細長軸類零件徑向圓跳動測量數據處理方法研究
2017-12-24 17:30:48趙子建萬文松
鍛壓裝備與制造技術 2017年5期
關鍵詞:測量
翟 華 ,趙子建 ,萬文松 ,3
(1.合肥工業大學 工業與裝備技術研究院,安徽 合肥 230009;2.合肥工業大學 機械與汽車工程學院,安徽 合肥 230009;3.航空結構件成形制造與裝備安徽省重點實驗室,安徽 合肥 230009)
細長軸類零件徑向圓跳動測量數據處理方法研究
翟 華1,2,3,趙子建1,萬文松1,3
(1.合肥工業大學 工業與裝備技術研究院,安徽 合肥 230009;2.合肥工業大學 機械與汽車工程學院,安徽 合肥 230009;3.航空結構件成形制造與裝備安徽省重點實驗室,安徽 合肥 230009)
基于激光位移傳感器三角測量技術,利用摩擦結構驅動軸轉動,結合PLC對測量數據進行處理,在線實現細長軸桿類零件徑向圓跳動測量。經試驗測試,測量精度可達0.05mm,滿足中小直徑軸類零件的非接觸式測量要求。
激光三角測量;徑向圓跳動;數據處理;細長軸
軸類零件圓跳動的測量由手工測量向自動化測量,由接觸式測量向非接觸式測量發展。大多數企業都是通過人工利用量具進行接觸測量,其測量精度低,速度慢,易受人工因素影響,且不適用在線檢測[1]。
本文提出利用紅色激光位移傳感器三角測量原理,結合三圓定心機構對軸類零件定心,實現細長軸桿類零件徑向圓跳動的光電非接觸測量,該方法能實現快速高精度測量,適合在線自動化檢測。在CAJ40-2M軸類自動矯直機的實驗驗證能夠滿足徑向圓跳動測量要求。
1 細長軸徑向圓跳動測量
圓跳動國標定義為:被測實際要素繞基準軸線回轉一周,指示器最大讀數與最小讀數差。徑向圓跳動的公差帶為在任一垂直于基準軸線的橫截面內、半徑差等于公差值t、圓心在基準軸線上兩同心圓所限定區域。
忽略軸截面圓度誤差,如圖1所以,Y軸為激光位移傳感器M發出激光束,O為軸截面回轉中心,O1軸圓截面中心,回轉方向如圖示,截面圓半徑R,一次旋轉角度取值為θ,O1O偏心距為e,O1B與A2B垂直。軸回轉一周,傳感器測得以O為回轉中心半徑OAN值,N為測量點數,最大值和最小值差值為軸件徑向圓跳動。
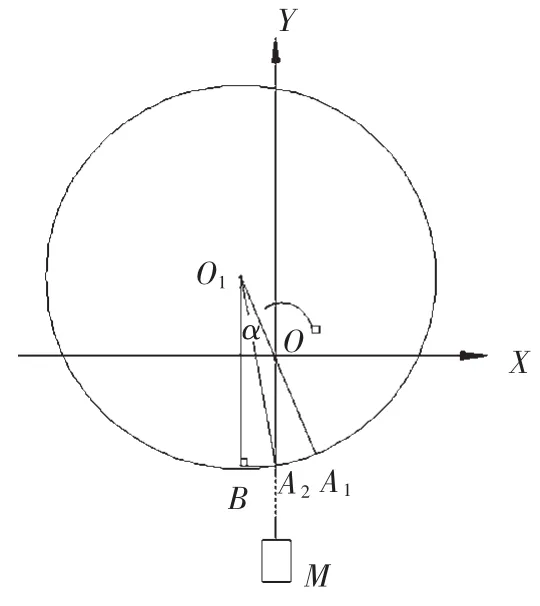
圖1 徑向圓跳動測量示意圖
基于回轉中心O半徑值為:
2 細長軸類零件定心機構
在實際生產中,軸類零件矯直機中細長軸定心回轉要求細長軸的回轉中心線與零件中心重合,滿足軸轉動時徑向圓跳動的位置精度要求,減少測量誤差。
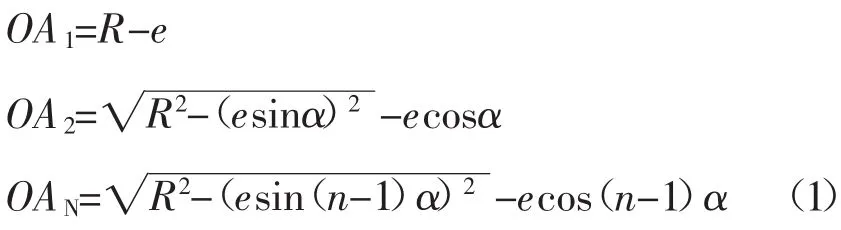
常用無頂針孔軸類工件矯直夾緊定位,通過滾輪與工件摩擦力驅動工件旋轉。滾輪摩擦驅動[2]按動輪布置方式不同分壓緊輪驅動和支持輪驅動兩種,本文選用壓緊滾輪驅動裝置,如圖2所示。
壓緊滾輪驅動方式是在上方驅動滾輪轉動后,通過夾緊力F控制驅動零件旋轉,兩個支撐滾輪為零件旋轉基準支撐。壓緊滾輪驅動機構成對使用,放在被測件兩端。
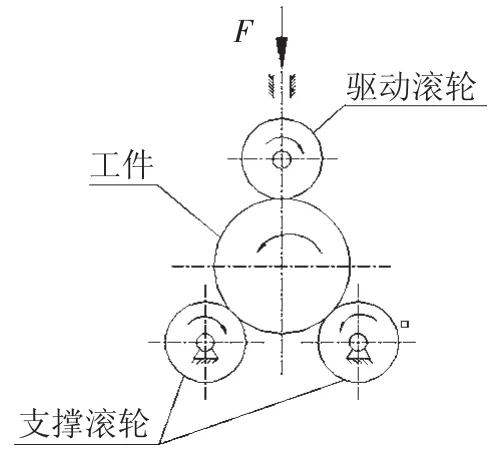
圖2 滾動摩擦驅動裝置簡圖
3 細長軸徑向圓跳動的測量
3.1 輸入信號的濾波處理
本文選用松下HL-G1型紅色半導體激光位移傳感器,直接將模擬量信號輸入西門子S7-1200PLC的CPU中,模擬量信號經過采樣轉化為數字量后進行處理。為消除徑向圓跳動測量過程中的干擾信號而獲得真實的數據,常采用數字濾波處理[3]。PLC中數字濾波方法有:軟件延遲濾波、平均值濾波、中間值濾波和慣性濾波等[4]。
軟件延遲濾波可以提高系統可靠性,通過軟件可設置延時幾毫秒至幾十毫秒,并對同一測量信號多次讀取,結果一致時,才確認有效。本文主要通過軟件進行數字量輸入濾波和模擬量信號數字濾波處理。
均值濾波法在采樣次數越多時,濾波效果越明顯,需綜合考慮采樣時間及控制系統的需要。需對采樣數據進行排序和比較,去掉極值后,求出算術平均值,對消除脈沖干擾和隨機干擾有效。在控制程序中通常選用均值濾波法。
3.2 徑向圓跳動數據采集和處理
3.2.1 數據采集
徑向圓跳動測量的采樣周期須從技術和經濟指標綜合考慮,采樣周期過短,不僅增大CPU負擔,而且增大A/D轉換精度,可能導致和選定的A/D轉換精度不匹配。過分追求高A/D轉換精度變得意義不大[5]。對于本文的激光位移傳感器,適當延長測量周期使其獲得充足的光量,可實現穩定測量。
在PLC控制數據采集系統中,模擬輸入信道均包含在模擬量輸入模塊中。編程直接讀取模擬量連接輸入模塊地址,即可實現模擬量采樣。如圖3為模擬量采集過程中數據顯示圖。
圖3 數據存儲顯示
3.2.2 數據處理
PLC對于模擬量測量范圍、采樣周期和采樣次數均可編程設定[6]。通過PLC函數運算、循環、數據存儲、傳送和轉換等功能,完成圓跳動測量數據分析和處理。如圖4為數據處理模塊圖。
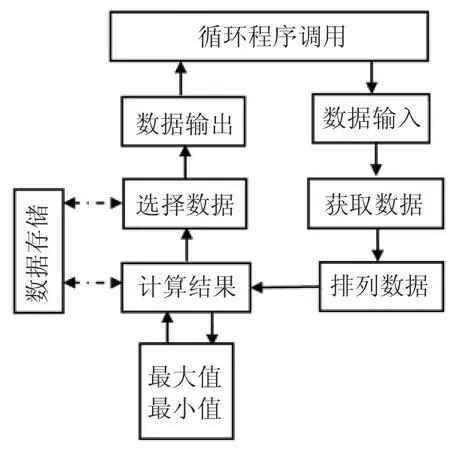
圖4 數據處理模塊結構圖
松下HL-G1型紅色半導體激光位移傳感器,最大輸出功率1MW,分辨率0.5μm,測量范圍±4mm,安裝在被測中心30mm處,入射激光束光斑直徑100μm,采樣周期有 200μs、500μs、1ms、2ms可選擇。每檢測一次,工件轉動一周,激光位移傳感器采集的數據轉化成一維數組存儲在數據塊中,求取數組最大值與最小值之差,得出徑向圓跳動。在同一采樣周期,設置不同旋轉速度V,可調節測量精度。
4 實驗結果
如圖5為徑向圓跳動誤差檢測裝置圖,實驗所采用工件尺寸?14×160mm的鋁合金桿件,表面較光滑,顏色為灰白色。
測量時,確保數據完整性,設置伺服電機帶動工件旋轉超過一圈,每轉動一次,測量結果及時顯示。本實驗選擇傳感器采樣周期2ms,旋轉速度10<V<100(單位mm/s),對工件同一圓截面進行10次測量并記錄結果。用千分表再對同一圓截面進行徑向圓跳動測量,測量值為2.225mm,繪出徑向圓跳動與軸轉速關系如圖6所示。
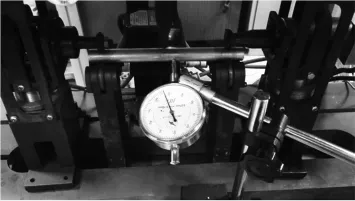
圖5 徑向圓跳動誤差檢測裝置圖
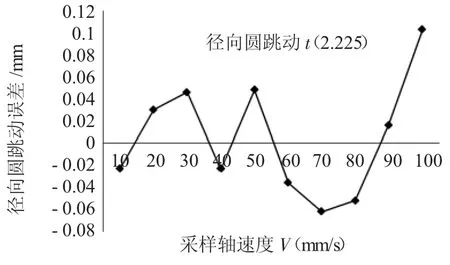
圖6 不同轉速下徑向圓跳動誤差曲線
由圖可知,同一采樣周期,速度越大,徑向圓跳動誤差越大,采樣軸速度 10~50(mm/s),測量誤差0.05mm,采樣軸速度 50~100(mm/s),測量誤差0.1mm。
5 結論
本文采用激光傳感器建立細長軸類零件徑向圓跳動件測量方法,結合PLC對采樣數據進行處理,在線顯示細長軸類零件徑向圓跳動測量值。實驗表明,采樣周期 2ms,采樣軸速度 10~50(mm/s),測量誤差0.05mm。同一采樣周期下,采樣軸速度對徑向圓跳動測量值有影響,速度越大,徑向圓跳動誤差越大。
[1] 周愿愿,等.激光位移傳感器在圓柱度誤差檢測中的應用研究[J].機床與液壓,2016,44(4):119-121.
[2] 楊永賀,等.軸類校直機滾輪摩擦驅動的計算方法[J].工程與試驗,2012,52(1):71-73.
[3] 郭純生.可編程序控制器編程實戰與提高[M].北京:電子工業出版社,2006.
[4] 陳 瑜,王孟效,湯 偉.PLC控制系統中模擬量信號采樣和濾波及其 Step7 語言實現[J].電氣自動化,2006,28(5):68-71.
[5] 尚 麗,張 興.PLC在數據采集和處理中的應用[J].控制工程,2003,10(增刊):61-63.
[6]廖常初.S7-1200PLC編程及應用 [M].北京:機械工業出版社,2010.
[7] 宋 起,單東日.大型軸類工件徑向圓跳動非接觸檢測方法的研究[J].組合機床與自動化加工技術,2015,(8):74-78.
Treatment of measurement data for radial circular run-out of slender shaft parts
ZHAI Hua1,2,3,ZHAO Zijian1,WAN Wensong1,3
(1.Research Institute of Industry and Equipment Technology,Hefei University of Technology,Hefei 230009,Anhui China;2.College of Mechanical and Automotive Engineering,Hefei University of Technology,Hefei 230009,Anhui China;3.Anhui Province Key Lab of Aerospace Structural Parts Forming Technology and Equipment,Hefei 230009,Anhui China)
On the basis of triangulation technology from laser displacement sensor,the friction mechanism has been adopted to rotate the driving shaft.The measurement data has been processed by combination of PLC.The radial circular run-out measurement of slender shaft parts has been achieved on-line.Through test,the measuring accuracy can reach 0.05mm,which can satisfy the non-contact measurement of shaft parts in small and medium diameter.
Laser triangulation measurement;Circular run-out;Data processing
TP274
A
10.16316/j.issn.1672-0121.2017.05.021
1672-0121(2017)05-0070-03
2017-04-24;
2017-06-12
2016年度安徽省科技計劃項目資助(1604a0902129,1604a 0902138)
翟 華(1973-),男,博士,教授,研究院副院長,從事校直工藝理論及設計、液壓系統及元件、現代設計理論及方法等研究。E-mail:jxzhaihuajx@sina.com
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
