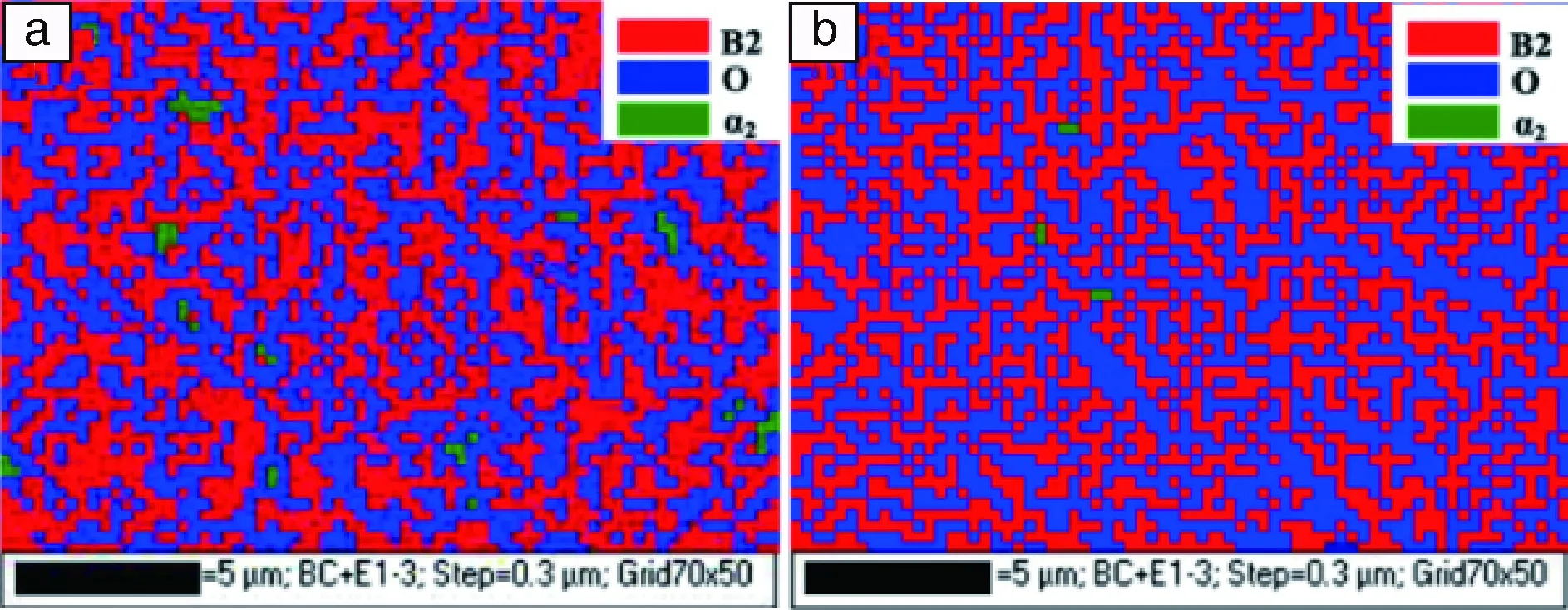
圖6 不同條件熱處理后的焊縫晶粒EBSD照片[18]Fig.6 EBSD images of weld grain after different heat treatments[18]
Ti2AlNb合金作為一種新型材料,LFW可以得到較為理想的焊接接頭,同時采用合適的熱處理工藝可以改善接頭性能,是未來新材料連接發展的新趨勢。
2.6 異種鈦合金
整體葉盤的輪盤與葉片可采用不同的鈦合金通過LFW連接成一體,能夠更大程度地發揮兩種合金各自的優良性能。研究發現[19],與同質接頭不同的是,在焊縫中心存在一條清晰的界面,焊縫兩側區域的組織存在明顯不同,這造成了接頭兩端力學性能的差異。
Ma等[19]研究了TC4和TC11異種接頭,發現在TC4一端焊縫區,細小的α晶粒分布在β基質上;變形和再結晶晶粒出現在TC4一端的熱力影響區。在TC11一端的焊縫區,少量的再結晶α相晶粒沿著β相晶界分布,在TC11一端的熱力影響區,存在變形的α+β變形結構。在TC4一端,接近飛邊的邊緣區域形成了針狀的馬氏體,接頭的拉伸強度甚至強于母材,斷裂發生在遠離焊縫的地方。接頭的顯微硬度在TC4和TC11兩端均是從焊接界面到母材逐漸減小。
Wen等[20]研究發現在焊接過程中,接頭高溫停留時間較短,而冷卻速率較快,因此TC11和TC17異質接頭在焊縫區形成了細小的等軸晶粒;在熱力影響區除了少量的再結晶晶粒外,形成了大量的細長晶粒。Ji等[21]發現,TC11和TC17異種鈦合金接頭在室溫下的抗拉強度為1080 MPa(斷裂在TC11母材處),低于TC17母材的抗拉強度1220 MPa,接頭的抗拉強度和屈服強度均與TC11母材等強,接頭的延伸率和斷面收縮率的變化不太明顯,均大于TC17母材。
Liu等[22]發現,TC4和TC17異種鈦合金接頭在室溫下的抗拉強度為937 MPa(斷裂在TC4母材處),低于TC17母材的抗拉強度1174 MPa。產生上述結果的主要原因是焊縫及熱影響區的形變組織由于較為充分的回復與再結晶,形成了大量的亞結構及超細晶組織,從而使焊縫及熱影響區的力學性能優于TC4母材[23]。Tao等[24]發現在TC4和TC17異種鈦合金接頭中,焊縫區和TC17一端的熱力影響區的斷裂韌性較弱,焊后熱處理能夠有效的提高其斷裂韌性,對TC4一端的斷裂韌性影響較小,有效增強了接頭的力學性能。
Ti2AlNb與TC11異質合金的線性摩擦焊也有相關報道。研究發現[25],在焊接和隨后的冷卻過程中,TC11合金側的熱影響區域發生了α→β→α′相變,形成的大量針狀馬氏體α′相使焊縫區的顯微硬度值顯著增大;Ti2AlNb合金側的熱影響區域主要發生了(O,α2)到(B2,β)相變,隨著O相和α2相的減少,該區域金屬的顯微硬度值顯著降低;在合適的工藝條件下,線性摩擦焊接Ti2AlNb合金與TC11合金能夠形成質量完好的焊接接頭。譚立軍等[26]發現Ti2AlNb與TC11異質合金接頭僅進行時效熱處理時,隨著保溫時間的延長或熱處理溫度的提高,焊縫兩側熱影響區條狀α/O相析出量不斷增加,焊接接頭強度也相應得到提高;固溶及時效熱處理后,TC11合金側熱影響區在晶界上析出大量粗條狀α相,Ti2AlNb合金側熱影響區晶界主要由條狀O相構成,焊接接頭強度超出母材TC11合金的強度。
異種鈦合金的研究擴展了LFW的應用范圍,研究表明通過LFW可以得到良好的異質鈦合金接頭,其力學性能至少不弱于其中一側母材。
3 焊接工藝對鈦合金接頭的影響
材料的局部變形是LFW過程中的重要一環,隨著熱輸入的不同而存在較大的差異。LFW過程存在一個臨界熱輸入值,低于該值會導致塑性金屬流動不足,無法將界面雜質徹底排除,最終導致焊縫出現微孔或氧化物夾雜等缺陷,因此熱輸入在LFW過程中扮演著重要的角色。LFW過程的熱輸入取決于工藝參數的選擇,主要包括振動頻率,振幅,摩擦壓力,頂鍛壓力,摩擦時間,頂鍛時間,軸向縮短量,軸向縮短速率等,其中前三個參數直接影響著焊接過程的熱輸入率,國內外相關文獻報道如下:
Li等[27]采用數值模擬的方法,研究了TC4線性摩擦焊的工藝參數對接頭溫度演變和縮短量的影響,如圖7所示,研究表明隨著振動頻率的增加,界面溫度升高的更快,軸向縮短速率也逐漸增大;振幅和摩擦壓力的增加也會產生相同的影響。這三個因素的影響并不是互相獨立的,可以概括為一個因素——熱輸入。熱輸入與振動頻率、振幅和摩擦壓力分別成線性關系。如果熱輸入超過某一臨界值,軸向縮短量與熱輸入成線性關系。因此,合適的熱輸入對于形成良好的焊接接頭有著決定性的作用。
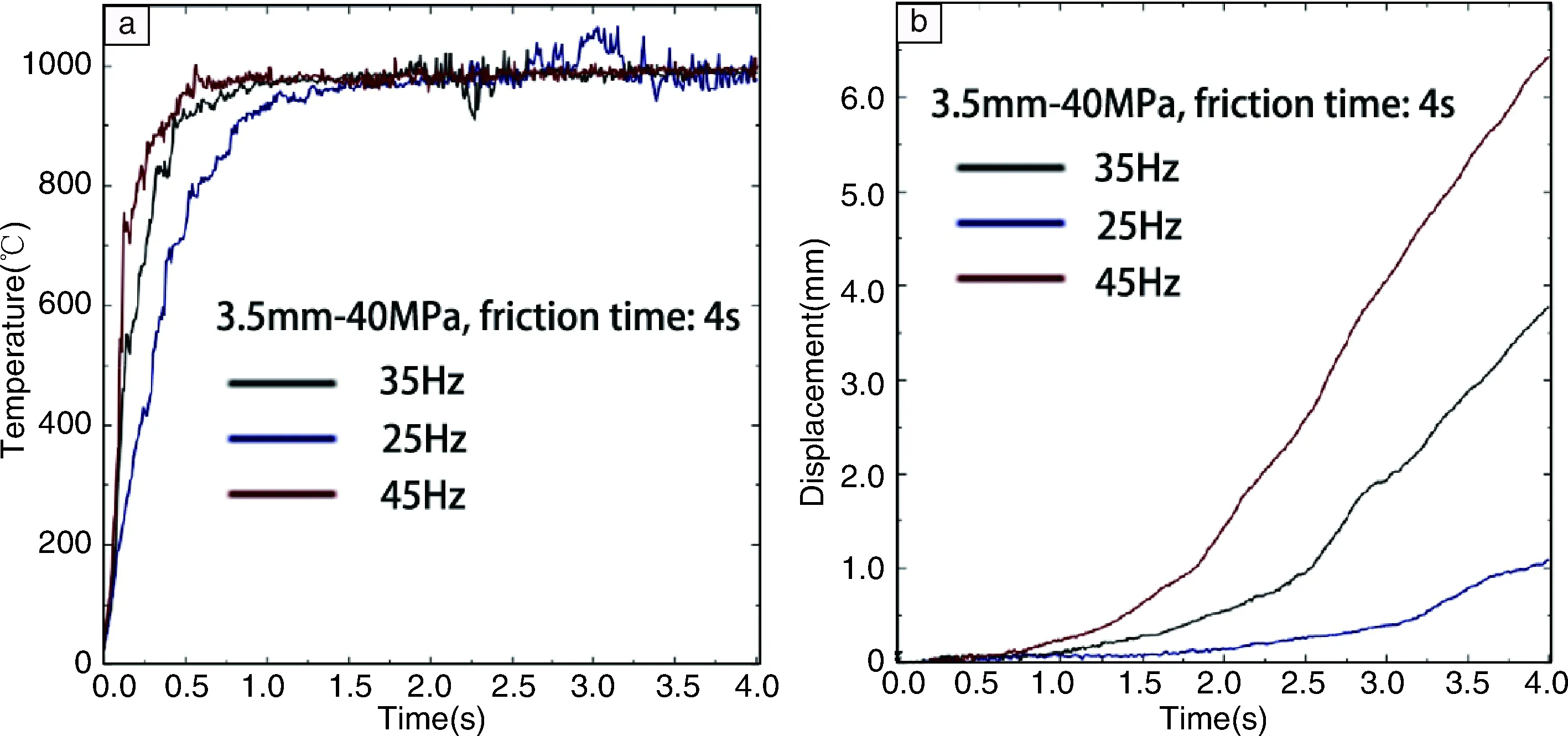
圖7 不同的頻率下界面溫度和單邊軸向縮短隨時間的變化:(a)界面溫度變化,(b)軸向縮短變化[27]Fig.7 Changes of temperature at the interface: (a) and unilateral axial shortening, (b) with the friction time obtained under different oscillation frequencies [27]
采用較低的摩擦壓力和頂鍛壓力時,焊縫中心的變形不充分,導致了焊縫中心區域的厚度增加;同時,在粘結層出現了球狀α晶粒,如圖8所示,造成了接頭抗拉強度的陡降,大約為母材的44%,所有試樣在粘結層發生準解理斷裂[28],有文獻表明這些不規則的球狀α晶粒是由焊縫區薄層狀的α晶粒破碎、球化、排出晶粒間的β相,最終合并而形成的[11]。
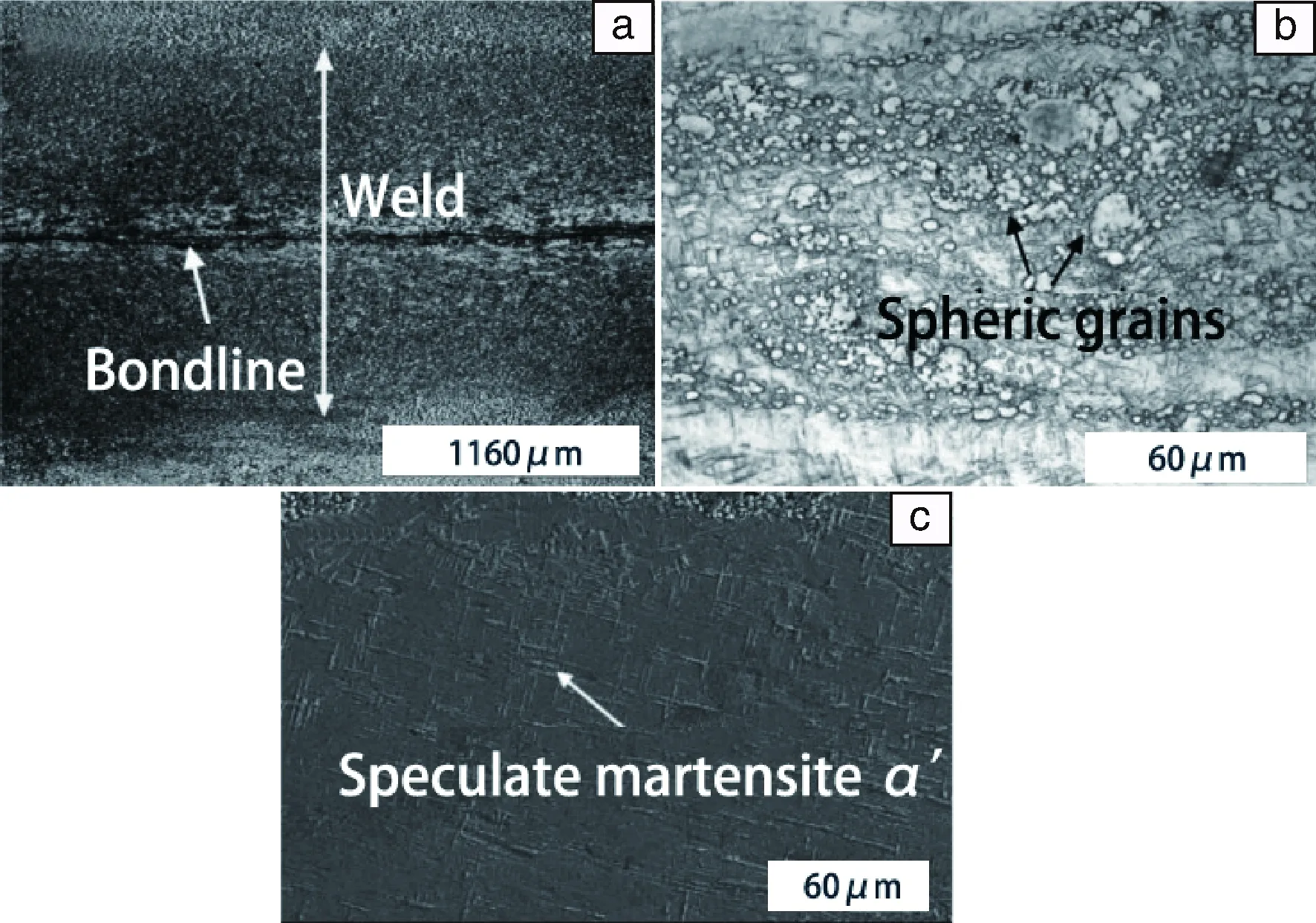
圖8 沿振動方向橫截面微觀組織:(a)焊縫區金相照片,(b)粘結層金相照片,(c)焊縫區SEM照片[28]Fig.8 Cross-sectional microstructure of the joint along the oscillation direction: (a) OM image across the weld, (b) OM image of the bondline at high magnification, (c) SEM image of weld center [28]
研究發現[29],接頭寬度隨著軸向壓力的增大而減小,焊縫區組織為魏氏組織,原始β晶粒勾勒出晶界,熱力影響區由拉長的α和β晶粒組成,并沿著變形方向分布。Bhamji等[30]發現了當摩擦壓力超過一定值時,其與軟化速率成正比,與所需的摩擦時間成反比。譚立軍等[26]發現,隨著焊接工藝參數的變化,如在一定范圍內,隨著摩擦時間、摩擦頻率和摩擦壓力的提高,Ti2AlNb與TC11異質接頭的結合率發生顯著提高;Dalgaard等[15]對近β鈦合金Ti-5553的LFW工藝參數對接頭影響的研究發現,降低振動頻率并提高摩擦壓力時,再結晶區的寬度大幅增加,晶粒取向并不發生變化。
4 鈦合金線性摩擦焊數值模擬研究
由于LFW過程具有強烈熱力耦合、快速大變形等特征,其界面結合機理和演變過程等問題還尚未明確揭示。因此,研究者嘗試采用數值模擬方法來研究焊接過程中應力應變場、殘余應力、溫度場與變形等關鍵問題。
Vairis和Frost[31]率先利用Elfen專用有限元軟件建立了TC4線性摩擦焊的計算模型。基于焊接的對稱性和降低計算成本的考慮,通過將焊接過程簡化為變形體和剛體之間的庫倫摩擦。其溫度預測結果和試驗記錄結果接近。Nikiforov等[32]使用一維模型確定了TC4線性摩擦焊接頭升溫過程中的溫度分布,并基于ANSYS解決了在頂鍛階段溫度場和應力場耦合問題。該模型預測了焊接參數對應力場的影響,模擬結果與試驗接頭的殘余應力是一致的。Maio等[33]基于ABAQUS運用隱式積分法模擬了TC4線性摩擦焊過程,盡管在摩擦過程中界面溫度低于材料熔點,但是可以促進相變的發生,模擬得到的溫度變化圖與試驗基本相一致,因此該模型可以被用于預測線性摩擦焊過程中的熱力變化特征。Li等[34]還在模擬分析和試驗結果中發現了一個有趣的“熱回流”現象,“熱回流”現象指的是在擠壓階段熱量首先儲存在飛邊中,隨后在冷卻階段大部分存儲熱量又傳導回工件,飛邊在焊接過程中帶走大部分熱量,焊后大部分熱量從飛邊材料傳導回工件本身。
總而言之,由于接頭溫度場與應力場在實驗過程中的測量困難等原因,數值模擬已經成為現階段LFW研究中不可或缺的一部分。
5 鈦合金線性摩擦焊技術的應用
最初,LFW技術主要應用于塑料的焊接[35,36]。目前,國外幾大航空制造公司,已將LFW技術成功應用于不同的整體葉盤制造。
采用LFW技術加工整體葉盤的過程如圖9所示。首先將輪盤和葉片分別加工成型,輪盤的輪緣處和葉片底部需留有連接用的平面;然后將輪盤和葉片固定在專門設計的焊接夾具上,用LFW焊機進行焊接;最后采用機械加工方法去除多余的飛邊,完成葉盤的連接。

圖9 整體葉盤線性摩擦焊加工過程[36]Fig.9 Manufacturing process of linear friction welding blisk[36]
在20世紀80年代后期,MTU公司與R·R公司合作,開始把LFW用于發動機整體葉盤的制造,并成功制造了寬弦空心風扇葉片整體葉盤[37-39],如圖10所示。
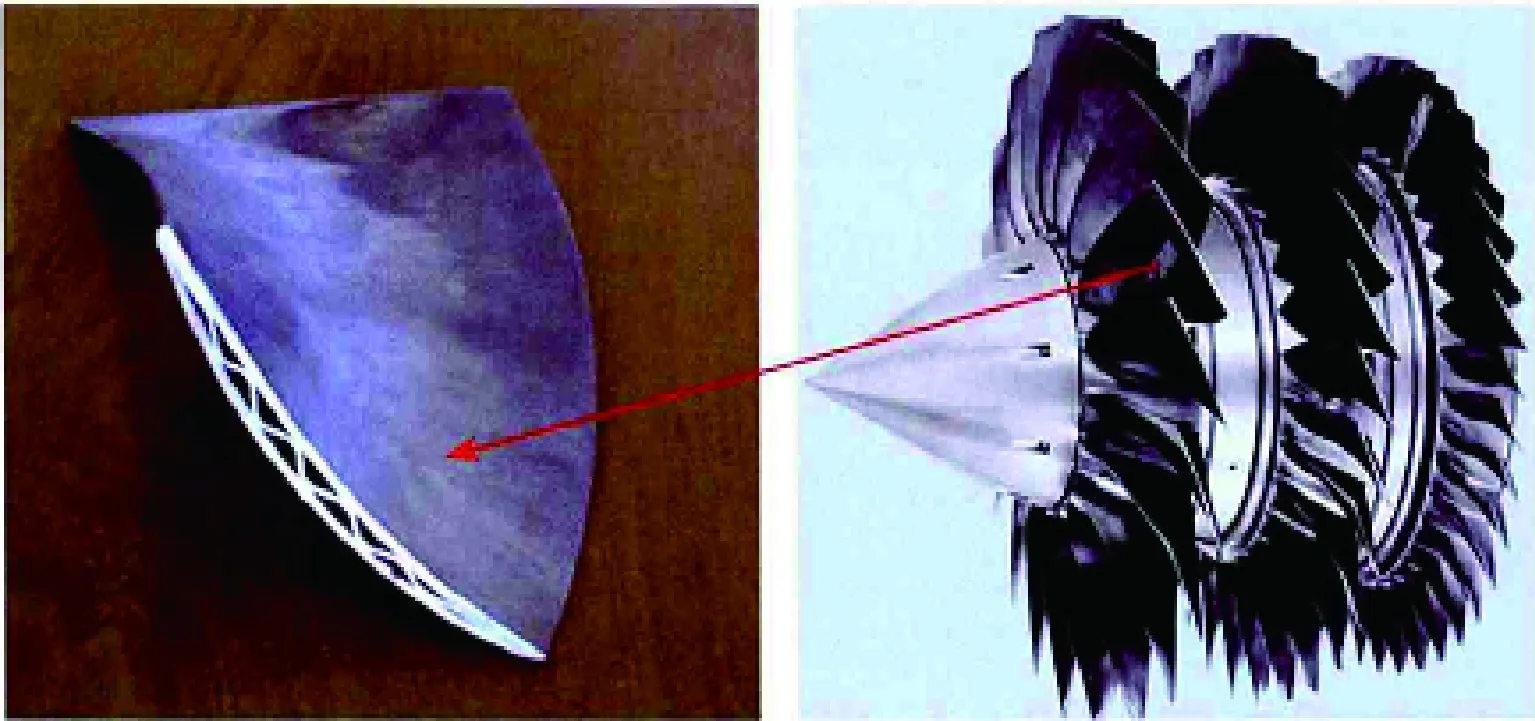
圖10 寬弦空心風扇葉片整體葉盤外觀圖[39]Fig.10 Appearance of blisk with wide-chord hollow fan blade[39]
GE飛機發動機公司與普惠發動機公司都進行了將LFW用于發動機制造與維修的探索研究。美國普惠公司采用LFW技術焊接了F119的1、2、3級風扇葉盤與壓氣機1、2級葉盤、F120的1級風扇葉盤及JSF119的風扇葉盤[40]。GE公司將LFW用于航空材料的焊接,并在鈦合金的焊接方面取得了很大成功[41]。
美國綜合高性能渦輪發動機技術計劃(IHPTET)自1988年到2005年歷經18年,耗資約60億美元,研究涉及LFW工藝裝備、接頭性能及基礎研究,完成了整體葉盤的綜合驗證、風扇的修理研究等,其成果已應用到許多軍民用發動機的新型號研制和現有型號的改型上。IHPTET計劃也提出,到2020年,戰斗機渦輪也將全部采用整體葉盤結構[39]。美國還提出將在2017年啟動“支持經濟可承受任務能力的先進渦輪技術(ATTAM)”計劃,目標是研發用于下一代高、中、低功率渦軸和戰斗機發動機的制造技術,從而提高推進效率,則LFW整體葉盤的應用就不可或缺。
TWI目前正在積極開發用于預成型的LFW技術,如圖11所示,將半加工成品使用LFW技術連接成整體接頭件后再進行精加工,這樣不僅提高產品生產效率,還節省了90%以上的材料。波音公司研究表明,LFW可用于近凈成型,適用于將小部件拼接到大件上,可以避免旋轉摩擦焊接只能焊接對稱截面的弊端[42,43]。
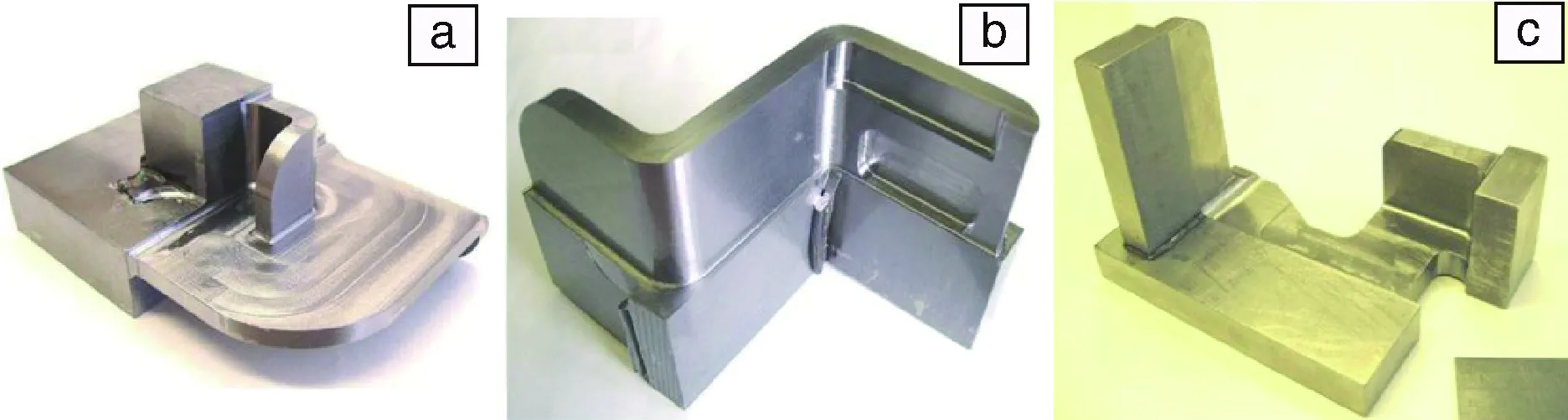
圖11 線性摩擦焊接近凈成形不同產品[43]Fig.11 D ifferent machined near-net-shape preforms manufactured by LFW[43]
6 結 語
LFW技術是隨著航空航天技術發展而來,但迄今為止,航空發動機的整體葉盤仍然是LFW唯一重要的商業應用。現階段,LFW基礎理論研究嚴重不足,而國外對關鍵技術封鎖,嚴重制約了該技術在國內關鍵結構件上的應用。深入系統地開展LFW的應用基礎理論研究,掌握LFW接頭質量控制核心技術,已成為我國航空制造領域一項非常緊迫的研究課題。盡管已經實現了整體葉盤模擬件的焊接,但還存在著許多不足:
(1) 可實現有效焊接的材料范圍較為狹窄,如Al,Cu,Mg等合金的焊接難度較大,其有效連接還較難實現。
(2) LFW過程中,材料經歷快速高溫變形,因此接頭的殘余應力較大,目前消除殘余應力的主要方法是熱處理,但是有關熱處理對LFW接頭微觀組織與力學性能影響的研究還沒有系統地開展。
(3) 對于異質材料的LFW,如何通過控制參數及焊接熱循環,得到較為理想的組織,實現物性差異較大的材料的有效結合也是一個有待解決的技術難題。
(4) 鈦合金具有良好的焊接性,但母材組織狀態、工藝參數均對焊縫成形產生一定影響,通過調控界面形成的熱-力(溫度-變形)條件,控制焊縫組織與性能的研究還未有效開展。
(5) LFW焊接不同種類的葉盤時,需重新定制不同種類的夾具,其夾具的通用性較差,這也進一步限制的LFW的應用。
(6) LFW設備造價昂貴,為使LFW技術應用更為廣泛,著力于研發低成本、易于操作與維護的高可靠設備是很有必要的。
盡管目前LFW技術存在著許多不足,但其潛在的應用前景仍然非常廣闊,LFW將不斷致力于成為低成本、低污染、高效率、高質量的復合制造技術。LFW技術的潛在應用主要涉及到渦輪、齒輪、導電板及雙金屬鑿刃等的焊接,也可用來焊接大截面的塑料部件,以及塑料或金屬的復合焊件,在滑輪發電機、渦輪增壓器等方面也有推廣應用價值。
References
[1] Li W,Vairis A,Preuss M,etal.InternationalMaterialsReviews[J],2016,61(2):71-100.
[2] Li W,Shi S,Wang F,etal.JournalofEngineeringScienceandTechnologyReview[J],2012,5(3):10-19.
[3] Li W,Ma T,Zhang Y,etal.AdvancedEngineeringMaterials[J],2008,10(1-2):89-92.
[4] Wanjara P,Jahazi M.MetallurgicalandMaterialsTransactionsA[J],2005,36(8):2149-2164.
[5] Dalgaard E.ThesisforDoctorate[D].Montreal:McGill University,2011:60.
[6] Ma T,Chen T,Li W,etal.MaterialsCharacterization[J],2011,62(1):130-135.
[7] Wang Xinyu(王新宇),Li Wenya(李文亞),Ma Tiejun(馬鐵軍).AeronauticalManufacturingTechnology(航空制造技術)[J],2015,20:56-59.
[8] Wen G,Ma T,Li W,etal.MaterialsScienceandEngineering:A[J],2014,597:408-414.
[9] Ma T,Li W,Yang S.Materials&Design[J],2009,30(6):2128-2132.
[10] L B,Z T,Li X,etal.JournalofMaterialsScience[J],2010,45(22):6218-6224.
[11] Li W,Suo J,Ma T,etal.MaterialsScienceandEngineering:A[J],2014,599:38-45.
[12] Li W,Ma T,Yang S.AdvancedEngineeringMaterials[J],2010,12(1-2):35-43.
[13] Ma T,Xu Q,Yang S,etal.RareMetalMaterialsandEngineering[J],2006,35:233-236.
[14] Ma T,Li W,Zhong B,etal.ScienceandTechnologyofWeldingandJoining[J],2012,17(3):180-185.
[15] Dalgaard E,Wanjara P,Gholipour J,etal.ActaMaterialia[J],2012,60(2):770-780.
[16] Wanjara P,Dalgaard E,Gholipour J,etal.MetallurgicalandMaterialsTransactionsA[J],2014,45(11):5138-5157.
[17] Chen X,Xie F,Ma T,etal.JournalofAlloysandCompounds[J],2015,646:490-496.
[18] Chen X,Xie F,Ma T,etal.MaterialsandDesign[J],2016,94:45-53.
[19] Ma T,Zhong B,Li W,etal.ScienceandTechnologyofWeldingandJoining[J],2012,17(1):9-12.
[20] Wen G,Ma T,Li W,etal.JournalofEngineeringScienceandTechnologyReview[J],2012,5(3):35-38.
[21] Ji Yajuan(季亞娟),Zhang Tiancang(張田倉),Li Xiaohong(李曉紅).AeronauticalManufacturingTechnology(航空制造技術)[J],2013 (8):66-69.
[22] Liu Yin(劉 穎),ZhangTiancang(張田倉),LiJing(李 晶),et al.JournalofAeronauticalMaterials(航空材料學報)[J],2011,31:112-117.
[23] Ma Tiejun(馬鐵軍),Shi Donggang(史棟剛),Zhang Yong(張 勇),etal.JournalofAeronauticalMaterials(航空材料學報)[J],2009,29(4):33-37.
[24] Tao B,Li Q,Zhang Y,etal.MaterialsScienceandEngineering:A[J],2015,634:141-146.
[25] Tan Lijun(譚立軍),Yao Zekun(姚澤坤),Zhou Wei(周 偉),etal.JournalofPlasticityEngineering(塑性工程學報)[J],2009,06:135-138.
[26] Tan Lijun(譚立軍),Yao Zekun(姚澤坤),Zhou Wei(周 偉),etal.HeatTreatmentofMetals(金屬熱處理)[J],2010,(4):29-32.
[27] Li W,Ma T,Li J.MaterialsandDesign[J],2010,31(3):1497-1507.
[28] Li W,Wu H,Ma T,etal.AdvancedEngineeringMaterials[J],2012,14(5):312-318.
[29] Romero J,Attallah M,Preuss M,etal.ActaMaterialia[J],2009,57(18):5582-5592.
[30] Bhamji I,Preuss M,Threadgill P,etal.MaterialsScienceandEngineering:A[J],2010,528,680-690.
[31] Vairis A,Frost M.MaterialsScienceandEngineering:A[J],2000,292(1):8-17.
[32] Nikiforov R,Medvedev A,Tarasenko E,etal.JournalofEngineeringScienceandTechnologyReview[J],2015,8(6):49-53.
[33] Maio L,Franco F,Squillace A,etal.TheInternationalJournalofAdvancedManufacturingTechnology[J],2016,4(5):1-12.
[34] Shi S X,Li W Y,Wang F F,etal.Proc. 2ndInt.Conf.on‘The2ndInternationalSymposiumonComputer-AidedWeldingEngineering[C]. Jinnan: Iron and Steel Institute,2012:23-26.
[35] Liu Xuemei(劉雪梅),Zhang Yanhua(張彥華),Zou Zengda(鄒增大),etal.HotWorkingTechnology(熱加工工藝)[J],2006,(2):49-52.
[36] Mateo A, Corzo M, Anglada M,etal.MaterialsScienceandTechnology[J],2009,25(7):905-913.
[37] Huang Chunfeng(黃春峰).AeronauticalManufacturingTechnology(航空制造技術)[J],2006,(4):94-100.
[38] Ding Liming(丁立銘).AeronauticalManufacturingTechnology(航空制造技術)[J],1999,(6):10-12.
[39] Zhang Haiyan(張海艷),Zhang Lianfeng(張連鋒).AeronauticalManufacturingTechnology(航空制造技術)[J],2013,443(23-24):38-41.
[40] Zhang Tiancang(張田倉),Wei Yi(韋 依),ZhouMengwei(周夢慰),etal.AeronauticalManufacturingTechnology(航空制造技術)[J],2004,11(3):56-58.
[41] Chen Guang(陳 光).AircraftEngine(航空發動機)[J],1999,2(1):1-6.
[42] Nichoals E D.AdvancedMaterialsandProcesses[J],1991,139(2):47.
[43] Slattery K T. U S,8506201[P]. 2013-08-13.
Linear Friction Welding of Titanium Alloys: State-of-the-art and Perspectives
SU Yu, LI Wenya, WANG Xinyu, MA Tiejun, YANG Xiawei, Vairis A
(State Key Laboratory of Solidification Processing, Shaanxi Key Laboratory of Friction Welding Technologies, Northwestern Polytechnical University, Xi’an 710072, China)
Linear friction welding (LFW) is a relatively new type of solid-state welding method emerged in the 1980s, and it is mainly used for the welding of similar and dissimilar non-circular cross-section metals. At present, LFW has been successfully used in the titanium alloy blisks of aircraft engines in the developed western countries. Although the blisk simulators have been welded successfully, the basic theory research is still inadequate. According to the open literatures, most works have been carried out on LFW of similar and dissimilar metals in terms of the microstructure, mechanical properties, process parameters and numerical simulation. Besides, the correlated characters between the microstructure and mechanical properties have been found. This article reviewed the important research results on LFW titanium alloys, and the deficiencies at present have been put forward. Finally, the application statuses and development prospects of LFW titanium alloys have been considered.
linear friction welding; titanium alloy; microstructure; mechanical property; development prospects
2016-10-09
西北工業大學凝固技術國家重點實驗室自主課題(122-QZ-2015)
蘇 宇,男,1993年生,碩士研究生
李文亞,男,1976年生,教授,博士生導師,Email:
liwy@nwpu.edu.cn
10.7502/j.issn.1674-3962.2017.11.06
TG453.9
A
1674-3962(2017)11-0852-08
(編輯 吳 琛)
特約撰稿人李文亞
李文亞:男,1976年生,西北工業大學教授、博士生導師。2005年獲西安交通大學材料科學與工程博士學位,2005~2007年在法國貝爾福-蒙貝利亞技術大學做博士后研究。主要從

特約撰稿人王文壽
事摩擦焊接與冷噴涂前沿基礎與應用基礎研究,先后承擔國家自然科學基金、教育部新世紀優秀人才計劃、霍英東青年教師基金、西工大基礎研究基金與創新基金等10余項課題,共主持各類研究項目22項。圍繞先進固相焊接方法,在摩擦焊接熱源機理、界面塑性金屬流動與組織結構演變及接頭性能與可靠性、冷噴涂固態粒子碰撞變形行為、結合機理與高性能涂層制備等方面開展了持續深入研究,取得了一系列有特色的研究成果,在國際上首次提出了梯度冷卻摩擦焊接頭強韌性調控方法,建立了接頭各向異性屈服評價方法。在工藝試驗等方面積累了豐富的研究思路;同時,在摩擦焊接數值模擬方面,同樣積累了豐富的有限元分析經驗。曾獲得2008年國家自然科學獎二等獎,2012年獲得陜西青年科技獎,2016年獲得陜西高等學校科學技術獎一等獎。在IntMaterRev,ActaMater等國際知名期刊發表SCI論文150余篇,SCI他引次數1300余次,H因子24,授權國家發明專利10項。
王文壽:男,1980年生,山東大學教授、博士生導師。2010年獲哈
爾濱工業大學材料學博士學位,2011~2015年在美國加州大學河濱分校做博士后研究。主要從事功能納米材料的控制合成、集成與組裝、物性研究和應用探索。在光響應型智能變色系統和器件方面取得了一批具有廣泛國際影響力的學術成果,發表論文40余篇,他引次數1400余次。主持各類研究項目10余項。
猜你喜歡
體育科技文獻通報(2022年3期)2022-05-23 13:46:54
天津外國語大學學報(2021年3期)2021-08-13 08:32:18
遼金歷史與考古(2021年0期)2021-07-29 01:06:54
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
科技傳播(2019年22期)2020-01-14 03:06:54
民用飛機設計與研究(2019年4期)2019-05-21 07:21:24
制造技術與機床(2018年12期)2018-12-23 02:40:58
汽車工程學報(2017年2期)2017-07-05 08:13:02
