基于增材制造的30CrMnSiA高速風(fēng)洞試驗(yàn)?zāi)P驮O(shè)計(jì)及流固耦合分析研究
2017-12-26 01:37:05洪興福王林志
實(shí)驗(yàn)流體力學(xué) 2017年6期
洪興福, 葉 成, 王林志
(1. 中國空氣動(dòng)力研究與發(fā)展中心, 四川 綿陽 621000; 2. 中國科學(xué)院 重慶綠色智能技術(shù)研究院, 重慶 400714)
基于增材制造的30CrMnSiA高速風(fēng)洞試驗(yàn)?zāi)P驮O(shè)計(jì)及流固耦合分析研究
洪興福1,*, 葉 成1, 王林志2
(1. 中國空氣動(dòng)力研究與發(fā)展中心, 四川 綿陽 621000; 2. 中國科學(xué)院 重慶綠色智能技術(shù)研究院, 重慶 400714)
增材制造技術(shù)可針對(duì)任意復(fù)雜形狀的零件進(jìn)行加工,制造周期和成本較低,具有傳統(tǒng)機(jī)械切削加工所不具備的獨(dú)特優(yōu)勢,在風(fēng)洞試驗(yàn)?zāi)P椭圃熘芯哂袕V泛的應(yīng)用前景。針對(duì)高速風(fēng)洞模型加工中常用的30CrMnSiA材料,開展了金屬粉末制備、檢測及材料試件的制造研究,在此基礎(chǔ)上,利用測試件數(shù)據(jù)作為材料性能輸入?yún)?shù),結(jié)合增材制造工藝,設(shè)計(jì)了機(jī)翼為中空結(jié)構(gòu)的AgardB模型,利用Ansys有限元分析軟件,進(jìn)行了該模型流固耦合仿真分析,并開展了優(yōu)化設(shè)計(jì),結(jié)果表明,中空機(jī)翼的模型結(jié)構(gòu)能夠滿足高速風(fēng)洞試驗(yàn)要求。
增材制造;高速風(fēng)洞;模型;流固耦合;Ansys仿真;金屬粉末
0 引 言
高速風(fēng)洞試驗(yàn)?zāi)P蜑榻饘倌P停圃炀纫蟾撸L(fēng)洞試驗(yàn)時(shí)經(jīng)常需要對(duì)模型的某個(gè)部件進(jìn)行快速補(bǔ)加工或修復(fù),對(duì)中空、異型模型加工有急迫的需求,而傳統(tǒng)機(jī)械加工已經(jīng)無法滿足這些特殊要求。
增材制造(Additive Manufacturing)技術(shù),又叫3D打印(3D Printing),是一種全新的制造技術(shù),采用離散/堆積成型原理,通過三維至二維的轉(zhuǎn)化,可針對(duì)任意復(fù)雜形狀的零件進(jìn)行加工,制造周期和成本較低,具有傳統(tǒng)機(jī)械切削加工所不具備的獨(dú)特優(yōu)勢[1],在高速風(fēng)洞試驗(yàn)?zāi)P图庸ぶ芯哂袕V泛的應(yīng)用前景。
現(xiàn)在應(yīng)用最為廣泛的增材制造技術(shù)包括激光近凈成形(LENS)、電子束熔融(EBM)、激光選區(qū)燒結(jié)(SLS)、激光選區(qū)熔融(SLM)等成型技術(shù),各成型技術(shù)的特點(diǎn)如表1所示[2-8]。
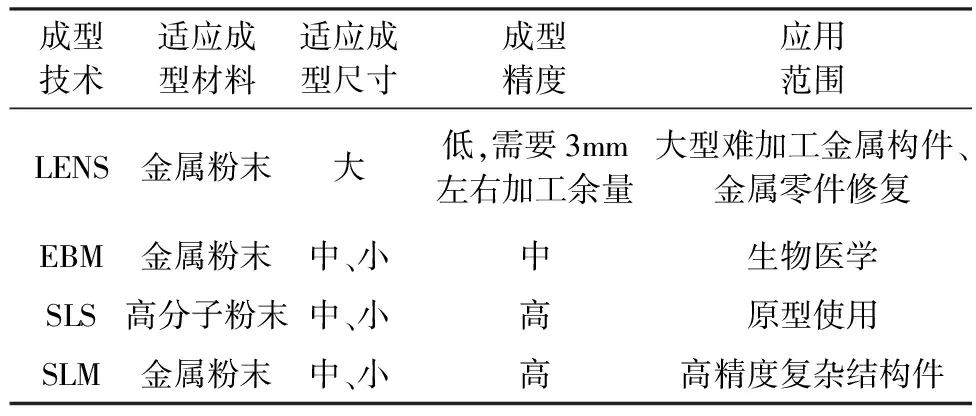
表1 常用高能束增材制造技術(shù)特點(diǎn)對(duì)比Table 1 Comparison of commonly used high energy beam additive manufacturing technologies
當(dāng)前,在非金屬風(fēng)洞試驗(yàn)?zāi)P蜕系难芯枯^多,但非金屬增材制造模型不適用于高速風(fēng)洞高馬赫數(shù)、高沖擊載荷狀態(tài)[9-13],而金屬增材制造技術(shù)在高速風(fēng)洞試驗(yàn)?zāi)P椭圃熘醒芯砍晒^少,尚處于起步階段, 全面系統(tǒng)的研究成果更少,中國空氣動(dòng)力研究與發(fā)展中心高速所在2015年開展了一次金屬模型增材制造,但模型尺寸誤差和粗糙度不能滿足風(fēng)洞試驗(yàn)的要求。
當(dāng)前,增材制造技術(shù)仍然需要在制造件的強(qiáng)度、剛度、疲勞性能、微觀組織結(jié)構(gòu)等方面開展深入的研究[14],為此,針對(duì)高速風(fēng)洞模型制造要求的精度高、結(jié)構(gòu)件復(fù)雜、強(qiáng)度剛度要求高等特點(diǎn),本文選擇激光選區(qū)熔融(SLM)技術(shù)作為研究對(duì)象(其成型原理見圖1),采用模型加工中常用的30CrMnSiA作為制造材料,通過對(duì)增材制造技術(shù)工藝的研究,利用增材制造測試件數(shù)據(jù)作為材料性能輸入?yún)?shù),結(jié)合增材制造工藝,設(shè)計(jì)了傳統(tǒng)機(jī)械加工無法制造的中空機(jī)翼結(jié)構(gòu)AgardB模型,利用Ansys有限元分析軟件,進(jìn)行了該模型流固耦合仿真分析,并開展了優(yōu)化設(shè)計(jì),得到了能夠滿足高速風(fēng)洞試驗(yàn)要求的增材制造數(shù)模,為下一步開展風(fēng)洞試驗(yàn)驗(yàn)證奠定了基礎(chǔ)。
1 30CrMnSiA粉末制備及性能測試
1.1 粉末制備
姚妮娜、彭雄厚等開展了不同粉末顆粒增材制造研究,得出了滿足增材制造技術(shù)的金屬粉末必須具備粒徑細(xì)小、粒度分布窄、球形度高、流動(dòng)性好和松裝密度高等要求[15]。制造金屬粉末的工藝有很多種,一般對(duì)于合金采用霧化法工藝,該工藝是通過機(jī)械的方法使金屬溶液粉碎成尺寸小于150μm的顆粒。本文利用真空氬氣霧化法制造基礎(chǔ)粉末顆粒,采用射頻等離子體技術(shù)對(duì)基礎(chǔ)粉末進(jìn)行進(jìn)一步球化,其設(shè)備及原理如圖2和3所示。通過射頻等離子體球化技術(shù)形成的粉末材料前后對(duì)比如圖4所示。
1.2 粉末性能測試
在粉末材料制備完成后,主要開展粉末粒度成分、粒度分布范圍及流動(dòng)性測試,其粒度成分測試結(jié)果如表2所示。從表中可以看出,球化粉末成分基本符合國標(biāo)范圍,氧含量低于同類進(jìn)口粉(同類進(jìn)口粉氧含量一般大于500ppm)。
粒度分布如圖5所示,從圖中可以看出,粒度分布集中在10~90μm,且屬于正態(tài)分布,中位直徑約38μm,符合試件制造要求。

表2 30CrMnSiA球化粉末與鍛件材料成分對(duì)比Table 2 Composition comparison of spheroidal 30CrMnSiA powder and forging material
Fig.4ComparisonofsphericalpowdermicrostructureformationofRFplasmaspheroidizationtechnology
Fig.5Particlesizedistributionof30CrMnSiAspheroidizationpowder
隨后對(duì)粉末流動(dòng)性進(jìn)行了測試,如圖6所示,粉末材料流動(dòng)性較好,能夠開展試件增材制造。
2 試件制造及性能測試
為確保風(fēng)洞試驗(yàn)?zāi)P驮霾闹圃熨|(zhì)量,開展了制造工藝研究,主要包括粉末層厚、掃描線間距、掃描速率、掃描點(diǎn)距、掃描路徑設(shè)計(jì)、曝光時(shí)間、激光功率等,通過前期研究,對(duì)粉末層厚、掃描線間距、掃描速率、掃描點(diǎn)距、掃描路徑設(shè)計(jì)固定不變,調(diào)節(jié)激光曝光時(shí)間(50、70、90、110、130和150μs)和激光功率(150、160、170、180、190和200W)。進(jìn)行了3版試制造,通過逐步縮小工藝范圍,確定了最終工藝條件,具體如圖7~10所示。
對(duì)增材制造件開展相對(duì)致密度分析,與樣件進(jìn)行對(duì)比,增材制造試件相對(duì)致密度在95%以上,最高相對(duì)致密度可達(dá)到99.5%以上,顯微硬度(HV)達(dá)到500,大于鍛件的350,如圖11所示,相對(duì)致密度符合要求。
Fig.11Relativedensityofadditivemanufacturingtestspecimenmadebydifferentlaserpowersandexposuretimes
在對(duì)試件表面吹掃完和初步打磨后,表面粗糙度Ra為2.603μm(見圖12),而風(fēng)洞試驗(yàn)金屬模型要求的表面粗糙度Ra為0.8μm,可以在模型制造完畢后精細(xì)打磨達(dá)到該表面粗糙度要求。通過檢測,測試件制造的尺寸精度達(dá)到0.15mm以上,能夠滿足風(fēng)洞試驗(yàn)?zāi)P椭圃煲蟆?/p>
在確定增材制造工藝后,開展了激光曝光時(shí)間為130μs,功率分別為180、190和200W共3組試件的制造(見圖13),并對(duì)試件進(jìn)行了拉伸性能和斷面形貌測試,測試結(jié)果如圖14、15和表3所示。
從拉伸性能測試結(jié)果可以看出,增材制造試件抗拉強(qiáng)度Rm一般能達(dá)到1500MPa,屈服強(qiáng)度Rp0.2一般能達(dá)到1100MPa以上,其強(qiáng)度性能好于鍛件(鍛件Rm=1080MPa,Rp0.2=835MPa[16]),但斷后伸長率約為6.5%,塑性變形小,屬脆性斷裂,鍛件的塑性變形(斷后伸長率大于10%)性能優(yōu)于增材制造試件。從斷面形貌可以看出,試件屬韌脆混合斷裂形態(tài),韌窩直徑和深度較小,尺寸小于1μm。
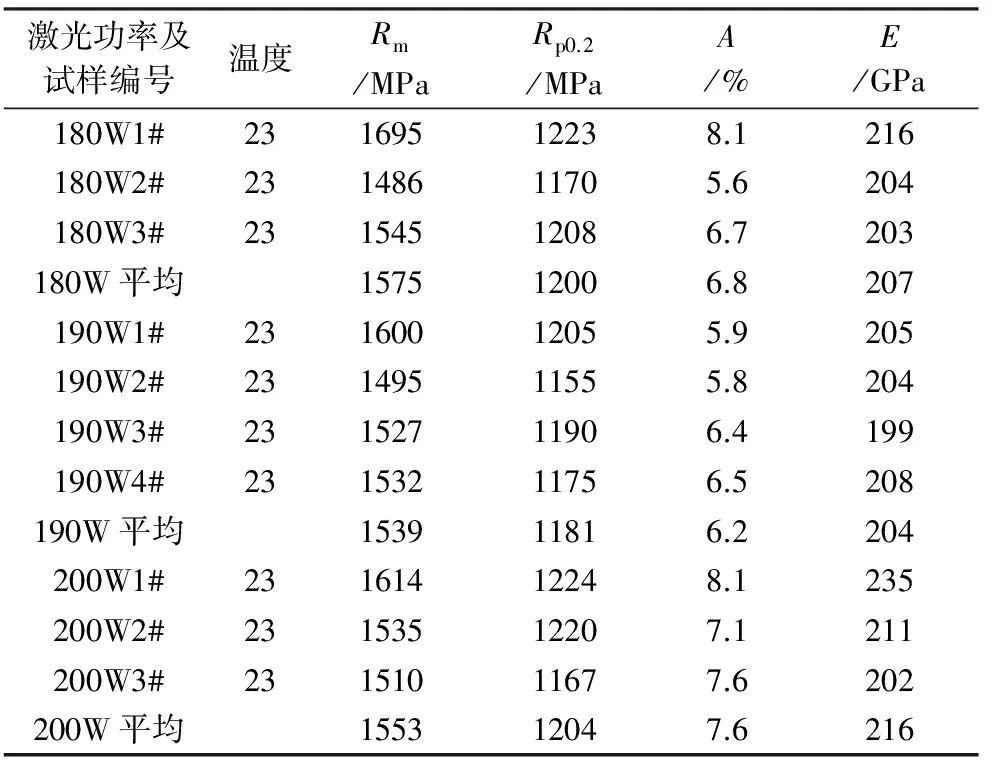
表3 測試件拉伸性能測試結(jié)果Table 3 Tensile properties results of test specimen
通過對(duì)比不同功率條件下的試件拉伸性能及微觀組織變化,確定采用激光功率180W、曝光時(shí)間130μs工藝條件開展AgardB模型的增材制造。
3 增材制造模型設(shè)計(jì)及流固耦合分析
3.1 模型選取
本文選取AgardB模型開展增材制造技術(shù)研究,模型數(shù)模如圖16所示,模型底部直徑為Φ52mm,其中機(jī)身采用傳統(tǒng)機(jī)械加工,材料選用國標(biāo)30CrMnSiA,2個(gè)機(jī)翼采用增材制造技術(shù),材料選用增材制造30CrMnSiA粉末,2種制造條件下材料的性能如表4所示。
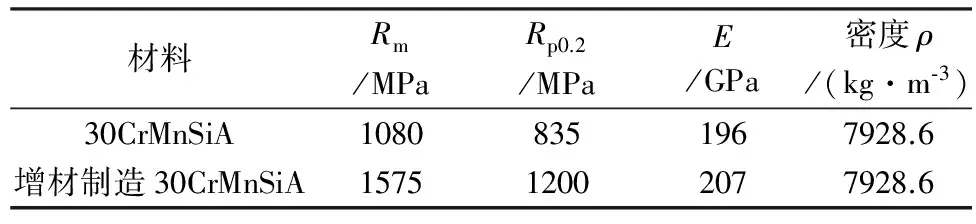
材料Rm/MPaRp0.2/MPaE/GPa密度ρ/(kg·m?3)30CrMnSiA10808351967928.6增材制造30CrMnSiA157512002077928.6
3.2 模型設(shè)計(jì)及流固耦合分析
根據(jù)增材制造工藝要求,機(jī)翼采用中空設(shè)計(jì),如圖17所示,在機(jī)翼壁厚為0.8、1.5mm時(shí),機(jī)翼重量從194.79g減至140.26和176.66g,機(jī)翼減重率分別為28%、9.3%,為選擇最優(yōu)增材制造模型,分別對(duì)實(shí)心機(jī)翼和壁厚為0.8和1.5mm空心機(jī)翼開展流固耦合分析。
3.3 流固耦合分析
3.3.1耦合控制方程[17]
(1)流體控制方程
對(duì)于一般的可壓縮牛頓流來說其守恒定律的控制方程如下:
質(zhì)量守恒方程:
動(dòng)量守恒方程:
能量方程:
式中:t表示時(shí)間;ff是體積力矢量;ρf是流體密度;v是流體速度矢量;τf是剪切力張量;htot表示總焓;λ表示導(dǎo)熱系數(shù);SE表示能量源項(xiàng)。
(2) 固體控制方程
固體守恒方程可由牛頓第二定律給出:
能量方程:
fT=αT·

(3) 流固耦合方程
流固耦合需遵守最基本的守恒原則,因此在流固耦合交界面處,應(yīng)滿足流體與固體應(yīng)力τ、位移d、熱流量q和溫度T等變量的相等或守恒,即滿足以下4個(gè)方程:
式中:下標(biāo)f表示流體,下標(biāo)s表示固體。
在流固耦合求解過程中,一般有2種解算方法:直接耦合式解法(Directly coupled solution)和分離解法(Partitioned solution),本文采用基于Ansys workbench的分離式解法。流固耦合分析過程如圖18所示。
3.3.2結(jié)果分析
按照FL-32風(fēng)洞(1.8m(長)×0.6m(寬)×0.6m(高))開展試驗(yàn)的模型建立流場域,分別進(jìn)行實(shí)心機(jī)翼、壁厚分別為0.8和1.5mm空心機(jī)翼模型在Ma4.5、速壓44.08kPa、迎角10°狀態(tài)下流固耦合分析,將流體與結(jié)構(gòu)接觸面定義為流固耦合面,為提高計(jì)算效率,以模型中心設(shè)置對(duì)稱面,僅計(jì)算半模型,其計(jì)算模型、流體和結(jié)構(gòu)計(jì)算網(wǎng)格分別如圖19、20和21所示,共有流體網(wǎng)格105 396個(gè),實(shí)心機(jī)翼、壁厚分別為0.8和1.5mm空心機(jī)翼模型結(jié)構(gòu)網(wǎng)格分別有152 273、148 386和148 760個(gè)。
流體采用Fluent中Standardk-ε湍流模型進(jìn)行計(jì)算,結(jié)構(gòu)部分將天平安裝部位設(shè)為固支,機(jī)翼與模型、模型頭段與尾段接觸面均設(shè)置為綁定約束,模型所受載荷由流固耦合界面進(jìn)行傳遞,如圖22所示。
通過計(jì)算,氣流對(duì)模型作用的最大壓強(qiáng)為15 468Pa,直接通過流固耦合面對(duì)結(jié)構(gòu)進(jìn)行加載,如圖23所示,流體和結(jié)構(gòu)計(jì)算結(jié)果如圖24~33所示。根據(jù)《高速風(fēng)洞模型設(shè)計(jì)準(zhǔn)則》(GJB569A-2012)[19],從計(jì)算結(jié)果圖中可以看出,模型最大應(yīng)力出現(xiàn)在機(jī)翼部分,而機(jī)翼材料為增材制造,因此模型最大極限應(yīng)力不超過33.33MPa,翼尖最大變形不超過0.1361mm,模型流固耦合計(jì)算結(jié)果如表5所示。
Fig.28Thetotaldeformationof1.5mmwallthicknesshollowwingmodel
Fig.29Thevon-Misesstressof1.5mmwallthicknesshollowwingmodel
Fig.30Thevon-Misesstrainof1.5mmwallthicknesshollowwingmodel
Fig.31Thetotaldeformationof0.8mmwallthicknesshollowwingmodel
Fig.32Thevon-Misesstressof0.8mmwallthicknesshollowwingmodel
Fig.33Thevon-Misesstrainof0.8mmwallthicknesshollowwingmodel
從以上計(jì)算結(jié)果可以看出,不論實(shí)心機(jī)翼模型還是空心機(jī)翼模型均能滿足試驗(yàn)要求,因此,為使模型達(dá)到減重效果,發(fā)揮增材制造優(yōu)勢,將選用壁厚為0.8mm空心翼模型開展模型增材制造。
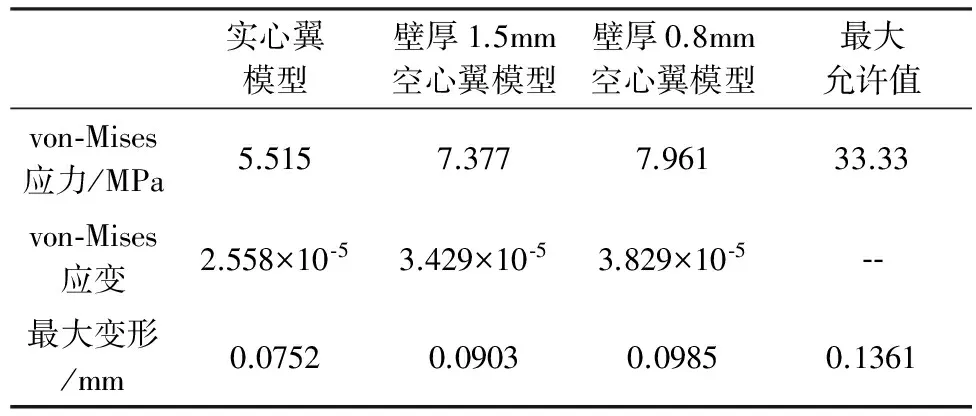
表5 流固耦合計(jì)算結(jié)果Table 5 The result of fluid-structure interaction
4 結(jié) 論
(1) 利用射頻等離子體技術(shù),進(jìn)一步球化基礎(chǔ)金屬粉末,制造符合風(fēng)洞試驗(yàn)?zāi)P驮霾闹圃煲蟮慕饘俜勰Mㄟ^增材制造工藝優(yōu)化設(shè)計(jì),確定采用激光功率180W、曝光時(shí)間130μs工藝條件下開展增材制造,生產(chǎn)的試件在密度、硬度、強(qiáng)度、微觀組織等方面能夠滿足高速風(fēng)洞試驗(yàn)要求,但試件塑性性能較鍛件差。
(2) 基于增材制造工藝,設(shè)計(jì)了不同壁厚的空心機(jī)翼模型,通過流固耦合分析,結(jié)果表明,選用壁厚為0.8mm空心翼AgardB模型不僅能減輕模型重量(機(jī)翼減重率達(dá)28%),而且其強(qiáng)度、剛度均符合風(fēng)洞試驗(yàn)要求,達(dá)到了設(shè)計(jì)目的。
(3) 根據(jù)測試和計(jì)算結(jié)果,下一步將通過調(diào)整制造工藝(如改變激光波長和功率、激光的掃描層厚和路徑等)和增材制造結(jié)構(gòu)的退火處理等方式,提高結(jié)構(gòu)的各項(xiàng)性能包括塑性性能等,并開展壁厚為0.8mm空心翼AgardB模型高速風(fēng)洞試驗(yàn)研究,與傳統(tǒng)機(jī)械加工實(shí)心翼模型試驗(yàn)數(shù)據(jù)進(jìn)行對(duì)比,實(shí)現(xiàn)增材制造技術(shù)在高速風(fēng)洞金屬模型制造領(lǐng)域的應(yīng)用。
[1]朱勝, 柳建, 殷鳳良, 等. 面向裝備維修的增材再制造技術(shù)[J]. 裝甲兵工程學(xué)院學(xué)報(bào), 2014, 28(1): 81-85.Zhu S, Liu J, Yin F L, et al. Additive remanufacturing technology used in equipment repair[J]. Journal of Academy of Armored Force Engineering, 2014, 28(1): 81-85.
[2]Wang L, Liu J. Liquid phase 3D printing for quickly manufacturing conductive metal objects with low melting point alloy ink[J]. Science China Technological Sciences, 2014, 57(9): 1721-1728.
[3]Symes M D, Kitson P J, Yan J, et al. Integrated 3D-printed reaction ware for chemical synthesis and analysis[J]. Nat Chem, 2012, 4: 349-354.
[4]余冬梅, 方奧, 張建斌. 3D打印: 技術(shù)和應(yīng)用[J]. 金屬世界, 2013, (6): 6-11.Yu D M, Fang O, Zhang J B. 3D printing: technology and application[J]. Metal World, 2013, (6): 6-11.
[5]江洪, 康學(xué)萍. 3D打印技術(shù)的發(fā)展分析[J]. 新材料產(chǎn)業(yè), 2013, (10): 30-35.
[6]Gu Q, Hao J, Lu Y J, et al. Three-dimensional bio-printing[J]. Science China Life Sciences, 2015, 58(5): 411-419.
[7]洪興福. 3D打印技術(shù)在高速風(fēng)洞模型制造中的應(yīng)用研究方案[R]. 四川綿陽: 中國空氣動(dòng)力研究與發(fā)展中心, 2015.
[8]曾光, 韓志宇, 梁書錦, 等. 金屬零件3D打印技術(shù)的應(yīng)用研究[J]. 中國材料進(jìn)展, 2014, 33(6): 376-382.Zeng G, Hang Z Y, Liang S J, et al. The applications and progress of manufacturing of metal parts by 3D printing technology[J]. Materials China, 2014, 33(6): 376-382.
[9]蔣小珊, 齊樂華. 3D打印成形微小型金屬件的研究現(xiàn)狀及其發(fā)展[J]. 中國印刷與包裝研究, 2014, 6(5): 15-25.Jiang X S, Qi L H. Research status and development of 3D printing forming for miniature metal part[J]. China Printing and Packaging Study, 2014, 6(5): 15-25.
[10]朱偉軍, 李滌塵, 任科, 等. 基于3D打印的舵面可調(diào)實(shí)用化飛機(jī)風(fēng)洞模型的設(shè)計(jì)與試驗(yàn)[J]. 航空學(xué)報(bào), 2014, 35(2): 400-407.Zhu W J, Li D C, Ren K, et al. Design and test of a practical aircraft model for wind tunnel testing with adjustable control surfaces based on 3D printing[J]. Acta Aeronautica et Astronautica Sinica, 2014, 35(2): 400-407.
[11]Springer A. Evaluating aerodynamic characteristics of wind tunnel models produced by rapid prototyping methods[J]. Journal of Spacecraft and Rockets, 1998, 35(6): 755-759.
[12]Aghanajafi C, Daneshmand S, Nadooshan A A. Influence of layer thickness on the design of rapid-prototyped models[J]. Journal of Aircraft, 2009, 46(3): 981-987.
[13]Chuk R N, Thomos V J. A comparison of rapid prototyping techniques used for wind tunnel model fabrication[J]. Rapid Prototyping Journal, 1998, 4(4): 185-196.
[14]范立坤. 增材制造用金屬粉末材料的關(guān)鍵影響因素分析[J]. 理化檢驗(yàn)(物理分冊(cè)), 2015, 51(7): 480-519.Fan L K. Analysis on key factors of metal powders for additive manufacturing[J]. Physical Testing and Chemical Analysis(Part A: Physical Testing), 2015, 51(7): 480-519.
[15]姚妮娜, 彭雄厚. 3D打印金屬粉末的制備方法[J]. 四川有色金屬, 2013, (4): 48-51.Yao N N, Peng X H. The preparation method of metal powder for 3D printing[J]. Sichuan Nonferrous Metals, 2013, (4): 48-51.
[16]秦大同, 謝里陽. 常用機(jī)械工程材料[M]. 北京: 化學(xué)工業(yè)出版社, 2013.
[17]宋學(xué)官, 蔡林, 張華. Ansys流固耦合分析與工程實(shí)例[M]. 北京: 中國水利水電出版社, 2012.
[18]陳紅. 核閥流體動(dòng)力學(xué)及流固耦合有限元分析[D]. 大連: 大連理工大學(xué), 2013.
[19]GJB569A-2012, 高速風(fēng)洞模型設(shè)計(jì)準(zhǔn)則[S]. 北京: 總裝備部軍標(biāo)出版發(fā)行部, 2012.
Applicationofadditivemanufacturingto30CrMnSiAhighspeedwindtunneltestmodeldesignandfluid-structureinteractionanalysis
Hong Xingfu1,*, Ye Cheng1, Wang Linzhi2
(1. China Aerodynamics Research and Development Center, Sichuan Mianyang 621000, China; 2. Chongqing Institute of Green and Intelligent Technology, Chinese Academy of Sciences, Chongqing 400714, China)
Additive manufacturing technology can be processed in any complex shape parts. The short manufacturing cycle and low cost are its unique advantages compared to the traditional machining, and thus it has wide application prospects in the wind tunnel test model manufacture. In view of the material 30CrMnSiA commonly used in the high speed wind tunnel model processing, the metal powder preparation, detection and material specimen manufacture are studied. On this basis, with test piece data as a yardstick for material performance, an AgardB model with hollow airfoil is designed based on the additive manufacturing process. Moreover, fluid-structure interaction analysis is conducted for the model using Ansys and the optimal design is carried out. The results indicate that the model structure can meet the requirement of high-speed wind tunnel testing.
additive manufacturing;high-speed wind tunnel;model;fluid-structure interaction;Ansys simulation;metal powder
1672-9897(2017)06-0062-09
10.11729/syltlx20170074
2017-06-07;
2017-08-14
*通信作者 E-mail: hxfhsy@163.com
HongXF,YeC,WangLZ.Applicationofadditivemanufacturingto30CrMnSiAhighspeedwindtunneltestmodeldesignandfluid-structureinteractionanalysis.JournalofExperimentsinFluidMechanics, 2017, 31(6): 62-70. 洪興福, 葉成, 王林志. 基于增材制造的30CrMnSiA高速風(fēng)洞試驗(yàn)?zāi)P驮O(shè)計(jì)及流固耦合分析研究. 實(shí)驗(yàn)流體力學(xué), 2017, 31(6): 62-70.
V211.78
A
洪興福(1981-),男,湖南衡陽人,工程師。研究方向:結(jié)構(gòu)優(yōu)化設(shè)計(jì)及流固耦合研究、增材制造技術(shù)等。通信地址:四川省綿陽市二環(huán)路南段6號(hào)高速所205室(621000)。E-mail:hxfhsy@163.com
(編輯:張巧蕓)
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年10期)2020-11-26 08:24:50
數(shù)學(xué)物理學(xué)報(bào)(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
光學(xué)精密工程(2016年6期)2016-11-07 09:07:19
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
核科學(xué)與工程(2015年4期)2015-09-26 11:59:03
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03