抽水蓄能電站進水球閥安裝工藝及調整
2018-01-03 19:19:24
電力設備管理 2017年7期
福建仙游抽水蓄能有限公司 余睿
福建廈門抽水蓄能有限公司 孫領
抽水蓄能電站進水球閥安裝工藝及調整
陜西鎮安抽水蓄能有限公司 權強 李言龍
福建仙游抽水蓄能有限公司 余睿
福建廈門抽水蓄能有限公司 孫領
進水球閥作為高水頭長引水系統抽水蓄能電站的第一道安全保障,其安裝工藝尤為重要,以保證進水球閥各項性能指標。本文以仙游抽水蓄能電站為例,介紹大型進水球閥的安裝工藝以及在安裝過程遇到的問題及調整處理措施。
抽水蓄能電站;進水球閥;安裝工藝;接力器基礎
福建仙游抽水蓄能電站(以下簡稱仙游電站)裝機容量1 2 0 0 M W(4×300MW),額定水頭430 m,采用“一洞兩機”布置形式,每臺機組引水壓力鋼管與水泵水輪機之間設置進水球閥。正常情況下球閥靜水啟閉,事故時可動水關閉球閥,以防止事故擴大。
1 球閥結構參數
仙游電站的球閥為臥軸布置,設有上游檢修密封和下游工作密封。在球閥與上游引水壓力鋼管之間設置一段進水接管,下游端用法蘭與球閥本體聯接,上游端與湊合節焊接,湊合節再與壓力鋼管焊接。在球閥與蝸殼之間設置伸縮節,上游端用法蘭與球閥本體聯接,下游端與蝸殼用松套法蘭聯接。每臺球閥配2個雙作用液壓缸式接力器、1套油壓裝置及控制系統。在進水接管與伸縮節之間設置旁通管路(工作旁通閥、檢修旁通閥),用于球閥開啟時上、下游平壓。球閥技術參數見表1。
2 球閥安裝工藝
2.1 球閥安裝工藝流程
球閥安裝工藝流程見圖1。
2.2 基礎埋件安裝
(1)復測蝸殼延伸管法蘭及引水壓力鋼管出口段垂直度、里程、中心、高程及兩者的同軸度,所有的安裝統一基準點,以蝸殼進口段法蘭為基準,來確定球閥的基礎板的中心、高程。

(3)安裝球閥基礎螺栓,利用安裝模板調整其球閥基礎螺桿滿足各螺桿間的距離偏差±0.5mm;螺桿高程0~+3mm;基礎螺桿與球閥中心線Y為設計值1200±2 mm;下游側螺桿2、3號到大梁中心的距離1505.37±0.5 mm。
2.3 球閥本體檢查、清掃
在球閥運抵工地現場,利用行車對球閥進行翻身,翻身完成后對球閥本體進行全面檢查。設備組合面應光潔無毛刺,若有毛刺或高點應先將其打磨光滑,合縫間隙用0.05 mm塞尺檢查時不能通過,允許有局部間隙,用0.10 mm塞尺檢查,深度不應超過組合面寬度的1/3,總長不應超過周長的20%,組合螺栓及銷釘周圍不應有間隙,組合縫處安裝面錯牙一般不超過0.10 mm;工作密封及檢修密封的止水面接觸應嚴密,用0.05 mm塞尺檢查時不能通過;伸縮節在安裝前要檢查幾何形狀和尺寸;將活門置于全關位置,投入檢修密封手動鎖錠來固定閥體與活門的相對位置,以免活門在安裝過程中發生轉動。
2.4 閥體安裝
由于吊物孔尺寸限制,只能先將湊合節、進水接管和伸縮節吊入并調整好安裝位置,暫時放置在球閥基礎上下游空地上,最后安裝球閥基礎板及調整螺栓,在閥體基礎板平面和球閥底板上平面需相對滑動表面涂上二硫化鉬潤滑油脂,涂裝時應避免粘上污物。將球閥本體就位,通過調整螺栓調整高程、水平使其滿足要求。

表1 球閥技術參數

圖1 球閥安裝工藝流程圖
2.5 伸縮節與進水接管安裝
將伸縮節結合面清洗干凈,在球閥本體結合面密封槽內涂抹黃油后安裝固定好O型密封圈,用橋機配合樓板下的吊點將伸縮節吊裝就位,并調整至正確的安裝方位,調整伸縮節與球閥本體的中心和同心度滿足要求,一般要求兩者內壁錯牙不超過1 mm。先對稱安裝8個M90的螺栓聯接球閥本體與伸縮節法蘭并預緊至把合面無間隙(用0.05 mm塞尺檢查不能通過),安裝剩余的螺栓,然后對稱進行拉伸,具體情況如下(拉緊螺栓時一次打壓對稱2個螺栓):油壓1200 bar,最大1300 bar,旋轉角度27.1°,伸長量0.28 mm,弦長35.9 mm,測量處直徑153 mm。用橋機將伸縮節下游松套法蘭吊裝就位,此時不需要裝入O型密封圈,在安裝焊接湊合節時還需要將其法蘭拆除。調整球閥伸縮節間隙均勻,滿足設計要求25 mm,安裝48個M36的聯接螺栓并對稱打緊,打緊力矩為2800N· m,用0.05 mm塞尺檢查結合面不能通過。進水接管安裝方法相同于伸縮節安裝方法,不再贅述。
2.6 湊合節下料及焊接
測量上游進水管口至引支鋼管出口之間距離,以+X軸線為基準,測量進水管口及引支鋼管出口內壁的周長,在各象限內等分10個點并編號球閥上游進水管口1、2、3、4…40,引支鋼管編號為1’、2’、3’…40’,然后量取兩者相同點之間的距離L1、L2、L3…L40做好詳細記錄,計算出壓力鋼管湊合節的切割長度。將壓力鋼管湊合節按上述方式進行分點并測量出湊合節的實際長度,湊合節切割量L=L1"-L1、L2、L3…L40。
其中:L1":湊合節實際長度;L1、L2、L3…L40:球閥至上游壓力鋼管距離。
根據上述計算值,對湊合節進行放樣,計算尺寸中要考慮焊縫收縮量(兩側焊縫各2.5 mm)。根據放樣點采用氧乙炔手動切割湊合段,按圖紙要求對切割面開坡口、打磨,并做好切割面的中心線標記。
尺寸測量完成后將伸縮節與蝸殼延伸管之間的可拆卸法蘭拆除,留出間隙后將球閥、伸縮節及上游延伸管同時往下游移動約7 mm,以確保在上游湊合節焊接收縮后能滿足調整空間。
湊合節配割完成后在調整時需根據蝸殼延伸管與上游引支出水口的同軸度做出相應調整,若同軸度存在偏差可通過湊合節進行過渡。調整完成后進行球閥基礎三期混凝土澆筑,待混凝土養護期到后進行焊接。
湊合節與壓力鋼管、進水接管焊接采用手工電弧焊。焊接前在進水接管、球閥本體、下游伸縮節法蘭位置處各架設4塊百分表,監測變形情況。根據百分表的變化情況,通過改變焊接工藝措施和焊接參數來控制焊接變形。環縫焊接前將坡口及坡口兩側100~150 mm范圍內清理干凈,去除鐵銹、油污、雜質與水分,兩側坡口打磨見金屬光澤。在坡口兩側按要求均勻預熱,預熱采用遠紅外加熱片進行,預熱溫度為120~150℃,防止局部過熱。焊后保溫150~200℃/3h。環縫焊接由2名焊工同時均勻施焊,電焊條加熱300℃/2h,焊條應保存在保溫桶內,焊條在保溫桶內時間不大于4小時。焊接中保持80~120℃。分段焊長度300 mm,采用分段退焊和對稱焊接法,層間溫度不超過200℃,層間用錘擊法消應。由于球閥上游進水接管鋼材為Q345R,壓力鋼管湊合節為600 MPa級鋼板,屬于異種鋼焊接,根據設計要求,按強度低的一側鋼板選擇焊接材料,按強度高的一側鋼板選擇焊接工藝,即按Q345R鋼板選擇焊接材料,按600 MPa級鋼板選擇焊接工藝,故湊合節兩側的焊縫工藝是一致的,只是焊接所用焊材不同。手工電弧焊接環縫時的引弧必須在坡口內進行。多層焊道的接續部位不準在上、下、左、右中心方向相重合,應錯開25 mm以上,多層焊接的層間接頭應錯開。碳弧氣刨清根時的預熱溫度同焊接,應清除打底焊道,直至露出良好的焊縫金屬為止。并進行表面PT探傷,保證無缺陷。所有焊接完成后,采用超聲波、射線進行無損探傷,若焊縫內部缺陷應用碳弧氣刨清除,重新焊接直到無損探傷滿足要求。
2.7 接力器安裝
將接力器運抵到現場,進行打壓試驗檢查是否漏油、動作接力器活塞檢查動作行程是否滿足要求。將球閥接力器置于關閉,防止吊裝時活塞桿滑動。將接力器置于全關位,接力器與支座、基礎螺栓聯接在一起,整體吊裝就位,此時相對于球閥拐臂找正并與拐臂聯接,調整接力器垂直度,控制在1 mm/m;檢查兩接力器中心距、與球閥中心距離、基礎板高程等均應滿足設計要求后,進行臨時加固。對接力器兩腔接入臨時打壓泵,帶動球閥閥體開啟關閉至少3次,檢查球閥閥體開啟時閥體過流面有無錯牙,關閉位置接力器鎖錠應能可靠投入退出。在接力器動作過程中檢查拐臂與閥體間間隙均勻且滿足要求。復測相關數據滿足設計要求后,對接力器基礎螺栓、預埋基礎板以及球閥基礎進行混凝土澆筑,澆注期間要求應保護好接力器活塞桿,并隨時檢查接力器的垂直度。養護期到后,打緊接力器基礎螺栓到設計拉緊力矩。最終檢查接力器安裝尺寸,檢查接力器開啟、關閉能否滿足工作密封、檢修密封的工作狀態。
2.8 旁通管路及附屬設備安裝
球閥設置檢修旁通閥及工作旁通閥,用于球閥正常開啟時對球閥兩側進行平壓。檢修旁通閥開啟腔與關閉腔同時作用油壓與水壓,使檢修旁通閥在油壓消失時閥門具有自關閉趨勢。兩閥門上均有4個鎖錠螺栓,在機組檢修時投入防止閥門誤開啟向下游側充水。在安裝前對閥門進行耐壓試驗檢查有無滲漏,利用行車將閥門吊裝就位,調整好安裝位置安裝并對稱打緊聯接螺栓,然后對旁通管路進行配管焊接安裝。
球閥所有管路均為不銹鋼管,采用氬弧焊對管路進行焊接。在安裝中要注意各閥門及表計的安裝位置是否正確,便于操作和檢修維護。外觀整齊美觀,管道水平度垂直度符合要求,法蘭螺栓緊固時對稱進行把緊,保持法蘭面平行,平焊法蘭內外焊縫均需焊接。
3 調試
確認球閥電氣設備全部安裝完成后,在上游引水系統充水前對球閥進行無水調試,現地手動開啟、關閉調試球閥,檢查邏輯程序是否正確,調整程序中各項參數,調整旁通閥開啟、關閉時間,調整球閥閥體開啟、關閉時間,以及球閥全關側緩沖時間,保證以上各時間滿足機組的工況轉換時間需求。準備臨時操作水源并外接手動打壓泵動作工作、檢修密封,調整球閥工作密封、檢修密封投退位置開關。球閥閥體開、閉時間及球閥全關側緩沖時間見表2。

表2 球閥閥體開、閉時間及球閥全關側緩沖時間

表3 接力器復測數據
在各項工作調整完成后,關閉球閥閥體,投入檢修、工作密封,投入檢修密封10個接力器鎖錠螺栓,將兩接力器鎖錠投入,關閉工作旁通閥、檢修旁通閥并投入相應4個鎖錠螺栓,所有安全措施做到位后對上游引水系統進行充水。
4 安裝過程中的處理
以2號機為例。球閥接力器安裝調整并開啟、關閉球閥檢查無誤后,對球閥接力器基礎澆筑混凝土,待混凝土養護到期后,重新復測檢查各尺寸,具體數據見表3。
注:面向上游左手側位左側接力器。
可見,球閥全開時閥體過流面錯牙達19 mm,同時左側接力器有約2.5 mm未至缸底,右側接力器已至缸底,球閥全關時造成左側接力器承受雙倍壓力,容易損壞接力器,同時接力器鎖錠無法正常投入。廠家標準要求過流面錯牙在±10 mm,已超出標準,需要對接力器進行調整處理。分析判斷有可能是在澆筑混凝土過程中接力器支座出現位移導致此過流面偏差。由于工期要求,不能將接力器全部混凝土拆除進行調整后再重新澆筑混凝土,分析所測數據,特別是考慮左、右接力器位置,具體處理步驟如下:
(1)左、右接力器在不到全關位置附近,將接力器缸體固定住以防接力器回蕩受損,防止活塞壓至下端蓋,拆除接力器與支座的鏈接銷釘;
(2)拆除左右接力器支座,清除接力器基礎板上混凝土;
(3)將左側接力器支座(如圖4)4個Ф52孔用Ф52的圓鋼(與支座孔等高)進行封堵,并在原孔上游側方向距圓孔中心43 mm處打4個Ф52孔,并锪平Ф90;同時將右側接力器支座(如圖4)4個Ф52孔用Ф52的圓鋼(與支座孔等高)進行封堵,并在原孔上游側方向距圓孔中心2 2 m m處打4個Ф52孔,并锪平Ф90;
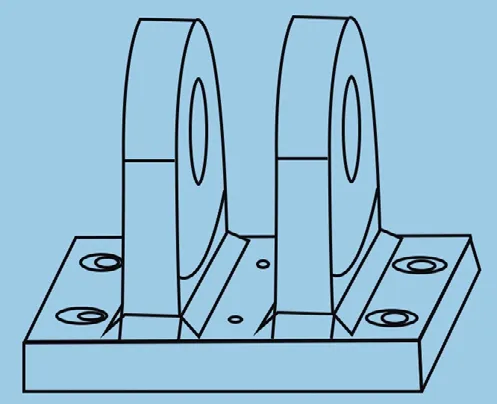
圖4 球閥接力器支座
(4)將左、右接力器支座固定,安裝接力器與支座鏈接銷釘,將球閥全關并投入接力器鎖錠,檢查接力器鎖錠能否正常投退,測量支座與球閥接力器基礎板之間間隙,若有間隙加合適的金屬墊,保證結合面貼實的情況下進行固定;
(5)開啟、關閉球閥測量相關數據并核對,重點檢查閥體過流面錯牙(實測錯牙為5 mm),各數據滿足要求并通過驗收后澆筑混凝土。
(6)通過上述方法對接力器的支座位置進行調整,最終測量球閥活門過流面與密封過流面的垂直差為5 mm,滿足標準要求。
綜上,在不拆除混凝土情況下,采用該調整方法對進水球閥接力器底座進行微調,最終經閥體開關試驗檢查,其安裝誤差滿足相關規范標準的要求,同時大大的縮短了安裝工期。
5 結語
球閥作為抽水蓄能電站安全保障,其安裝工期直接影響到電站建設的直線工期。通過大型抽水蓄能電站球閥安裝工藝及安裝過程中問題處理淺析,其安裝過程及最終各項數據都符合規范及設計要求,實踐結果表明通過合理的安裝工藝及處理調整,可很大程度上縮短電站建設的直線工期。
《電力設備管理》雜志讀者俱樂部會員招募
由中國電力設備管理協會主辦、15大電力央企集團公司協辦的《電力設備管理》雜志,為加強與電力界讀者的密切互動聯系,使本雜志成為“全國電力設備管理工作者之家”,從即日起誠邀全國電力設備管理工作者加入本雜志讀者俱樂部,歡迎您成為本俱樂部會員,攜手為推進中國電力行業設備管理事業發展而貢獻寶貴智慧和力量。會員將享受本雜志諸多服務。
1 可優先在本刊發表相關企業論文、新聞稿件及圖片。
2 可優先被通知參加中國電力設備管理協會或本刊組織舉辦的各類專業活動。
3 可優先被本刊主辦單位中國電力設備管理協會授予年度“全國電力行業設備管理工作優秀志愿者”榮譽稱號并頒發榮譽證書。
4 可優先評為年度“《電力設備管理》雜志優秀讀者”并頒發榮譽證書。
凡欲申請為本刊讀者俱樂部的設備管理工作者,請填寫《〈電力設備管理〉雜志讀者俱樂部會員登記表》(此表在中國電力設備管理協會網站:http://www. statepower.com.cn右上角“下載中心”一欄),并在即日起發送至本刊電子郵箱:emiunited@163.com
《電力設備管理》雜志社編輯部2017.7.15
