O形件高強鋼拼焊板焊縫沖壓開裂問題的研究
2017-12-22 05:51:13楊大宇倪剛孫小會曲科宇一汽轎車股份有限公司
鍛造與沖壓 2017年24期
文/楊大宇,倪剛,孫小會,曲科宇·一汽轎車股份有限公司
O形件高強鋼拼焊板焊縫沖壓開裂問題的研究
文/楊大宇,倪剛,孫小會,曲科宇·一汽轎車股份有限公司
本文利用CAE模擬分析與現場調試相結合,分析O形件高強鋼拼焊板焊縫開裂的原因,針對不同原因給出相應的解決方案。通過驗證,找到O形件高強鋼拼焊板焊縫開裂的主要原因,并給出有效的解決措施,同時也為類似零件設計或類似問題的解決給出解決方法或參考建議。
隨著汽車工業的飛速發展,汽車行業競爭越來越激烈,在整車上突出安全性和輕量化設計。采用不等厚高強板激光拼焊板和全封閉結構,能有效的提高整車側碰撞能力及輕量化效果,并優化零部件匹配狀態。在此背景下,全封閉高強板激光拼焊的整體側圍加強板設計應運而生,但在沖壓生產過程中,零件的開裂始終是困擾制件合格率的難題,嚴重影響正常生產,本文通過分析整體側圍加強板零件焊縫開裂產生的原因、解決措施,積累了高強板不等厚激光拼焊板、全封閉結構沖壓件在生產過程中焊縫開裂問題的解決思路。
產品信息
側圍加強板零件的形狀比較復雜,是四周全封閉的O形高強鋼拼焊板零件。傳統車型A、B柱深度小于70mm,本文所研究的對象A柱深度78mm、B柱深度73mm。毛坯板料采用全封閉不等厚高強度板激光拼焊,拼焊后通過沖壓成形,拼焊板最高強度為TR380/590,制件尺寸為1453×1245(mm×mm),重量為12.6kg。整體側圍激光拼焊加強板零件信息圖如圖1所示。
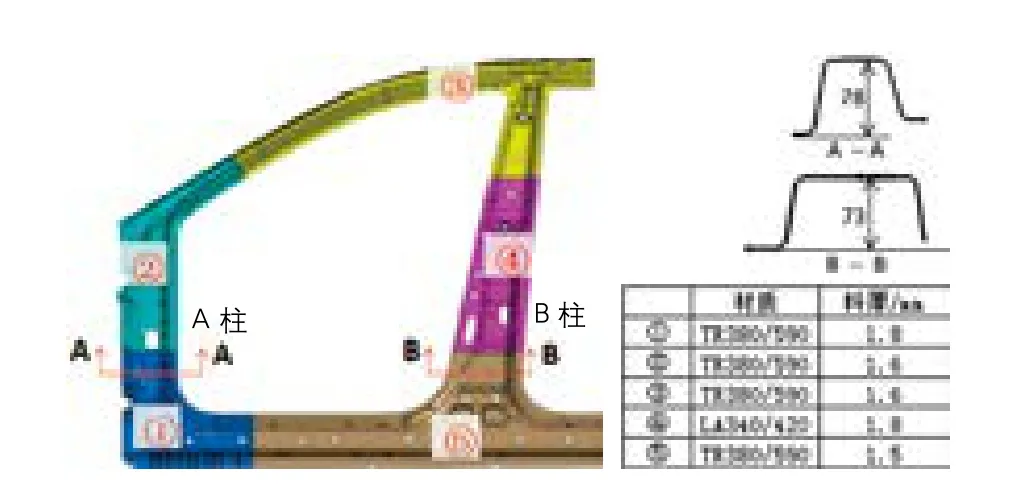
圖1 整體側圍加強板零件信息圖
工藝分析
制坯過程包括開卷落料、激光拼焊,成形過程包括拉延成形、斜楔修邊沖孔、整形修邊沖孔和修邊沖孔共四序,整個工藝過程如圖2所示,本文重點對拉延工序進行分析。
產品設計階段即對產品進行沖壓工藝同步分析,最初產品設計時,焊縫分割靠近產品拐角處圓弧的位置,通過CAE分析,由于此零件需要控制回彈及零件成形的穩定性,造成邊界調整的空間比較小,在零件下部凹圓角焊縫位置產生開裂,產品CAE分析圖如圖3所示。通過對產品結構及材料流動分析發現,零件的深度(H)、拐角處圓角(R)的大小及焊縫距拐角圓弧的距離(L)三個因素對焊縫開裂產生影響。通過不同設計條件下的CAE分析,得出三者對焊縫開裂的影響規律。針對TR380/590級別的高強鋼,當L>75R/H時,成形過程中可以避免焊縫開裂,其中L為拼焊縫距拐角圓弧的距離,R為拐角圓弧的大小,H為拐角處產品的高度,如圖4所示。

圖2 工藝過程圖

圖3 CAE分析圖
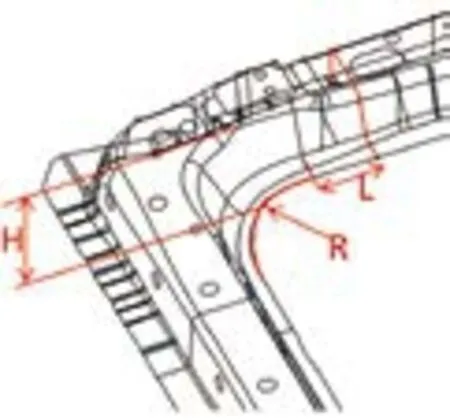
圖4 L、H、R位置示意圖
R角的大小及H的高度對車身結構功能有影響,L的距離對車身強度有影響,產品依據工藝的反饋對加強板的角部結構及焊縫的分割進行優化。在保證L>75R/H的前提下,側圍加強板深度增加10mm左右,角部R約95mm,從圖5的CAE分析結果可以看出,垂直焊縫切向應變值最大分別為①0.295、②0.163、③0.236。從圖6的FLD圖中可以看到,應變最大的點都在安全區間內。

圖5 CAE分析應變圖

圖6 FLD圖
調試生產驗證
在模具廠家調試階段,嚴格按照CAE分析時材料的流動狀態控制材料流動,實際的材料流動量與CAE分析基本一致,調試后拼焊縫未產生開裂。側圍加強板模具在返廠后進行批量驗證時,凹圓角附近焊縫多處出現開裂問題,現場零件缺陷圖如圖7所示。
通過對比發現,模具廠家調試用板料是通過方料拼焊后激光切割出來的,相鄰兩塊鋼板拼焊位置過渡平整,沒有內凹缺陷產生;而模具返廠后用板料是由5塊板料經過排樣沖裁后再拼焊在一起的,相鄰兩塊鋼板激光拼焊處存在5mm填充不飽滿區域及段差(圖8),這樣就使得拉延成形過程中,焊縫位置存在應力集中,產生開裂風險。

圖7 現場零件缺陷圖

圖8 模具返廠后板料焊縫狀態
通過對與現場板料狀態相似的焊縫端部板料邊界(圖9)進行CAE模擬分析,分析結果如圖10所示,在凹圓角附近焊縫發生開裂,與實際批量生產時出現的開裂位置一致。同時經過與鋼廠確認,此區域發生的開裂是激光拼焊工藝產生的固有缺陷無法消除,符合歐洲激光拼焊標準。

圖9 模擬焊縫端部板料邊界放大圖
圖10 CAE分析結果
現場對激光拼焊板料進行人工打磨焊縫位置,將焊縫端頭5mm處不飽滿區域打磨掉,同時將打磨處板料線圓滑過渡。通過生產驗證,開裂問題消除。但由于打磨對環境造成污染,打磨下來的屑料污染設備,成形過程會加速模具TD層的磨損,且人工打磨焊縫端頭存在打磨狀態不一致等問題,需要制定行之有效的解決方案。最后通過增加一套焊縫端頭沖裁落料模具,將焊縫端頭5mm處不飽滿區域沖裁掉。經過大批量驗證,徹底解決焊縫端頭開裂問題,如圖11所示。

圖11 現場零件圖片
結論
本文結合實際生產,成功解決O形件高強鋼拼焊板焊縫開裂問題。同時給出了拼焊縫沖壓開裂問題的分析及解決方法,以及為現場調試或生產的類似問題給出解決思路。
⑴針對O形零件TR380/590級別的高強鋼拼焊板,零件成形時角部垂直于焊縫的切向應變值較大,需要拼焊板斷面有足夠的抗切向應力能力,以免造成邊界撕裂。高強鋼的擴孔率偏低,在拐角位置成形沒有問題的情況下,要保證L>75R/H關系,可以避免焊縫開裂。
⑵在激光拼焊位置存在5mm焊接不飽滿區和段差,導致O形件在圓弧處焊縫開裂敏感性增加,焊接不飽滿區是目前激光焊接工藝固有的缺陷,無法消除,因此,在O形件高強鋼拼焊板零件設計時,焊縫位置靠近圓角區無法避免,工藝設計時考慮增加焊后沖裁工序,將5mm不飽滿焊縫區沖掉,從而解決激光拼焊縫開裂問題。

楊大宇,工程師,技術部沖壓技術科側圍組組長,主要從事汽車大型覆蓋件沖壓模具的設計開發及生產準備工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
電子制作(2018年18期)2018-11-14 01:48:24
制造業自動化(2017年2期)2017-03-20 14:26:13
山東工業技術(2016年15期)2016-12-01 05:31:22
設備管理與維修(2015年12期)2015-04-09 06:57:24
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
