先進控制系統在延遲焦化裝置中的應用
2017-12-29 02:21:05張繼東盧迪孟碩張海濱
石油化工自動化 2017年6期
關鍵詞:工藝
張繼東,盧迪,孟碩,張海濱
(中國海洋石油總公司 節能減排監測中心,天津 300450)
先進控制系統在延遲焦化裝置中的應用
張繼東,盧迪,孟碩,張海濱
(中國海洋石油總公司 節能減排監測中心,天津 300450)
針對延遲焦化裝置的實際工藝條件和操作現狀,論述了先進控制系統的控制策略,分別討論了反應器控制器、吸收穩定系統控制器的關鍵控制變量,并就軟測量的主要功能部分進行了闡述。先進控制系實施后,延遲焦化裝置的控制器投用率達到95%以上,提高了裝置的自動化水平,減輕了操作人員的勞動強度,實現了裝置的平穩運行、裝置的“卡邊”操作、提高了總液收率,降低了裝置的能耗,在煉化生產中具有推廣價值。
先進控制 延遲焦化 節能降耗 控制器
在經典控制理論和現代控制理論的基礎上,結合煉油工藝和工程、計算機和儀表技術以及過程控制理論,設計出適用于煉油裝置的新型的先進控制(APC)系統,能解決煉油工藝中難以控制的問題,如非線性、大滯后等[1-3]。目前,煉化企業通過實施APC技術,可以大幅提高工業生產過程操作和控制的穩定性,減少關鍵變量的運行波動幅度,使其更接近于優化目標值,從而使工業生產過程在更接近裝置約束邊界的條件下運行,最終達到增強工業生產過程的穩定性和安全性,保證產品質量的均勻性,提高目標產品的收率,提高生產裝置的處理能力,降低生產過程運行成本以及減少環境污染等目的。
1 裝置概況及應用背景
某煉化公司4.2 Mt/a延遲焦化裝置采用“兩爐四塔”工藝路線。原料為常減壓蒸餾裝置的減壓渣油,主要產品為干氣、液化氣、汽油、柴油、蠟油、重蠟油、焦炭。延遲焦化裝置由焦化反應單元、分餾吸收穩定單元和公用工程三部分組成,其中焦化反應單元主要包括:2臺加熱爐和4座焦炭塔等,分餾吸收穩定單元主要包括:焦化分餾塔、汽油吸收塔、脫洗塔、柴油吸收塔和穩定塔。該裝置已采用分散控制系統實現了集中控制,從常規控制系統的設計和配置情況看,方便了過程控制,提高了裝置運行的可靠性,同時也為實施先進控制奠定了基礎。在實際運行中,這些控制系統大多數能發揮出良好的控制效果,為裝置的平穩操作提供了有力的保證,同時也為實施先進控制創造了良好的條件。
2 先進控制系統控制策略
針對裝置的工藝特點,并以操作人員的經驗為基礎,采用定制開發的技術實現先進控制需求,實現裝置全流程或部分單元的多變量綜合閉環控制,達到穩定生產、“卡邊”操作等目的[4-6]。焦化裝置先進控制系統設計了2個控制器,包括:焦化反應單元控制器[7]、分餾吸收穩定單元控制器[8]。
2.1 焦化反應單元控制器
焦化反應單元APC系統可實現如下功能:充分利用焦炭塔生產安全高度、在滿足加熱爐爐膛溫度、爐管表面溫度與空塔表面速度等約束的前提下,提高加熱爐的新鮮原料進料量及裝置處理量;平穩加熱爐的控制及氧含量波動,降低能耗;實現加熱爐支路平衡控制、滿足爐出口溫度和爐管表面溫度的控制要求、延長爐管使用壽命。焦化反應單元采用模型預測控制,具體變量見表1所列。
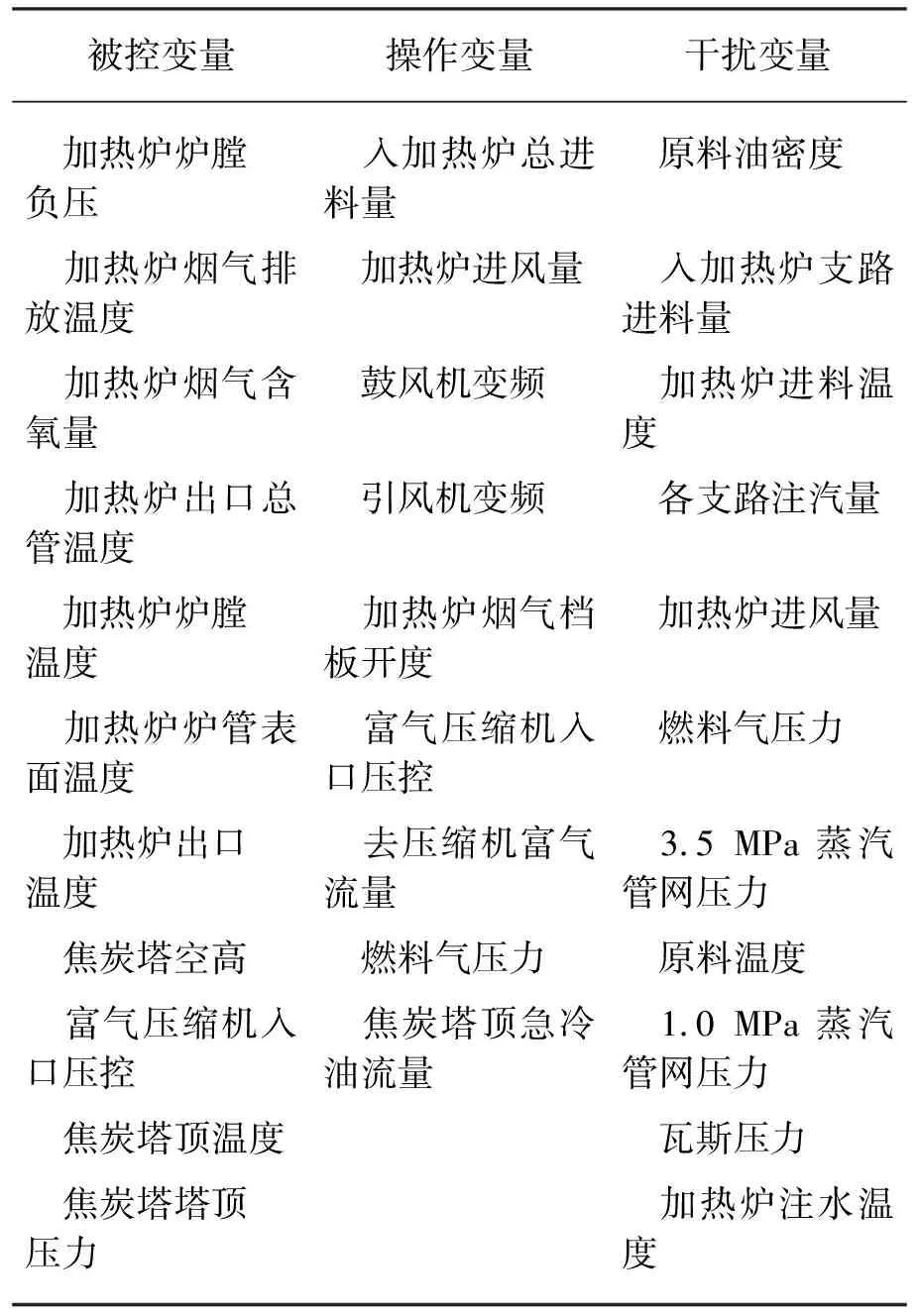
表1 反應單元控制器主要變量
2.2 分餾和吸收穩定單元控制器
分餾和吸收穩定單元APC系統將實現如下功能:穩定分餾和吸收單元的控制,在線預測含產品的相關控制指標、實現“卡邊”控制、保證產品質量,使汽油、柴油等高價位產品產率最大化;針對焦炭塔切換、預熱等事件,進行實時監測和前饋補償,緩解切換操作對分餾塔工藝參數的影響;保證分餾塔氣液負荷的穩定,滿足各種工藝約束,提高高溫位熱量的利用率。分餾吸收穩定單元采用模型預測控制,具體變量見表2所列。
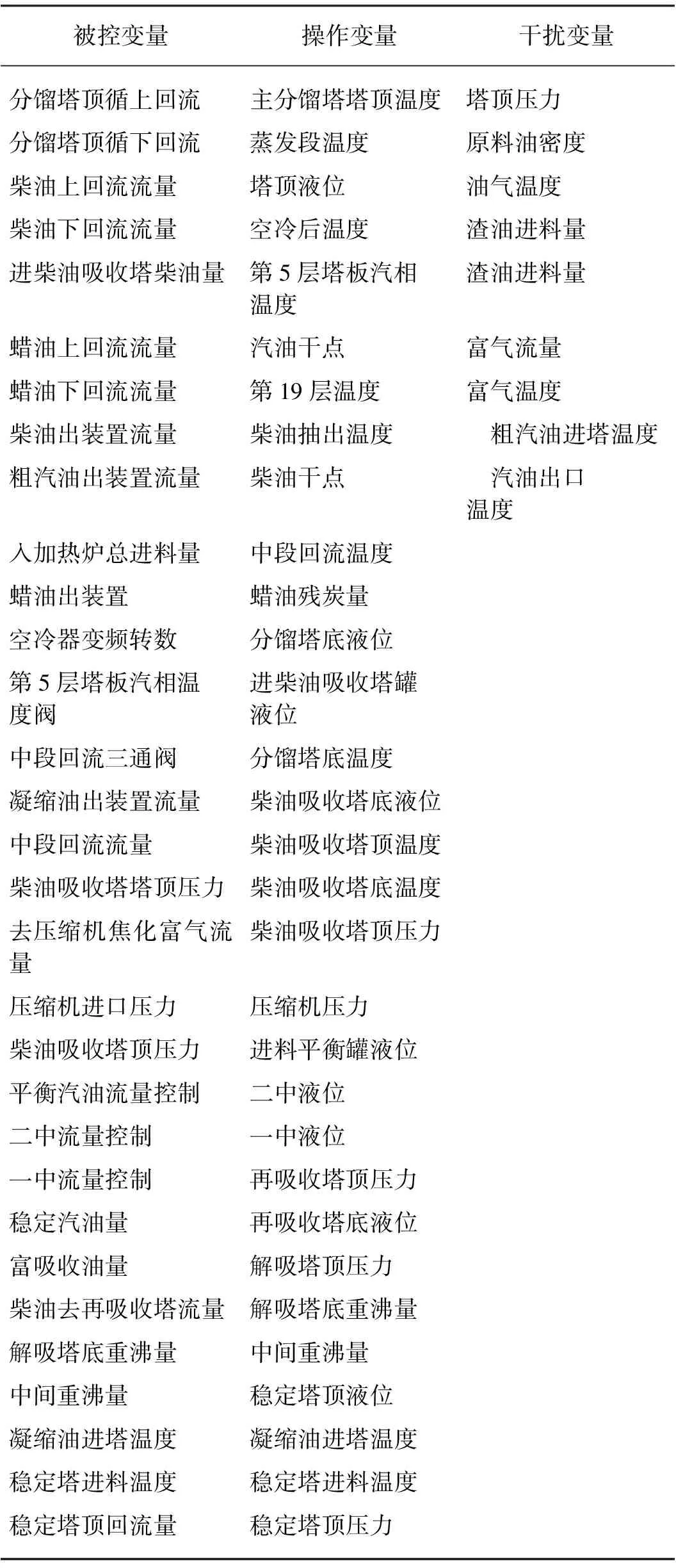
表2 分餾和吸收穩定單元主要變量
2.3 軟測量及計算模塊
軟測量功能部分主要實現焦炭塔原料生焦率、焦炭塔焦炭高度、柴油干點、汽油干點、蠟油殘炭量的軟測量。配合APC系統的目標,焦炭高度可作為最大化進料的優化控制變量。
3 先進控制系統應用效果
3.1 平穩操作及抵御焦炭塔切換帶來的干擾
APC系統在正常操作中,充分利用多變量控制器的協調能力,使裝置操作平穩。在焦炭塔切換過程中,控制器可根據工況自動進行調整,由于調節及時,可更大程度上保證裝置的平穩。分餾塔和吸收穩定單元各主要工藝參數點的波動范圍都有明顯減少,大部分工藝參數點標準偏差降低20%以上,關鍵被控變量的標準偏差降低30%以上,為裝置的平穩操作起到了非常關鍵的作用。該裝置APC投用前后主要工藝參數點標準偏差對比見表3所列。
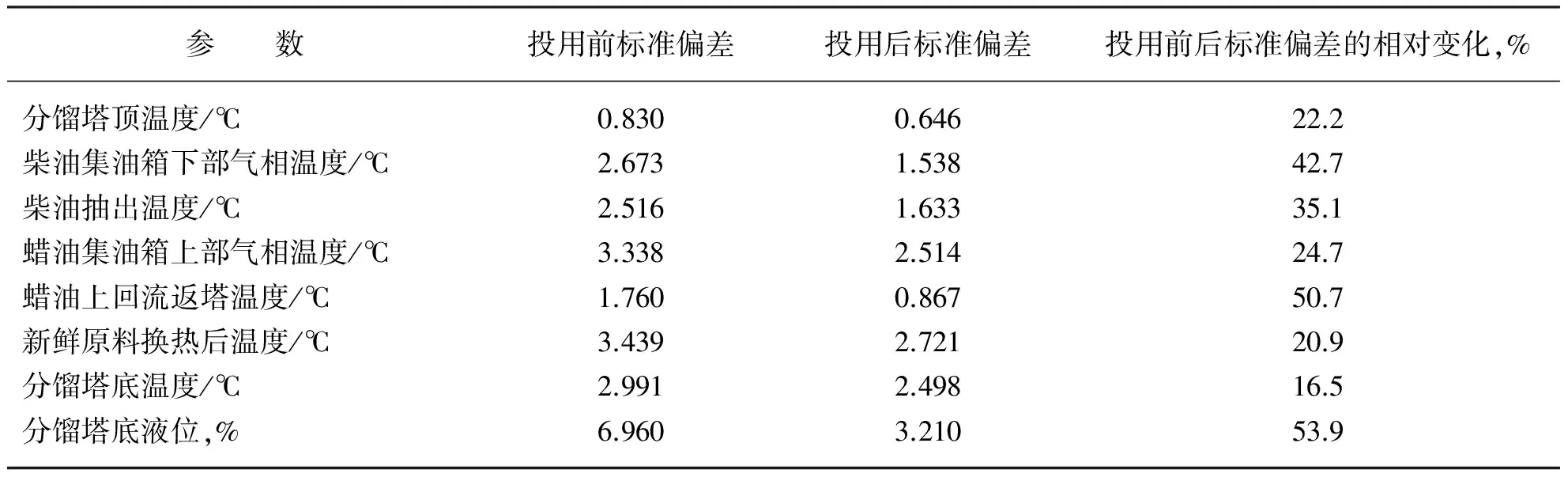
表3 APC投用前后標準偏差對比
3.2 保證產品質量及降低產品質量波動
為保證產品質量、降低產品質量波動,先進控制的優化控制策略如下:首先,APC控制系統實時地調整裝置各部分回流、溫度、氧含量、負壓等工藝操作參數,提高裝置平穩率;其次,針對焦化裝置焦炭塔周期性切換操作對裝置的嚴重干擾,APC系統自動優化控制,減弱裝置在焦炭塔預熱、切換等事件發生時操作的波動幅度;最后,提供了穩定汽油初餾點、柴油95%點、蠟油10%點和蠟油95%點的工藝計算,操作人員可以此為參考實時地調整操作參數。裝置部分主要產品指標的優化效果對比見表4所列,通過對比數據分析可充分表明APC系統“穩定產品質量、降低產品波動”的功能。
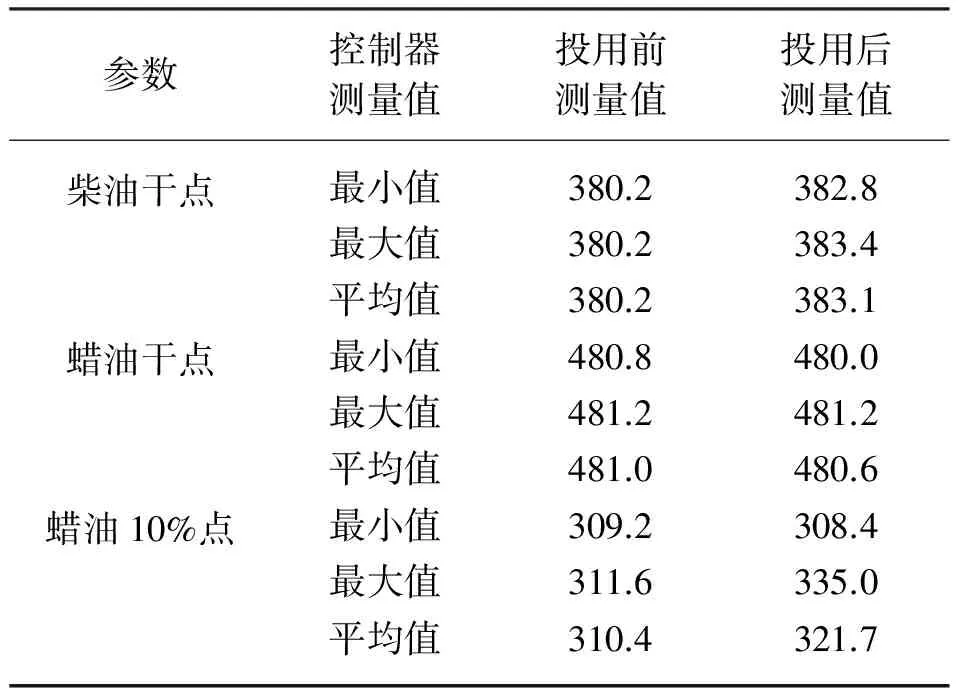
表4 APC投用前后關鍵參數對比 ℃
另外,APC系統提供了相應軟測量預測給生產提供操作指導,軟測量計算值與化驗值之間的偏差滿足工藝要求。主要包括穩定汽油初餾點、柴油95%點、蠟油10%點和蠟油95%點的工藝計算,并用實驗室分析數據校正,用作液化石油氣、穩定汽油、柴油、蠟油切割的工藝指標,操作人員可以此為依據實時地調整操作參數。軟測量計算值與化驗值之間的偏差,滿足工藝要求。
3.3 提高液體產品收率
APC控制系統可實時地調整分餾塔各部分回流量來優化分餾塔溫度分布,增加輕質產品的收率。先進控制可減弱分餾塔在焦炭塔預熱、切換等事件發生時操作的波動幅度,保證整個裝置的輕質產品的收率維持在較高的水平。試運行期間,APC投用前后,各產品的對比,見表5所列。
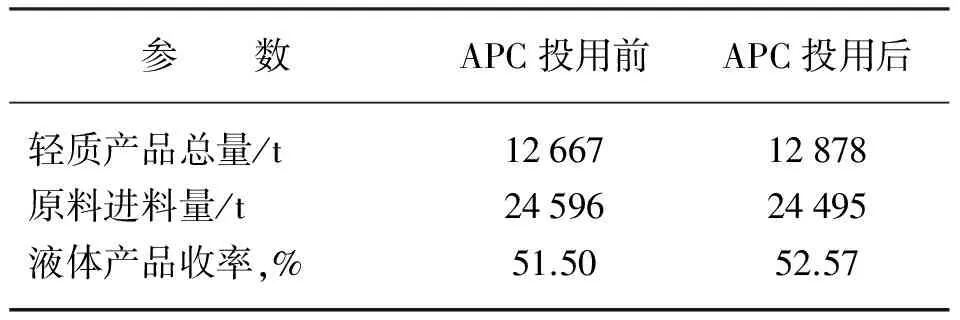
表5 APC系統投用前后液體產品收率對比
3.4 降低裝置能耗
為節能降耗,APC系統采取的一個主要措施是優化控制煙氣氧體積分數,提高加熱爐熱效率,如圖1所示。另外APC系統還通過提高分餾塔高溫位熱量的利用,通過優化吸收穩定單元補充吸收劑流量、貧吸收油流量、穩定塔頂回流流量,如圖2所示,來達到節能降耗的目的。考慮到能耗優化分析的復雜性,僅以先進控制投用前后加熱爐燃料氣消耗量即單耗來進行對比,見表6所列。根據試運行期間的統計,對比燃料氣消耗量下降1.833%。
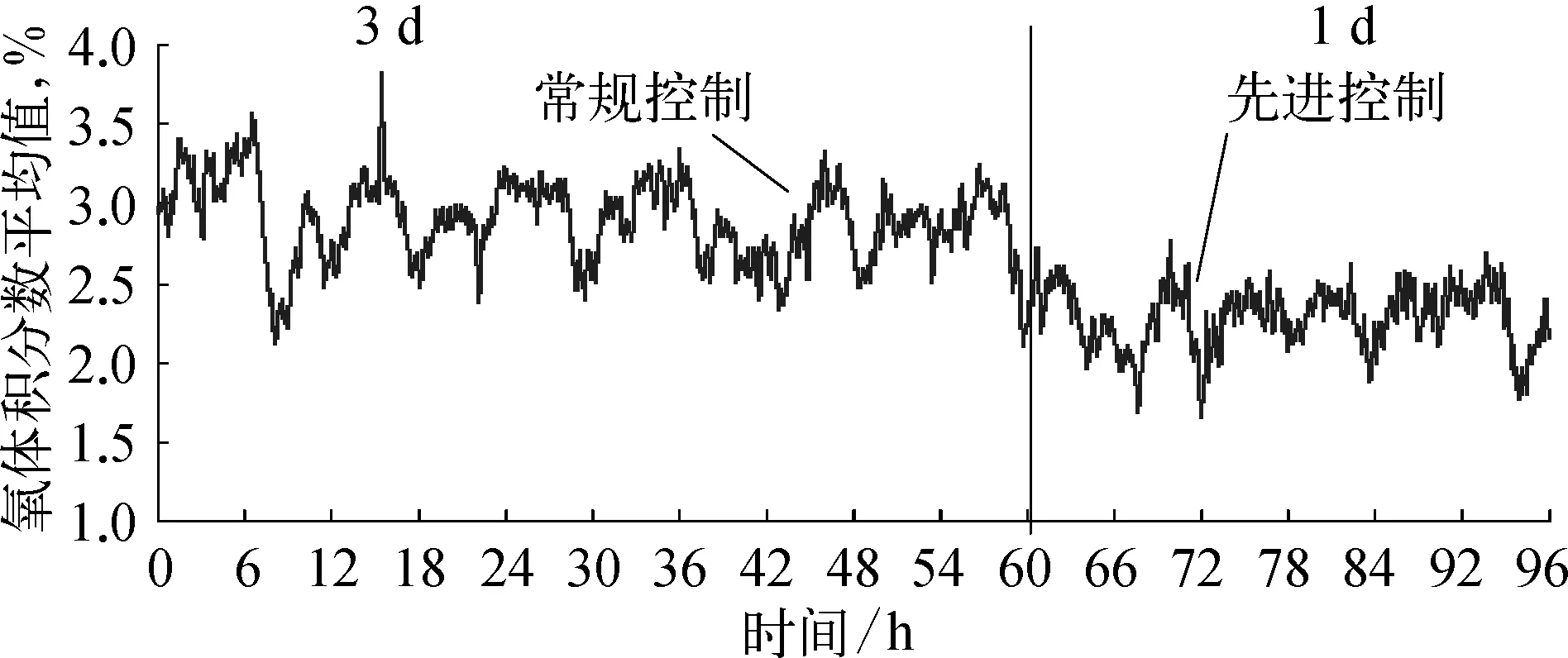
圖1 焦化爐APC投用前后爐煙氣氧體積分數對比
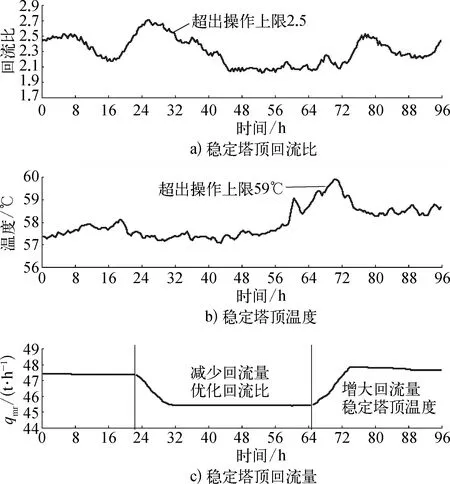
圖2 投用前后穩定塔頂回流比、塔頂溫度、塔頂回流量變化對比
如圖1所示,6路焦化爐煙氣氧體積分數平均值明顯平穩,標準方差由原來的0.259降為0.189,降低了27.0%;平均值由原來的2.89%降為2.28%,降低0.61%;負壓保持在-40~-20 kPa的情況下,平穩并優化了焦化爐煙氣氧含量保持平穩。
如圖2 所示,APC系統會根據穩定塔頂溫度、回流比的變化實時優化穩定塔頂回流流量,在穩定塔頂溫度不高的情況下根據回流比減少回流量,達到節能降耗的目的;而在穩定塔頂溫度超高的情況下又能迅速提高回流量,以穩定塔頂溫度。
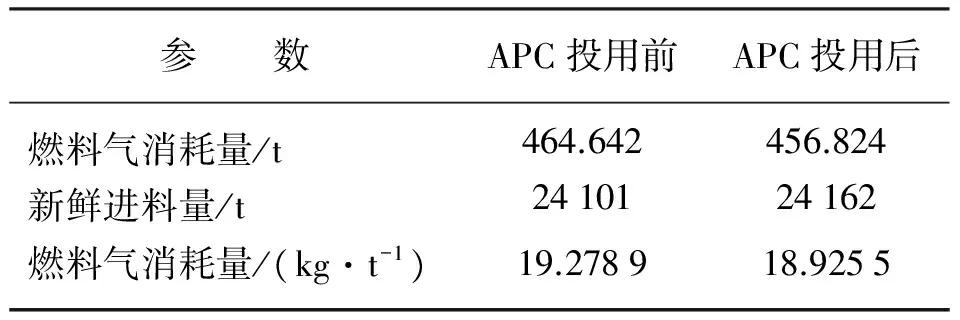
表6 APC投用前后裝置單耗對比
4 結束語
延遲焦化裝置APC系統通過一段時間的運行,控制器投用率達到95%以上,APC系統安全可靠,可隨時克服生產過程中出現的異常狀況,不會對生產造成波動,同時APC系統操作簡便,易于掌握。運行結果表明:APC系統投用后提高了裝置的自動化水平,減輕了操作人員勞動強度;提高了裝置運行平穩率;節能降耗,提高了加熱爐爐效率;平穩并優化分餾塔溫度分布,提高了高價值產品產率;平穩并優化吸收穩定系統的流量和溫度分布,達到了節能并提高高價值產品產率的目的。
[1] 毛志忠, 常玉清.先進控制技術[M].北京:科學出版社,2012.
[2] 俞金壽.工業過程先進控制技術[M].北京:中國石化出版社,2008.
[3] 黃德先,葉心宇,竺建敏.化工過程先進控制[M].北京:化學工業出版社,2006.
[4] 王立行.石油化工過程先進控制技術的現狀與發展趨勢[J].煉油技術與工程, 2000,30(02):6-11.
[5] 馬占偉, 張黎明, 司長庚,等.先進過程控制在蠟油催化裂化裝置上的應用[J].煉油技術與工程,2013,43(09):44-47.
[6] 馬學增, 劉為民, 劉德佳.先進控制在重油催化裂化裝置的應用[J].石油化工自動化,2001,37(05):17-22.
[7] 張達, 施俊林, 劉炳杰,等.先進控制技術在重油催化裂化裝置的應用[J].煉油技術與工程,2006,36(03):25-30.
[8] 徐國忠, 徐惠, 李振光,等.先進控制技術在催化裂化分餾塔中的應用[J].石油煉制與化工,2002,33(02):39-42.
[9] 張建明, 謝磊, 蘇成利,等.焦化加熱爐先進控制系統[J].華東理工大學學報(自然科學版),2006,32(07):814-817.
ApplicationofAdvancedControlSysteminDelayedCokingUnits
Zhang Jidong, Lu Di, Meng Shuo, Zhang Haibin
(CNOOC Energy Conservation & Pollution Monitor Center, Tianjin, 300450, China)
s:According to actual process conditions and operation status of delayed coking device, control strategy of advanced control system is discussed.Key control variables of reactor controller and absorber-striper-stabilizer controller are discussed respectively.Main function on soft measurement is also expounded.After implementation of advanced control system, utilization rate of the controller of delayed coking unit increases to 95% and above.The installation automation is increased,work intensity of operators is alleviated,the stable operation and expert experience operation of the unit are also realized.Yield of valuable products is increased,as well as unit energy consumption is reduced.The system is worth popularizing in refinery production.
advanced control; delayed coking; energy-saving and cost reducing;controller
稿件收到日期:2017-08-11,修改稿收到日期2017-09-20。
張繼東(1989—),男,吉林磐石人,2014年畢業于中國石油大學(北京)化學工程專業,獲碩士學位,現就職于中國海洋石油總公司節能減排監測中心,從事石油石化領域的節能減排技術研究、石油化工裝置的模擬與優化工作,任工程師。
TP273
B
1007-7324(2017)06-0024-04
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52