信息化沖壓件成本計算方法建立
2017-12-22 05:51:11路慧明李明昕呂良韓振強一汽解放青島汽車有限公司
鍛造與沖壓 2017年24期
文/路慧明,李明昕,呂良,韓振強·一汽解放青島汽車有限公司
信息化沖壓件成本計算方法建立
文/路慧明,李明昕,呂良,韓振強·一汽解放青島汽車有限公司
本文從材料費、材料加工費、自制加工費三個維度,詳細闡述了沖壓件成本的計算方式。將沖壓車間作為獨立的營銷整體,并以信息化平臺作為數據基礎,將沖壓廠房、設備、模具、工具、水暖電、人工等相關成本按照生產線分攤到“沖次”上。
在企業的成本管理中,控制生產成本是一項極其重要的工作,而要降低生產成本,首先要了解一個企業的生產成本到底由哪些要素構成?生產成本由直接支出和制造費用構成。直接支出包括直接材料(原材料、輔助材料、備品備件、燃料及動力等)、直接工資(生產人員的工資、補貼)、其他直接支出(如福利費);制造費用是指企業內的分廠、車間為組織和管理生產所發生的各項費用,包括分廠、車間管理人員工資、折舊費、維修費、修理費及其他制造費用(辦公費、差旅費、勞保費等)。
對于整個整車制造廠商而言可以這樣計算,而對于沖、焊、涂、總四大工藝中的某個工藝而言是否可以這樣定義呢?
沖壓件成本構成
我們以沖壓車間為例,將其作為營銷整體,沖壓件就是其輸出的“產品”,與之相關的所有費用支出都會在“沖壓件”上體現。因此,我們首先要將生產成本進行拆分,并對被拆分后的子項進行核價,最后將所有核準價格的子項費用統一匯總至“沖壓件”上,使沖壓生產成本以“沖壓件價格”的形式體現出來,這樣就可以明確自制沖壓件的成本價格。沖壓件成本主要包括材料費、材料加工費、自制加工費三個部分,如圖1所示。

圖1 沖壓件成本構成
材料費成本分析
沖壓件的材料費可以用公式材料費=材料單價×單件毛坯重量÷材料加工利用率-廢料單價×(單件毛坯重量÷材料加工利用率-凈重)進行計算。
⑴材料單價。一般來講,沖壓材料分為冷軋板和熱軋板,板材價格與材料牌號、料厚、鋼卷寬度、表面質量要求、包裝要求等都有關系,具體價格以車企ERP(Enterprise Resource Planning企業資源計劃)中采購價格為準,常用單位為“元/噸”,為了便于計算,這里需要將其轉化為“元/千克”。

表1 后頂蓋材料費相關參數數據檢索表
⑵廢料單價。各整車制造廠商廢料處理的方式有所不同,一般來說,廢料會交給對口專業部門統一處理,該部門每年簽訂廢料處理價格合同,廢料單價應以合同價格為準,單位需轉化為“元/千克”。
⑶單件毛坯重量。單件毛坯重量=制件坯料重量÷坯料可出制件數。如一個零件坯料重10kg,每張坯料出5個制件,則該制件的“單件毛坯重量”為10÷5=2(kg)。
⑷凈重。凈重=成品制件重量。
⑸材料加工利用率。材料加工利用率是指鋼卷加工至制件坯料的利用率,該數據一般由采購部門與技術部門定期對材料外委加工廠家的實際加工情況核準后確定,并每年進行更新。
上述數據中,材料單價、廢料單價、材料加工利用率一般來說會記錄在車企ERP平臺中,制件單件毛坯重量、凈重則由CAPP(Computer Aided Process Planning計算機輔助工藝過程規劃)平臺管理。以一款重型卡車的后頂蓋為例,零件圖如圖2所示。
其材料費計算過程為:首先從ERP和CAPP檢索數據,見表1,得到后頂蓋制件所使用鋼材的單價、毛坯重量、凈重、材料加工利用率(2工序合計)和廢料單價。然后根據材料費的計算公式可以得出后頂蓋制件的材料費為:5.3×11.33÷91.08%-1.2×(11.33÷91.08%-8.65)=61.38(元)。
加工費成本分析
材料加工費根據加工內容不同,加工費用也有所區分,目前常見的加工內容有:
⑴開卷落料。該加工方式一般為冷軋薄板使用,鋼卷經開平、落料生產出特定輪廓的制件坯料。由于開卷落料需投放專用的開卷落料模,材料加工費需按沖次分攤模具費用,因此,這種材料加工方式一般是一件一價,由整車制造廠商與材料加工廠家協商確定。整車制造廠商自身具備開卷落料能力的,加工費用可參照下文自制加工費用計算方式類比處理。開卷落料加工輸入輸出示意圖如圖3所示。

圖2 后頂蓋產品圖

圖3 開卷落料加工輸入輸出示意圖

圖4 開平剪切加工輸入輸出示意圖
⑵開平剪切。該加工方式熱軋板、冷軋板都適用,首先是鋼卷開平剪大板,然后是大板剪小板,部分凈尺料的制件坯料只需第一步即可,每一步按照重量單獨收費。開平剪切加工輸入輸出示意圖如圖4所示。
⑶縱剪剪切。該加工方式常見于卡車行業熱軋板縱梁坯料的加工過程,首先是大鋼卷縱剪成小鋼卷,然后小鋼卷經矯平、矯直、剪切后生產出制件坯料,輥壓縱梁坯料只需第一步即可,每一步按照重量單獨收費。縱剪剪切加工輸入輸出示意圖如圖5所示。
由于常見加工方式最多為兩道工序,因此我們將每道工序的加工單價記為“材料加工單價(工序一)”與“材料加工單價(工序二)”;由于每一道工序都會有損耗,因此設工序一的材料利用率為“材料利用率(工序一)”、工序二的材料利用率為“材料利用率(工序二)”,則材料加工費的計算公式為:材料加工費=材料加工單價(工序一)×單件毛坯重量÷(材料利用率(工序一)×材料利用率(工序二))+材料加工單價(工序二)×單件毛坯重量÷材料加工利用率(工序二)。材料加工費=0.1×11.33÷(99%×92%)+0.06×11.33÷92%=1.98元。
還是以后頂蓋為例,工序一為開平剪大板,工序二為大板剪小板,信息化平臺ERP及CAPP數據檢索結果見表2。
沖壓自制加工費成本分析
沖壓自制加工費包含沖壓車間的所有花費,可概括為以下10項,詳見圖6。
這10項費用按照“沖次”的形式分攤到沖壓件上,每條沖壓線的實際費用支出及沖次數基準以上一年的實際數值為準,理論上,沖次數越多則分攤的費用越少,反之則越多。沖壓自制加工費10項費用概念說明及計算公式見表3。

圖5 縱剪剪切加工輸入輸出示意圖

表2 后頂蓋材料加工費相關參數數據檢索表
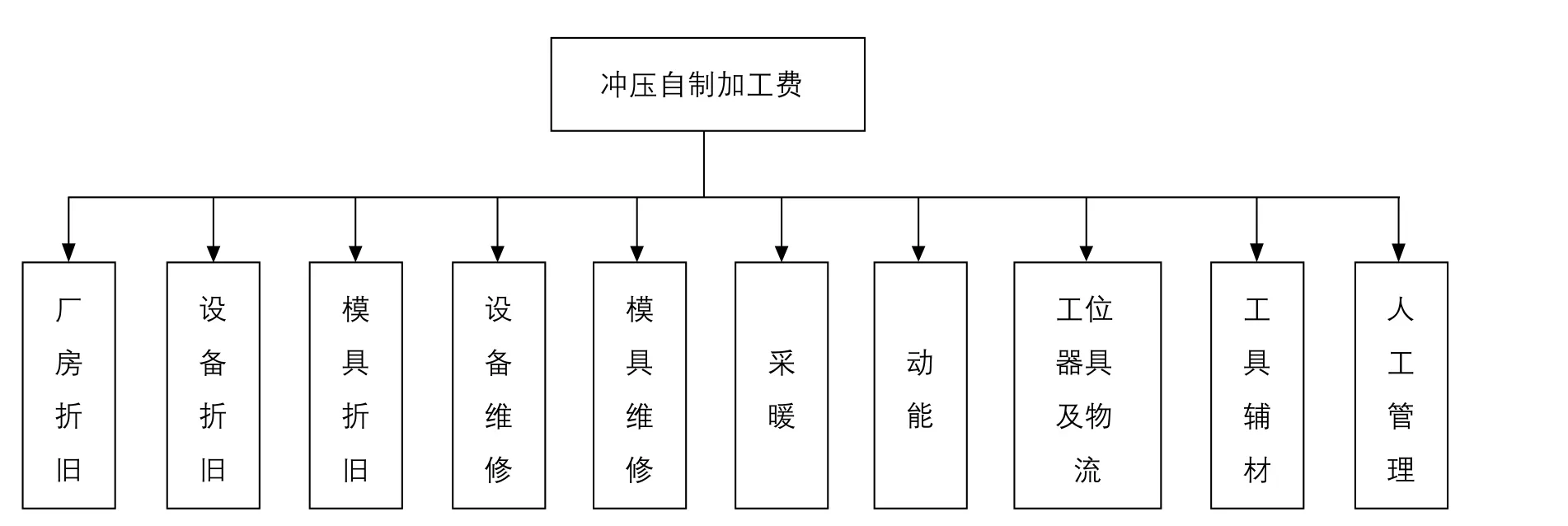
圖6 沖壓自制加工費構成

表3 沖壓自制加工費概念說明及計算公式
同樣以后頂蓋為例,可以從ERP及CAPP中查找生產后頂蓋的沖壓線、沖壓設備以及所需模具,見表4。
按照上述計算公式對后頂蓋自制加工費進行計算,得出后頂蓋自制加工費,見表5。

表4 后頂蓋自制加工費相關參數數據檢索表

表5 后頂蓋自制加工費相關參數數據檢索表
綜上,將后頂蓋材料費、材料加工費、自制加工費求和后,可得出沖壓件后頂蓋的沖壓成本費用為:后頂蓋沖壓成本費用=61.38+1.98+29.63=92.99(元)。
沖壓件生產成本計算模板建立
根據上文中的計算原理,輔以簡單的Excel公式,即可建立沖壓件成本計算模板,用以快速準確的掌握沖壓件的自制成本,沖壓件成本計算模板示意圖如圖7所示。

圖7 沖壓件成本計算模板示意圖
計算模板的大部分計算數據為固定值,例如上一年沖次數、總維修費用、總采暖費用等,這些數據在模板后臺的計算公式中輸入,并每年更新一次即可;在使用模板計算沖壓件成本時,僅需從信息化平臺CAPP及ERP檢索與所計算的沖壓件相關的數據,如生產線、工序數、材料單價等,輸入模板即可自動生成沖壓件自制費用。需要注意的是,本文所示模板的模具單價放入后臺輸入,在建立模板時也可根據需要放在主界面進行輸入與計算。
結束語
本文結合筆者實際工作經驗,對沖壓件的成本構成及計算思路進行了梳理,并提供了沖壓件成本計算模板的建立方案。根據沖壓件成本價格的計算方法,我們可以去控制上述的每個環節,進而控制生產成本。例如保持設備滿負荷運轉,有效的抵消設備折舊;還可以降低材料的采購成本、提高材料加工利用率等。
控制生產成本是企業成本管理的重中之重,而該方法的建立,為我們控制沖壓件生產成本提供了有效的思路和方法,為以后的提質降成本工作提供了有效的指導。

路慧明,沖壓工藝主管工程師,主要從事沖壓工藝設計、CAE技術推廣、自動化技術應用、新材料新工藝研究、沖壓效率提升及沖壓成本核算等工作,主持完成的厚板件磁力分張技術在“解放公司2016年度創新創意大賽”中獲得一等獎。
