數控轉塔沖床送料加速度的智能調節技術探討
2017-12-22 06:55:37卞正其
鍛壓裝備與制造技術 2017年4期
關鍵詞:系統
王 亮,卞正其
(江蘇揚力數控機床有限公司,江蘇 揚州 225009)
數控轉塔沖床送料加速度的智能調節技術探討
王 亮,卞正其
(江蘇揚力數控機床有限公司,江蘇 揚州 225009)
隨著智能制造時代的到來,客戶對數控轉塔沖床的效率要求越來越高,而提高送料的加速度和最大速度是最好的方式。一般常見沖床的加速度均為固定不變的,導致機床在運行過程中無法完全發揮其應有的特性。本文通過循序漸進的方式對加速度的智能調節技術進行了分析研究。
數控轉塔沖床;加速度;智能調節;動態響應
1988年國內研制出第一臺機械式數控轉塔沖床,1997年研制出第一臺液壓式數控轉塔沖床,2005年國內研制出全電伺服數控轉塔沖床,從中可清晰地看到數控轉塔沖床的發展趨勢與脈絡。全電伺服數控轉塔沖床的出貨量表明其已明顯吞噬了液壓式數控轉塔沖床的市場。
數控轉塔沖床的沖壓速度一直在提升,且變得更加節能。而當沖壓速度提升到一定階段后,送料速度的提升就變得更加重要。對于客戶來說,其效率主要體現在送料的加速度上。
數控轉塔沖床的送料軸一般由X、Y兩個軸組成,這兩個軸組成一個平面軸。機床橫梁上的夾鉗夾持著板料沿X、Y方向運動,通常機床調試完成后,電機運行相關參數即固定下來。由于板料尺寸及材質不同,且整料在加工過程中會變得越來越輕,這就導致了平面軸電機的負載時刻變化。當板料在整個負載的占比較大時,現有固定的電機參數將不可能時刻處在最佳調試狀態。為此,通過系統對電機的動態控制來充分調整當前的平面軸電機特性,使電機處于高效、穩定運行狀態。
1 基本數據分析
如果夾鉗夾持板材的重量不同,則電機的工作特性不同,加減速效果也就不同。此種智能調節可分成兩部分解決:其一通過子程序進行整板重量的計算,從而解決因板材大小、厚度、材料不同而導致的負載變化特性;其二通過系統二次開發或者外部軟件實時計算剩余板料的重量,在機床運行過程中快速實時地對負載變化進行響應,實時更改加速度。
1.1 上料板料重量計算
確定板材的材質,查看密度表,可知板材密度。系統根據編程板材尺寸計算整個板材的重量,根據長(l)、寬(w)、高(h)及材料密度(t),計算出加工前板材的重量W=l×w×h×t。材料密度重量參見表1。
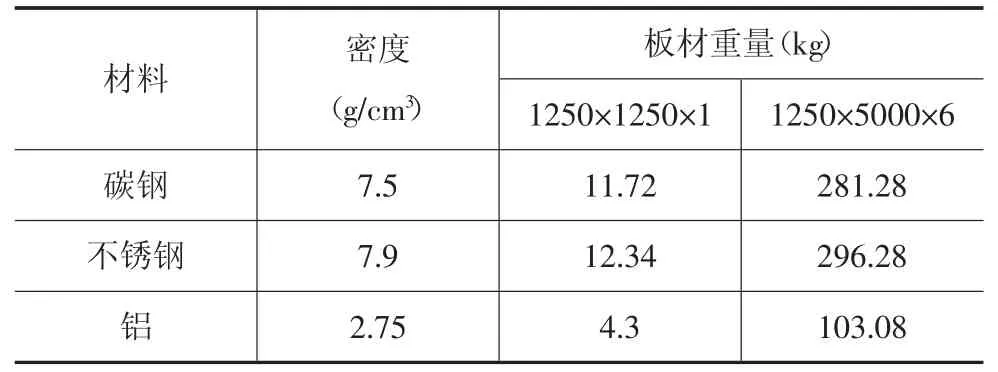
表1 材料密度重量表
1.2 剩余加工板料重量計算
如表2所示,列出常用模具加工面積的簡易計算公式,這些數據可在用戶操作頁面輸入系統,系統可通過X、Y尺寸自動計算出模具的加工面積。對于特殊的模具,用戶可自行計算后輸入系統。常用沖模尺寸計算如表2所示。
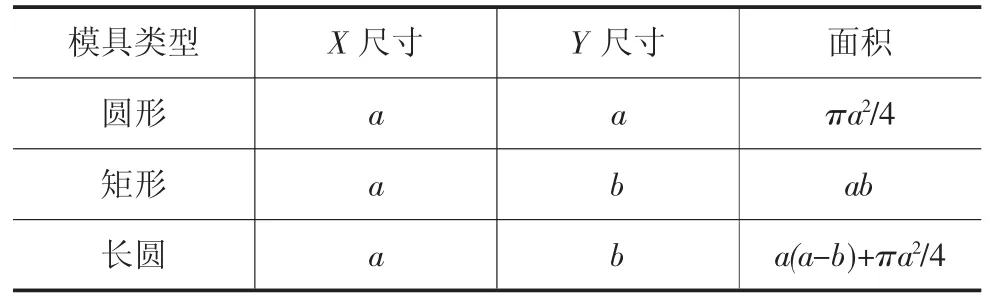
表2 常用沖模尺寸面積計算
由此,可實時計算剩余板料的重量,即夾持的板材的實際重量sW=W-w1-w2-……,w1、w2……表示沖切下的廢料重量。
1.3 加速度分段
通過計算各關節的慣量得出總慣量。絲杠J1、聯軸器J2、橫梁或者拖板的重量J3以及板材的重量J4,計算出轉動慣量J=J1+J2+J3+J4。常見數控轉塔沖床的橫梁重量區間為 400~1000kg,拖板重量區間為60~300kg,板材的重量區間為 11~300kg,再考慮實際板材的利用率并不能達到100%,沖裁率一般不會超過50%,可計算得出剩余板料的重量大約區間為5~300kg之間。
板材重量+板材摩擦力在整個負載變化中所處的比重不算太大,這為加速度的參數調整分段處理提供了依據。經過對板材重量的統計與測試得出,50kg作為一個單位進行分段比較合理,這樣就可以把重量分段成300(最大重量)/50+1=7段,能有效保證機床沖壓運行的穩定性,又能讓加速特性充分發揮出來。
2 實現分析
2.1 沖壓前調節
上料板材的重量可通過子程序計算得到,然后對重量進行判斷后,把設定好的加速度參數通過指令賦值給相應的加速度參數。對于沖床上常用的SIEMENS840D SL系統,可以通過子程序對ACC[X]、ACC[Y]參數實時寫入,進行加速度的賦值。對于沖床上常用的FANUC0iPD系統,可以通過子程序使用G10L52指令對各分段參數進行實時修正。加速度相關的分段參數有:時間常數T1,時間常數T2。T1的分段參數是 6171~6177,T2的時間常數是 6191~6197。
2.2 沖壓后調節研究
通過沖壓模具尺寸及沖壓位置來計算沖下廢料的重量。可通過兩種途徑處理:其一,通過編程軟件計算,每減少一個單位的重量,輸出一行數據賦值給系統變量;其二,系統開發實時計算板材的剩余重量。
通過軟件計算剩余板材重量,采用去料的方式進行沖切剩余計算。這種方法相對比較簡單,只要根據沖切下的廢料就能計算出剩余的板材重量,但缺點是手動修改程序困難,亦即不適合手動編寫程序或者修改程序。使用這種編程軟件的方式去計算剩余加工板料的重量必須要與軟件公司合作完成。
如果通過系統計算剩余板料的重量,需要對常用的FANUC、SIEMENS系統做二次開發,二者均不開放源代碼,故在系統上做深入的二次開發比較困難,而機床制造商僅能夠做些簡單的二次開發。此時,使用工控機系統進行控制的優勢就體現出來。工控機的開放性好,可根據需要編寫自己特有的程序。通過系統計算板料剩余重量就不會對程序有影響,不需要編程軟件輸出一行數據賦值給系統變量,但系統需要記憶板材的沖切狀態。如果機床設計了程序同步模擬功能,則這個狀態可以調用它進行計算數據,無需單獨編寫程序。
3 智能調節的優點分析
由轉動慣量定理,扭轉力矩
式中:J——轉動慣量;
β——角加速度。
電機負載慣量大,則啟動加速度就很小,負載慣量小則加速度可以調很大。如圖1所示,常規非智能調節加速度的變化曲線在輕負載運動過程中,始終按照固定設定加速度運行,不能充分發揮電機的加速特性。而對加速度智能調節后,在輕負載運行中充分發揮了電機的特性。

圖1 負載-加速度曲線
如果對每一種分段進行電機優化與參數設定,則設計后的調試工作將耗時較多。但一旦優化、調整、固化后,批量調試將得到很好的保證。當總重量與某分段匹配后,實時載入匹配的電機參數,直接把加速度調整到最佳狀態。
4 總結
智能調節加速度的研究與實施拓展了功能應用空間。可以對數控轉塔沖床的加工模式拆分成兩種:一種是高精度加工模式,可給客戶加工產品提供最好的精度,該模式下可稍微犧牲速度或者加速度;另一種是極速模式,精度可放寬至±20s,犧牲精度,保證機床能夠最快運行。
[1]呂明明,王平江.高速轉塔沖床專用數控系統的研究及開發[J].組合機床與自動化加工技術,2011,(5):45-46.
[2]宋麗麗,左國磊,俞炅宇,等.沖裁速度對電機定轉子鐵芯沖裁斷面質量影響規律研究 [J].鍛壓裝備與制造技術,2016,51(6):90-94.
[3]楊玉杰.基于FM352的數控模鍛錘速度位置測量系統[J].鍛壓裝備與制造技術,2016,51(3):74-75.
[4]李 磊,黃梓瑜,李 剛.Simulink PLC Coder在貝加萊運動控制系統中的應用[J].儀表技術,2011,(6):59-61.
Discussion about intelligent control technology of feeding acceleration for CNC punch press
WANG Liang,BIAN Zhengqi
(Jiangsu Yangli CNC Machine Tool Co.,Ltd.,Yangzhou 225009,Jiangsu China)
With the advent of the intelligence era,the efficiency demand for CNC turret punch press by customer is getting higher and higher.The increase of feeding acceleration and maximum speed is the best way to improve the efficiency.Normally,the common acceleration of the punch press is fixed and constant,which causes the machine can't fully exert its characteristics.The gradual approach has been adopted to analyze and study the intelligent control technology for the acceleration in the text.
CNC punch press;Acceleration;Intelligent control of acceleration;Dynamic response
TG385.1
B
10.16316/j.issn.1672-0121.2017.04.004
1672-0121(2017)04-0016-03
2017-02-14;
2017-04-25
2015年揚州市科技成果轉化項目資助(YZ2015128)
王 亮(1980-),男,電氣工程師,從事數控鈑金加工設備研究設計。E-mail:110888088@qq.com
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
