北歐寢具用免絎縫色織面料開發
2017-12-25 09:11:09唐仕成陳祥平
紡織科技進展 2017年12期
唐仕成,陳祥平
(1.四川省絲綢科學研究院,四川 成都610031;2.四川省絲綢協會,四川 成都610031)
北歐寢具用免絎縫色織面料開發
唐仕成1,陳祥平2
(1.四川省絲綢科學研究院,四川 成都610031;2.四川省絲綢協會,四川 成都610031)
利用國產劍桿織機開發北歐寢具用全棉色織面料,通過原樣分析確定織物組織、經緯密度、經緯紗線的最佳配置參數,以及厚重織物紗線染色、特寬幅拼軸織造、絞邊處理、坯布修織、煮練漂洗、緯斜緯弧等最佳生產工藝技術,實現了北歐寢具用紡織品免絎縫、國產化,保持北歐寢具的外觀風格、使用功能,并符合國內消費市場需求。
北歐寢具;免絎縫;色織;闊幅織物
21世紀初隨著席夢思床墊在我國家庭的普及和風靡,改變了國內消費者認為使用傳統硬板床才不會導致骨質增生、椎間盤突出等腰椎疾病的固封觀念,軟體床、水床、沙發床等國外柔軟舒適的寢具相繼被引進國內。北歐軟體床獨具的韌性柔軟、舒適溫暖、實用簡潔、自然環保、透氣性好等特質受到國內消費者青睞。為滿足北歐寢具用紡織品國產化需求、開發國內消費市場,在分析北歐寢具用面料原樣基礎上,綜合國內消費需求、軟體床生產工藝、色織紗線準備工藝和闊幅面料織造技術,利用國產劍桿織機開發了厚重特寬幅全棉色織面料,逐步形成了符合國內紡織企業實際生產條件、可規模化生產的寢具用色織面料免絎縫工藝技術,保持了北歐寢具的外觀風格、使用功能和透氣舒適性能,填補了國內北歐寢具用免絎縫色織面料的技術空白。
1 北歐軟體床
北歐因冬季漫長、嚴寒,夜長晝短,北歐人對寢具的研究深入獨到,制作工藝考究,風格嚴謹樸素,同時帶有一絲輕松的雅致[1],注重使用生態天然材質、重視舒適實用功能開發,其軟體床的床墊、床框、床腳自成一體,結構簡潔。北歐軟體床按照床的寬度尺寸和單雙人使用分類,常規尺寸有80×200、90×200、100×200、120×200、150×200(cm×cm),用80×200、90×200、100×200(cm×cm)尺寸的單人床可組合成160×200、180×200、200×200(cm×cm)尺寸的雙人床。床架、床框、床腳采用實木材料,床網用各種彈簧和彈簧邊框組合成型,疊放在尺寸相同的木質床框上,床網上襯墊天然乳膠或泡沫,再用紡織品面料包覆床體。包覆床體的面料以梭織面料為主,床面中間拼嵌有彈性較好的針織面料,針織面料上織有以商標或制造商Logo為主的提花圖案,包覆面料為全棉色織面料與無紡布絎縫后的合成體,我們開發的厚重特寬幅全棉色織面料就是用于替代這個絎縫合成體。
2 原樣分析
進口的北歐寢具軟體床所用的面料是全棉色織緯向條紋面料(簡稱原樣),外觀呈緯向藍白顏色間隔條紋,一個完整循環的條紋間距約4 cm。
2.1 原料
原料成分100%棉;經線JC18.2 tex×2;緯線C58.3 tex。
2.2織物組織
4/1經面右斜紋,邊組織為3/2重平,組織結構如圖1所示。
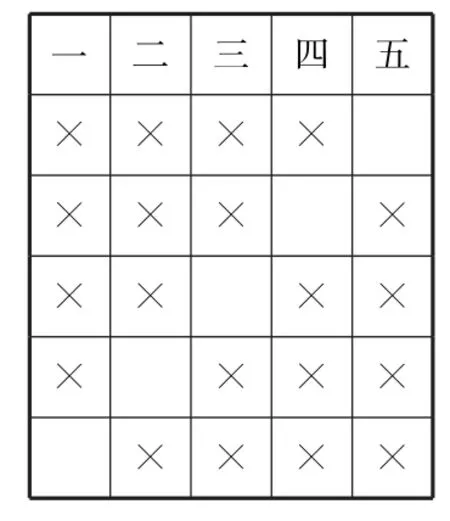
圖1 原樣組織結構圖
2.3 成品規格
經密356根/10 cm;緯密181根/10 cm;內幅幅寬200 cm;平方米克重250 g/m2。
2.4 緯線排列
一個完整循環的緯線排列為72根藍白色紗間隔排列,如表1所示。
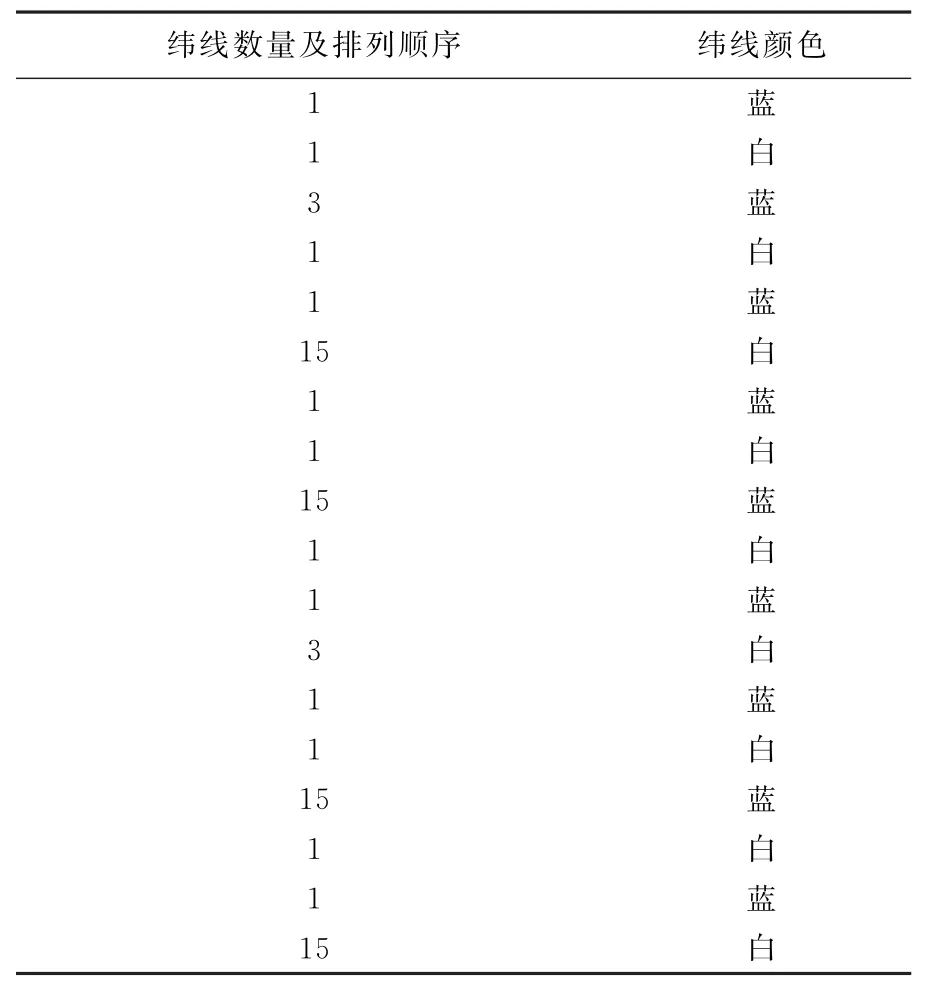
表1 原樣緯線排列圖
3 免絎縫面料開發
軟體床包覆面料采用全棉色織面料與無紡布絎縫的合成體,目的是為了增加面料的厚度,但在合成體的絎縫生產中,經常出現緯斜、條紋歪曲、絎縫線不整齊和跳線斷頭、布面二次污染、布頭拼接浪費大、用料和人工成本高等問題。我們通過織物組織、原材料、經緯密度和經緯紗線的優化搭配等,在國產劍桿織機上進行了特寬幅拼軸織造、絞邊處理、坯布修織、煮練漂洗掉色、緯斜緯弧防止等關鍵生產技術探索,確定了最佳生產工藝參數,開發出厚重特寬幅全棉色織緯向條紋面料(簡稱免絎縫面料),實現了北歐寢具用色織面料免絎縫、國產化。
3.1 組織結構
為保持織物具有較好的延伸性、回復性和透氣性,維持北歐寢具外觀風格,減少改機裝造工序,織物組織采用與原樣相同的4/1經面右斜紋組織,邊組織采用與原樣相同的3/2重平組織。
3.2 原料選擇
經過比選,確定將經緯原料紗線號數在原樣紗線的基礎上增加一倍。
經線C36.4 tex×2;緯線C58.3 tex×2,即采用原樣緯線的股線。
3.3 緯線排列
篩選出一個緯循環的緯線數量為52根,使一個緯循環的緯向條紋間距與原樣保持不變。緯線號數增加一倍后的排列,如表2所示。

表2 免絎縫面料緯線排列
3.4 工藝流程
生產工藝流程如圖2所示。
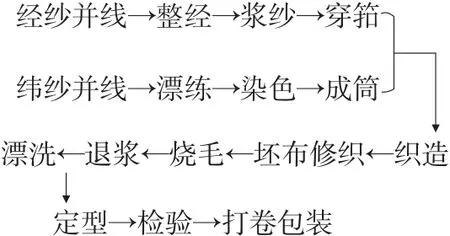
圖2 免絎縫面料生產工藝流程圖
3.5 主要規格參數
3.5.1 上機織造參數
經密200根/10 cm;緯密130根/10 cm;筘號100筘片數/10 cm;筘幅220 cm;穿筘數2入;綜框數10;穿綜法順穿;邊經根數28×2根;絞邊根數6×2根;織造方法反織。
3.5.2 成品規格
經密220根/10 cm;緯密130根/10 cm;內幅幅寬200 cm;平方米克重350 g/m2。
3.6 關鍵技術
3.6.1 雙軸拼幅織造
國產GA747型劍桿織機的價格低廉,維修方便,在國內普及率較高。為能夠在國內生產企業廣泛推廣應用北歐寢具用免絎縫色織面料生產技術,我們選擇了擁有GA747型劍桿織機、沒有配備特寬幅整經機的協作工廠,同國內大多數生產企業一樣采用雙軸拼幅織造。為防止面料中縫色差的產生,需要在整經、漿紗、織造各工序嚴格控制經紗張力,確保上機的2個織軸經紗張力一致,采取重量相同的2只空軸配對編號使用,整經卷繞長度一致、經軸重量一致,漿紗和上機織造按順序配對上軸,送經機構左右織軸張力調節一致等技術保障措施。
3.6.2 絞邊處理
布邊是織物的重要組成部分,用來保持織物邊部平整。投產初期,按照常規面料的織造方法,對絞邊沒有做特別調整,織造過程中出現破邊、緯縮、緯紗斷頭等疵點和問題,嚴重影響了生產效率,機修工、保全工對絞邊器、絞邊紗張力、緯紗剪刀、邊撐刺環等各個環節都做了檢查和調試,始終沒有找到問題產生的原因。經上機觀察和分析,發現常規面料比較輕薄,使用的絞邊線是4根C18.2 tex×2股線,而免絎縫面料是原樣的加厚型,緯線原料粗細增加了一倍,4根絞邊線握持不住,導致停臺率高。通過比較篩選,確定絞邊線增添為6根C18.2 tex×2股線為最佳,既能握持住緯線、又不浪費原材料。
3.6.3 坯布修織
劍桿織機車速快、入緯率高,織造過程中產生的異纖、缺紗、雙紗、緯縮、經縮、粗紗、細紗、粗結頭等疵點,要在坯布下機后驗布時做修織處理。坯布修織需要注意四方面:一是要用與緯線粗細適宜的織補針、鑷子等工具將異纖、雙紗等從紗線中挑撥出頭、輕輕拉出,異纖、雙紗長度較長的要分段修補;二是要對應織物組織點用織補針把缺紗部分的紗線做修織,并將織補紗線的頭尾端都要留在面料背面,頭尾端留出的長度要超出一個組織循環的長度,并用適宜的鐵木梳順著織補紗線方向梳刮好;三是粗結頭、緯縮圈、經縮圈、紗線雜質等較大的疵點不能直接剪切,容易造成漂洗后出現破洞,要用織補針或鑷子等工具將其整理到坯布背面;四是不能將染色或漂白批號不同的緯線用于坯布修織。
3.6.4 煮練漂洗
投產初期,偶爾有一批產品會出現緯線白色橫條紋部分泛紅現象,嚴重影響了產品質量。經對紗線染色所使用染料、固色水洗等分析,排除了原料染色環節的質量因素,發現真正的原因出在染整加工廠,藍色緯線在煮練漂洗中掉色,污染了白色橫條紋部分的緯線,藍色緯線掉色是染整加工廠在漂白過程中對雙氧水濃度的掌握不準確、控制不穩定造成。當初對白色緯線未做深加工處理,以原料方式并線成筒后直接上機織造主要基于兩方面考慮,一是在坯布煮練漂洗中該部分緯線可同經線一起做后處理,二是能節約緯線加工成本、減少加工環節。在后期的產品生產加工中,我們采用將白色部分的緯線做漂白處理,再同藍色緯線一起織造,坯布在染整后處理中只做煮練和輕微漂洗的方法,使問題得到徹底解決。
3.6.5 緯斜緯弧防止
織物緯斜屬于外觀疵點,尤其是條格面料對緯斜緯弧防止的要求更高。特寬幅緯向條紋面料極易產生緯斜、緯弧等問題,在定型打卷時需要在幾個方面嚴加控制。拉幅定型時,一是要保證導布的完整、整齊、牢固、干凈和幅寬夠;二是要控制好面料與導布、面料與面料之間縫頭的對位,確保面料的縫頭在同一條橫條位置;三是要檢查軋輥左右兩側的壓力、光電整緯器的靈敏度和導布輥的調節等情況,嚴格掌握拉斜幅度、超喂量和定型車速,達不到品質要求的面料一定要重新定型。檢驗打卷時,一是布頭用手工卷繞在紙管上時要捋直橫條,確保橫條無錯位;二是要確保紅外線自動對邊功能處于開啟狀態;三是要保持驗布車速均勻,送布速度與卷布速度調節一致,卷取和退卷張力適度,面料成卷的松緊程度不發硬、不松軟,保證卷邊的齊整度。
4 結語
利用國產劍桿織機開發北歐寢具用免絎縫色織面料生產技術,在國內普通紡織企業生產出厚重特寬幅全棉色織緯向條紋面料,減少了面料外加工環節,縮短了寢具生產工藝流程,提高了生產效率,節約了絎縫加工的生產成本,增加了產品優等品率,受到北歐寢具制造商的歡迎,并為北歐寢具進一步拓展國內市場奠定了基礎。
[1] 柳 翰.北歐家具對現代功能主義的繼承與發展之研究[D].長沙:中南林學院,2004.
Development of Non-quilting Yarn-dyed Fabric for Nordic Bedding
TANG Shi-cheng1,CHEN Xiang-ping2
(1.Sichuan Academy of Silk Sciences,Chengdu 610031,China;2.Sichuan Silk Association,Chengdu 610031,China)
The cotton yarn-dyed fabric for Nordic bedding was developed by the domestic rapier loom.Through the analysis of original sample,the organizational structure,warp and weft density,best configuration parameters of warp and weft yarns were selected.The yarn dyeing of heavy fabric,extra-width breadth double axis weaving,wring side processing,fabric repair,boiling and rinsing,weft skew and weft arc and other best production technology were determined.The localization and non-quilting of Nordic bedding textile were realized to maintain the appearance style and use function of the Nordic bedding,and meet the demand of domestic consumption market.
Nordic bedding;non-quilting;yarn-dyed;extra-width fabric
TS106.5
B
1673-0356(2017)12-0032-03
2017-10-30;
2017-11-23
唐仕成(1969-),男,高級工程師,工學學士,主要從事紡織品設計和新品種開發,E-mail:392379903@qq.com。
