黑水閃蒸系統控制閥碳化鎢閥芯設計探討
2017-12-29 02:21:11祁榮先王彬
石油化工自動化 2017年6期
祁榮先,王彬
(艾默生過程管理(天津)閥門有限公司,天津 301700)
黑水閃蒸系統控制閥碳化鎢閥芯設計探討
祁榮先,王彬
(艾默生過程管理(天津)閥門有限公司,天津 301700)
黑水控制閥是水煤漿氣化工藝關鍵閥門之一,其運行的可靠性直接影響了煤氣化裝置的運行效率。由于工作介質具有很強的腐蝕性,工況惡劣,且伴有閃蒸現象和振動發生,導致黑水控制閥碳化鎢閥芯會發生難以預測的失效損壞。全面介紹了煤化工黑水處理工藝以及黑水控制閥的結構特點,總結分析了黑水控制閥碳化鎢閥芯的常見失效形式及其主要影響因素,并著重從材料及結構設計角度,深入探討了碳化鎢閥芯的設計要點,對工程技術人員正確選擇黑水控制閥,提高碳化鎢閥芯使用壽命,保證工藝的穩定運行,具有很大的借鑒意義。
煤氣化 黑水控制閥 碳化鎢 開裂 磨損 釬焊 過盈配合 機械連接
1 黑水處理工藝簡介及黑水控制閥特點
典型煤化工黑水閃蒸系統如圖1所示[1]。來自氣化爐和洗滌塔的黑水分別經控制閥LV-01和FV-01減壓后進入高壓閃蒸罐,閃蒸出的水汽以及大部分溶解的酸性氣組分經冷卻、分離后送至下游單元進一步處理。高壓閃蒸罐底的黑水經控制閥LV-02減壓后進入低壓閃蒸罐,閃蒸出的氣相進入除氧器作為汽提用汽。低壓閃蒸罐底的黑水經控制閥LV-03減壓后進入真空閃蒸罐,真空閃蒸主要用于進一步脫出溶解氣體、水分并降低黑水溫度。
在黑水閃蒸系統中,黑水控制閥閥后會形成高速流動的固、液、氣三相流,對閥內件和閥后管道管件造成嚴重的沖刷、磨蝕、破壞,同時產生噪聲和劇烈的振動。黑水中含有一定量的灰渣,在特定的溫度和壓力下容易形成結焦,導致閥門卡塞[2]。基于黑水控制閥的應用工況,典型的黑水控制閥具有如下特點,如圖2所示。
1) 角型閥體,流道采用流線型設計,閥腔內無死角,從而避免流體對閥體的沖刷以及灰渣的沉積。
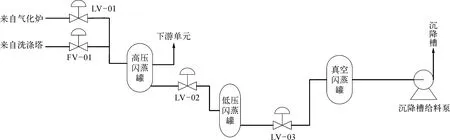
圖1 典型黑水閃蒸系統示意
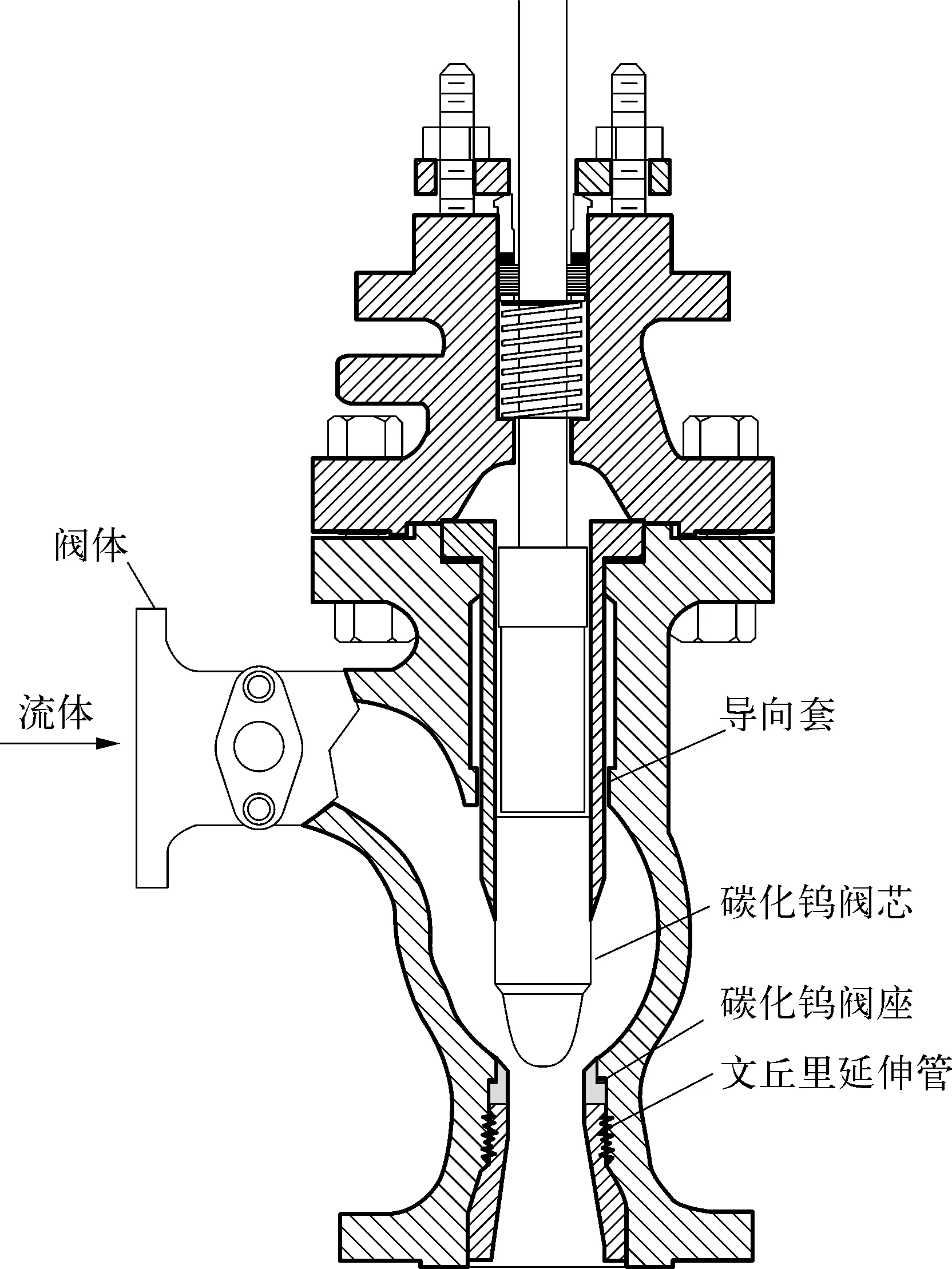
圖2 典型黑水控制閥結構
2) 閥芯、閥座采用碳化鎢材質,以抵御固、液、氣三相流的沖刷。
3) 采用增強型閥芯/閥桿組件和穩定的導向結構,可承受閥后閃蒸引起的劇烈振動。
4) 具備自清洗導向設計或配備閥體和閥蓋沖洗孔,便于清除閥桿表面附著的固體顆粒和垢質,防止固體顆粒進入導向套管間隙而造成閥門卡塞,也避免填料函損壞而導致泄漏。
5) 閥門出口配碳化鎢材質的文丘里擴口延伸管,避免閃蒸后的高速三相流體沖蝕閥體、閥門出口法蘭、下游管道。
2 黑水控制閥閥芯常見失效形式及主要影響因素
就目前黑水控制閥的使用情況來看,碳化鎢閥芯失效的情況尤為突出,大致可歸納為三類失效形式:碳化鎢頭斷裂、脫落,閥芯短期內嚴重沖蝕。
導致閥芯失效的原因主要有如下幾點:
1) 工況惡劣。黑水閃蒸系統是通過黑水控制閥減壓來實現閃蒸,從而實現對黑水的處理。由于黑水中含有較多的灰渣,磨蝕性較強。工況具有高壓差、閃蒸,高速流動的固、液、氣三相流體,不僅對閥芯的沖蝕很厲害,而且會導致閥芯劇烈振動,造成對碳化鎢閥芯的沖蝕和沖擊。
2) 材料成分和成型工藝對碳化鎢的韌性和耐磨性影響很大,因而需要對碳化鎢材料本身性能進行深入研究。
3) 碳化鎢頭與合金基體的連接方式主要有過盈配合、釬焊和機械連接,連接方式的優劣直接影響碳化鎢閥芯的使用壽命。
3 閥芯設計探討
為解決上述碳化鎢閥芯存在的問題,需要充分理解黑水控制閥應用工況,研究碳化鎢材質性能,并結合應用工況和碳化鎢性能去設計更可靠的碳化鎢閥芯連接結構。
3.1 碳化鎢的機械性能以及閥內件材料的選擇
碳化鎢在常溫和高溫下具有非常高的硬度以及良好的耐磨性,抗變形能力很強,楊氏模量幾乎是鋼的2~3倍,抗壓強度遠高于抗拉強度,故韌性較差,容易發生斷裂。碳化鎢硬度與抗彎強度(TRS)之間是負相關的,即硬度越高,韌性越差。
TRS是1個衡量其材質斷裂強度的性能參數,對于設計工程師,雖然經實驗測得的標準試樣的TRS與加工件中實際測得的TRS不盡相同,但TRS仍是1個需要參考的重要性能參數,同時也是確保產品質量必須規定的關鍵性能參數。
材料組分如鈷基碳化鎢中w鈷以及微觀的晶粒度也是影響碳化鎢力學性能的重要因素,尤其對TRS的影響。如圖3所示,鈷作為粘結相,w鈷直接影響了材質的TRS和耐磨性能,TRS隨著w鈷的增加而增強,即韌性變好,不容易脆裂;但是其硬度反之降低,作為閥內件材質來說,耐磨性也降低。因此,在選擇作為黑水閥內件材質時,要根據具體情況選擇不同鈷質量分數的合金,不能一概而論。
根據目前現場的黑水閥內件失效形式,閥芯振動引起斷裂失效的形式較為突出,所以閥芯應該選擇w鈷偏高的,這樣閥芯韌性好,硬度適中,在保證一定抗沖蝕的前提下,能有效防止閥芯脆裂的風險。而對于下游的文丘里閥座及內襯,由于其受力狀態較閥芯好,其失效形式主要表現為局部或整體流道內沖蝕嚴重,進而危及到閥體和下游管道。所以應該選擇硬度高的,提高其耐磨性,可以有效提高閥座的使用壽命。
圖3 粘接劑的耐磨性能與TRS的關系
此外,燒結成形后微觀晶粒度也是影響合金機械性能的重要因素。李志和等人對碳化鎢的斷裂韌性與碳化鎢晶粒度之間的關系進行了相關的試驗研究[3]。如圖4所示,以鈷質量分數為12%的為例,晶粒度與TRS近乎成正態分布,當晶粒度分布在3~5 μm時的中粒度材質TRS到達最大值。對于閥芯斷裂的失效形式,晶粒度選擇3~5 μm比較合適。
圖4 晶粒度與TRS的關系
碳化鎢隨溫度變化的熱膨脹系數(CTE)極低,大約是奧氏體不銹鋼的33.3%,該特征是影響碳化鎢頭與合金鋼基體組成的閥芯結構在高溫工況下能否可靠工作的最為關鍵的因素之一。
3.2 閥芯結構設計方案
由于在黑水閃蒸處理系統中,碳化鎢閥芯斷裂或脫落的失效尤為突出,筆者主要關注閥芯的結構設計。
除前述的碳化鎢材質的性能外,碳化鎢頭與合金鋼基體連接的結構形式直接決定了閥芯的耐用度和可靠性。因此,在了解碳化鎢材質性能的基礎上,根據不同的型號選擇恰當的碳化鎢頭與合金鋼基體連接形式,正確選擇碳化鎢材質牌號,滿足對應連接形式下所需要的性能要求,從而有效提高閥芯的使用壽命,提高黑水控制閥運行的穩定性和可靠性。
3.2.1高溫閃蒸工況下碳化鎢閥芯所受到的載荷來源
1) 目前的黑水角閥多采用非平衡式結構,閥門開啟瞬間,進出口存在較大壓差,閥芯頭部受到向出口方向處的非平衡力作用。
2) 閥門打開時,含有大量硬質固體顆粒的介質高速沖擊閥芯,使其承受一定的側向沖擊載荷。
3) 介質流經文丘里出口,流速加快形成湍流,伴隨高壓差下形成的閃蒸、汽蝕現象共同作用下會產生劇烈的振動。
上述幾方面是設計者進行碳化鎢閥芯結構設計時必須考慮的關鍵因素。
3.2.2碳化鎢頭與合金鋼基體采用釬焊連接
用釬焊的方法將碳化鎢鑲嵌在合金鋼基體上,結構緊湊、簡單,制造過程簡單,抗振性能較好,尤其適用于小口徑的閥芯連接設計。
由于碳化鎢的熱膨脹系數與合金鋼相差較大,只有鋼的33.3%~50.0%,導致在釬焊后冷卻時, 鋼的收縮量較碳化鎢的收縮量要大很多,引起釬焊接觸面產生很大的應力,導致裂紋出現[4]。
為減小釬焊產生的殘余應力,閥芯設計時需要考慮采取以下幾方面措施:
1) 選擇銀基釬料。由于其熔點低,為650~700℃,對碳化鎢有較好的潤濕性,焊接應力小,是目前國內外較為普遍使用的釬料,由于銀基焊接較銅基焊接溫度低,銀基焊接過程對接頭附近碳化鎢的性能影響較銅基釬焊要小,但同時銀基釬焊件使用溫度受限,工作溫度不宜超過200 ℃[5]。
2) 選擇合金基體材料時應盡量選取熱膨脹系數與碳化鎢相近,適用溫度范圍較高且高溫性能穩定、強度高的材質,可以有效提高焊接接頭強度。
3) 碳化鎢自身的材質性能也會影響釬焊后的連接性能,楊力等人[6]的研究表明釬焊后焊縫處碳化鎢的硬度和斷裂韌性,會隨碳化鎢晶粒度的增大而增大,接頭斷口處的斷裂形式也會隨碳化鎢晶粒度的變化而發生實質性改變。
4) 根據閥芯的尺寸合理選擇釬焊層的厚度,需要合理設計焊接前合金基體與碳化鎢頭的徑向間隙。間隙過小,不利于釬料熔化均勻填滿焊接表面,致使焊接強度不夠;間隙過大,熔化的釬料不能形成足夠的表面張力,同樣會造成焊接強度不夠。對于尺寸較小的閥芯,可以通過控制閥芯與閥桿釬焊連接處的間隙,以達到很好的潤濕性,從而獲得很好的焊接性能。對于尺寸較大的閥芯,可以選用三明治釬焊的方法來減小焊接應力,如圖5所示。三明治釬焊由于增加的補償片彈性模量小,與碳化鎢的熱膨脹系數更接近,因此有利于緩解釬焊應力,通常補償片的厚度在0.2~0.5 mm[7]。
圖5 典型三明治釬焊結構示意
5) 為提高焊接接頭性能,減小焊接過程對基體材質性能的影響,需要進行相應的焊前焊后熱處理,熱處理時避免碳化鎢氧化,需在真空加熱爐內熱處理[5]。
3.2.3碳化鎢頭與合金鋼基體采用過盈配合連接
過盈配合連接尤其適用于圓形截面形狀的連接且具有良好的可靠性,廣泛應用于碳化鎢與合金鋼的連接。從相關件的受力角度來講,碳化鎢屬于脆性材質,具有很高的抗壓強度,因此采用過盈配合時,應使其作為嵌入件承受壓應力;而鋼制金屬件則由于其抗拉強度較高,應使其承受拉應力。
設計過盈配合連接時,應根據實際使用需求進行計算或按照相關標準選取合理的過盈量。對于黑水角閥,閥門入口與出口壓差較大,由于閥芯是非平衡結構,閥門開啟瞬間閥芯受到非常大的非平衡力,因此過盈配合產生的夾持力要足以克服該非平衡力,該力即為設計計算過盈量主要的依據。同時還要考慮到高溫工況條件下,由于碳化鎢與鋼熱膨脹不同造成的過盈量減小的問題,合理選擇過盈量,避免過盈量太小導致高溫下發生閥芯脫落;相反過盈量過大,熱鑲安裝或壓力安裝后造成外層鋼套基體預應力過大導致開裂[8]。
1) 過盈配合連接的示意如圖6所示,依據拉梅方程(Lame equation)[9],過盈量δ的計算如式(1):
(1)
式中:δ——直徑上過盈量;p——圓柱接觸面間的壓力;Es——鋼的楊氏模量;Ec——碳化鎢的楊氏模量;μs——鋼的泊松比;μc——碳化鎢的泊松比;da——碳化鎢中空內嵌件的內徑,當其為實心時,da=0;db——接觸面處的直徑;dc——合金鋼基體的外徑。
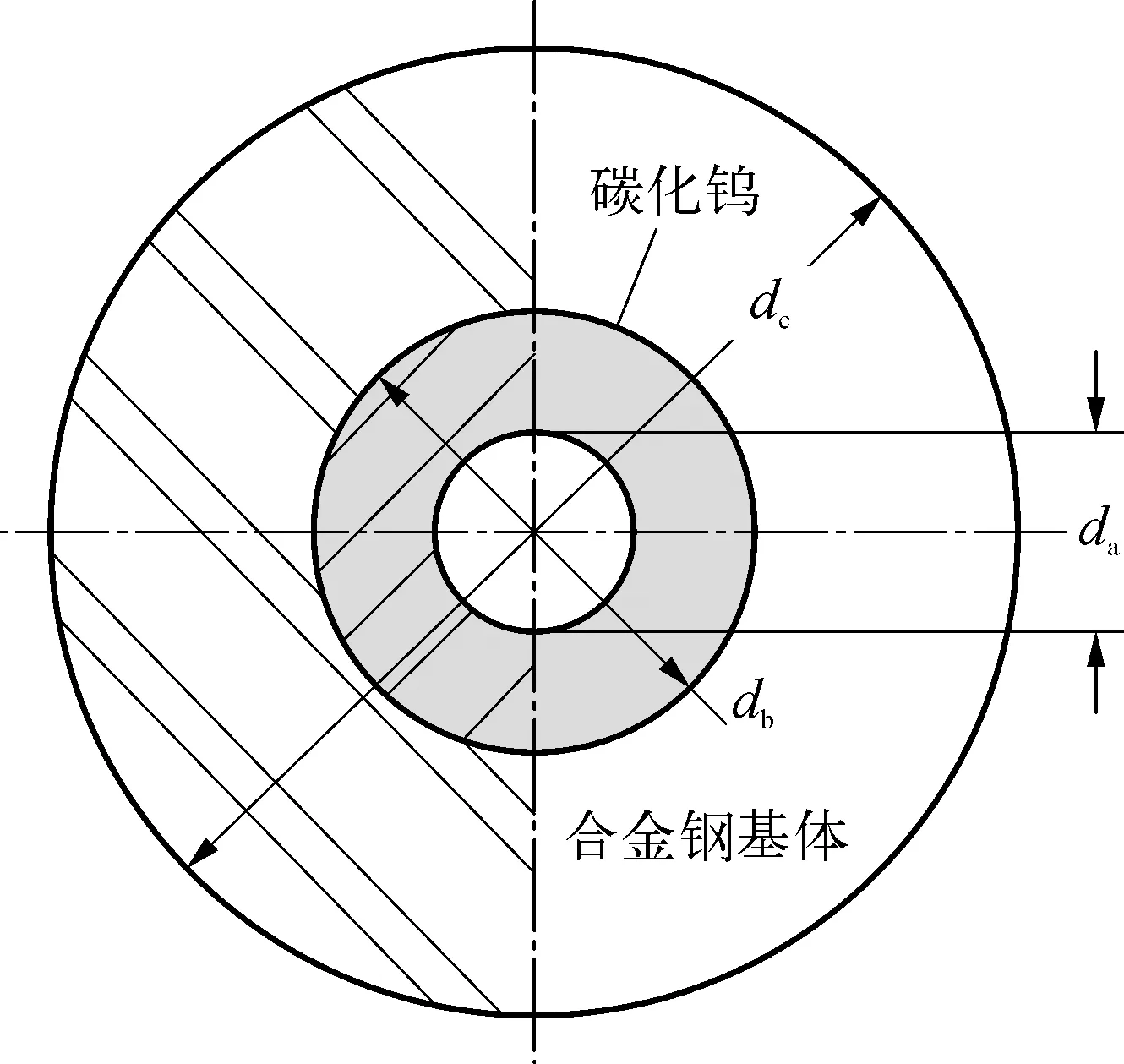
圖6 過盈配合連接的示意
此外,還可以根據相關標準選擇適合工況需求的過盈量,如標準ANSIB 4.1—1967《圓柱型部件的優選極限與配合》推薦了不同FN等級下,過盈量的大小以及孔和軸配合的上下偏差。
2) 常溫下過盈配合產生的夾持力計算如式(2) 所示:
p=F/πdbLμ
(2)
式中:F——過盈配合所產生的加持力;L——內嵌件與外套接觸面長度;μ——碳化鎢與鋼的摩擦因數。
3) 對于碳化鎢頭嵌入到合金鋼內孔的結構方案,需要計算過盈配合安裝后產生的預應力,避免碳化鎢應力過大而導致開裂失效。
a) 接合面處碳化鎢所受到的切向應力如式(3)[10]
(3)
b) 接合面處碳化鎢所受到的壓應力如式(4):
(4)
4) 當采用加熱安裝時,安裝前的加熱溫度T計算如式(5):
(5)
式中:ΔD——安裝所需徑向間隙;α0——合金鋼外套的線性熱膨脹系數;T0——室溫。
總之,過盈配合連接合理地利用了碳化鎢與合金鋼熱膨脹系數的較大差異,設計時使碳化鎢作為內嵌件,合金鋼為外套件充分發揮各自材質的特性,設計者可以依據具體的工況條件選取合理的過盈量,從而獲得可靠的連接性。相比釬焊工藝,過盈配合連接的設計及安裝更容易控制,從而有利于提高產品質量的穩定性。但是基于熱安裝的工藝方法,對合金鋼基體材質選擇要求較高,要求材質自身溫度適用范圍要高,且高溫下要求具有較高的強度。
3.2.4碳化鎢頭與合金鋼基體采用機械連接
1) 常見的機械連接形式有如下2種。
a) 將碳化鎢頭與合金鋼基體直接通過螺紋連接加銷釘形式,其具體結構可以是碳化鎢頭與合金鋼基體上帶有螺紋,通過螺紋連接后再通過電火花或激光加工出銷孔,銷入銷釘防止螺紋由于振動工況下發生松動[11-12],如圖7 所示。
圖7 碳化鎢閥芯機械連接形式一
b) 采用螺栓或帶內螺紋的套筒將碳化鎢頭與帶螺紋的合金鋼基體連接起來,再銷入銷釘防止螺紋松動,如圖8所示。
2) 2種機械連接存在以下缺點:
a) 對于閥芯上直接加工螺紋的結構,其螺紋及螺紋退刀槽根部處容易引起應力集中,而像碳化鎢這種脆性材質對于應力集中極為敏感;此外碳化鎢螺紋根部處于拉應力狀態,而這種脆性材料不宜承受拉應力;在持續振動及有固體顆粒高速沖擊的工況下,極易引起螺紋應力集中處開裂,從而引起閥芯斷裂或脫落。尤其是閥門處于小開度工況時,閥芯與閥座相互撞擊,該結構更容易引起閥芯斷裂失效。

圖8 碳化鎢閥芯機械連接形式二
b) 對于采用螺栓或螺紋套緊固的連接結構,由于與碳化鎢頭與合金鋼基體的熱膨脹系數相差很大,因而在實際高溫工況下,螺栓受熱后變形量大于閥芯的變形量,容易造成閥芯松動,閥芯整體剛度變弱,碳化鎢頭在振動的工況下,疲勞斷裂和脫落的風險很大。因此,對于螺紋連接結構,在高溫工況下由于不同材質的熱膨脹差異,導致連接松動是直接影響到連接緊固及可靠性的關鍵因素之一。
總之,機械連接結構形式易于安裝以及后續維護;其次與釬焊和過盈配合連接相比,機械連接對合金鋼基體材質的選擇要求較低,有利于降低成本,尤其對于大尺寸閥門內件更具有成本優勢。在充分理解黑水控制閥應用工況、受力以及碳化鎢材料性能的情況下,通過對常見機械連接結構進行優化設計改進,可以大幅增加機械連接的可靠性。
4 結束語
本文通過對煤化工黑水處理工藝以及黑水控制閥的結構特點介紹,分析了黑水控制閥碳化鎢閥芯的常見失效形式及其主要影響因素;通過對碳化鎢材料性能的研究,對其可能造成的影響進行了詳細分析;通過對黑水控制閥受力分析,介紹了幾種主要的碳化鎢閥芯連接方式:過盈配合、釬焊、機械連接,并探討了各自的優缺點。設計人員和工程應用人員應該根據具體的工況選擇最佳的碳化鎢連接方式,以延長碳化鎢閥芯的使用壽命,避免因閥芯失效造成的停機以及運營效率降低。
[1] 劉建兵.黑水控制閥選型與計算的探討[J].石油化工自動化,2014,50(04):24-30.
[2] 賀永德.現代煤化工技術手冊[M].北京:化學工業出版社,2010:576-578.
[3] 李志和,段石田.WC-Co硬質合金組織結構對斷裂韌性和斷裂影響的研究[J].鋼鐵研究總院學報,1985,5(Sl):101-110.
[4] 羅蒙麗.硬質合金釬焊技術的現狀與發展[J].硬質合金,2015,32(02):108-118.
[5] 遲輝,張偉,趙維巍,等.高頻感應釬焊硬質合金接頭熱處理工藝研究[J].稀有金屬與硬質合金,2007,35(03):20-30.
[6] 楊力,熊計, 郭智興,等.WC晶粒度對硬質合金/不銹鋼釬焊接頭微觀組織與性能的影響[J].硬質合金,2015,32(04):234-241.
[7] 周學忠.避免大規模硬質合金焊接裂紋的方法[J].量具技術,2008,42(05):66-67.
[8] 王振宇.過盈配合的選擇方法[J].機械制造與自動化,2006(05):61-65.
[9] 苗德華,舒同林,張東峻.非拉梅問題的過盈配合結構裝配應力的研究[J].工程力學,1994,11(01):45-50.
[10] 江楓.對“過盈配合連接的應力計算”探討[J].木工機床.1987(04):24-25.
[11] 李聿營.高壓黑水控制閥失效原因分析及改進措施[J].大氮肥,2014,37(05):299-302.
[12] 曹輝,楊勝,錢威.黑水閃蒸系統角閥損壞原因及處理[J].閥門,2014(02):41-42.
DiscussiononTungstenCarbidePlugsDesignforControlValveofBlackWaterFlashSystem
Qi Rongxian, Wang Bin
(Emerson Process Management (Tianjin) Valves Co.Ltd., Tianjin,301700, China)
s:The black water control valve is one of the critical valves in water-coal slurry gasification.Its running reliability affects efficiency of coal gasification plant directly.Due to strong media corrosive, poor working condition, and occurrence of vibration and flashing, which leads Tungsten carbide plugs to be failed or damaged unexpectedly.The black water treatment process in coal chemical industry, and control valve structure characteristics are introduced comprehensively.The common failure forms of tungsten carbide plugs and main influence factors are summarized and discussed.From aspects of material selection and structure design, key points on designing tungsten carbide plugs are expounded deeply.It would be a great guideline and reference to design engineer to improve Tungsten carbide service life, and ensure stable process operation.
coal gasification; black water control valve; tungsten carbide; fracture; abrasion; braze; shrink fit; mechanical joint
稿件收到日期:2017-08-12,修改稿收到日期2017-09-28。
祁榮先(1981—),男,2009年畢業于燕山大學機械電子工程專業,獲碩士學位,現就職于艾默生過程管理(天津)閥門有限公司,任產品工程師。
TH138.52
B
1007-7324(2017)06-0049-05