FANUC系統(tǒng)參數(shù)在生產(chǎn)質(zhì)量方面的實踐和應(yīng)用
2018-01-03 05:46:06王路暐
設(shè)備管理與維修 2017年12期
關(guān)鍵詞:系統(tǒng)
王路暐
(上汽通用五菱汽車股份有限公司,廣西柳州 545007)
FANUC系統(tǒng)參數(shù)在生產(chǎn)質(zhì)量方面的實踐和應(yīng)用
王路暐
(上汽通用五菱汽車股份有限公司,廣西柳州 545007)
深孔剛性攻絲斷刀回退;孔位置度超差的補償;伺服增益的相關(guān)參數(shù);圓弧拐內(nèi)角倍率與進給速度相關(guān)的參數(shù)。FANUC系統(tǒng)參數(shù)的使用實踐。
FANUC 系統(tǒng);參數(shù);加工節(jié)拍
10.16621/j.cnki.issn1001-0599.2017.12.18
0 引言
FANUC系統(tǒng)參數(shù)中有部分的參數(shù)是關(guān)于設(shè)備的機械性能、伺服系統(tǒng)、NC加工設(shè)置,其中和加工相關(guān)系的有剛性攻絲,刀具補償,螺距誤差補償,伺服增益相關(guān)參數(shù),圓弧拐內(nèi)角倍率設(shè)置,進給速度的參數(shù)。這些參數(shù)和現(xiàn)場設(shè)備的加工節(jié)拍、加工質(zhì)量密切相關(guān),需要研究掌握參數(shù)在不同的加工條件下的調(diào)整方法,以滿足生產(chǎn)的節(jié)拍和質(zhì)量需求。
目前,廠里使用了FANUC18i和FANUC31i系統(tǒng),2個版本關(guān)于系統(tǒng)參數(shù)的設(shè)置和含義基本相通。那么根據(jù)0i系統(tǒng)的參數(shù)含義,可以部分了解到機床設(shè)置參數(shù)的調(diào)整方法和調(diào)整范圍,經(jīng)過近10 a的FANUC系統(tǒng)使用,工廠已經(jīng)積累了關(guān)于絲杠磨損的參數(shù)補償、伺服增益的相關(guān)參數(shù)設(shè)置等經(jīng)驗,但是在剛性攻絲、螺距武昌補償方面經(jīng)驗不足,需要更長時間的摸索跟蹤和實踐。將現(xiàn)場出現(xiàn)的一些質(zhì)量和生產(chǎn)節(jié)拍問題,敘述系統(tǒng)參數(shù)的補償和調(diào)整過程以及達到質(zhì)量和節(jié)拍合格的案例。
1 深孔剛性攻絲斷刀回退
掌握數(shù)控系統(tǒng)作深孔剛性攻絲時,處理攻絲斷刀情況,對防止損壞工件、機床。剛性攻絲攻螺紋在主軸旋轉(zhuǎn)中,Z軸的進給總量與絲錐的螺距持平等同。即P(絲錐螺距,mm)=F(Z軸送給量/S,mm/min)/S(主軸轉(zhuǎn)速,r/min)
從實踐來講,上述涉及的FANUC系統(tǒng)參數(shù)如主軸的轉(zhuǎn)速、Z軸的進給、攻螺紋功能在滿足各項性能參數(shù)中,受各自獨立執(zhí)行加、減速的基本條件滿足運轉(zhuǎn),然而現(xiàn)實情況是并不能滿足公式的動力需求。而從系統(tǒng)改良方面,用于滿足公式運轉(zhuǎn),就有必要借鑒裝在攻絲夾頭內(nèi)部的彈簧對送給量進行補償,而通過這種補償,整體實現(xiàn)且順利以攻螺紋的精度滿足了回退需求。
剛性攻絲的運行機理,是通過同步控制控制主軸的旋轉(zhuǎn)和Z軸的進給來保證精度。在系統(tǒng)性的運行策略和方法中,最大限度的變成位置系統(tǒng)運行。主軸在執(zhí)行該系統(tǒng)操作時,通過對主軸旋轉(zhuǎn)的速度控制、位置控制和實現(xiàn)對主要旋轉(zhuǎn)和鉆孔軸的進給直線插補。深孔剛性攻絲斷刀回退,依托滿足P=F/S的條件,來確保生產(chǎn)質(zhì)量的整體提高。攻絲的螺距可以直接指定。剛性攻絲可以通過的指令完成,如:M29S***。
在缸蓋的MAG設(shè)備CNC上,一個工位頻繁出現(xiàn)絲錐斷刀的情況,在排查了絲錐刀具的問題、主軸振動、絲杠磨損造成的振動、夾具未將工件夾緊、刀具的冷卻壓力和排屑,以及刀具的主軸轉(zhuǎn)速設(shè)置等問題后,通過檢查系統(tǒng)參數(shù)中關(guān)于剛性攻絲的部分,發(fā)現(xiàn)了絲錐在退刀的速度倍率上的設(shè)置出現(xiàn)問題,將退刀倍率改為100,單位為%后,絲錐未再出現(xiàn)斷刀的情況,原來的設(shè)置為56%,這樣造成了Z軸退出速度和主軸的旋轉(zhuǎn)速度不匹配,絲錐被頻繁拉斷。
2 孔位置度超差的補償
數(shù)控機床的工藝流程優(yōu)化中,通過對直線軸精度的調(diào)整和改良,滿足對基本輕度的位置定位和速度控制。其中把握關(guān)鍵節(jié)點(反向間隙 、定位精度、重復(fù)定位精度)機械位置的調(diào)整,尤其是對直線軸傳動鏈中滾珠絲杠的螺距制造精度。數(shù)控機床生產(chǎn)制造及加工中,為實現(xiàn)生產(chǎn)質(zhì)量的整體提高,實施必要且準確的定位系統(tǒng)節(jié)約成本最有效的方法除了對關(guān)鍵節(jié)點的調(diào)整外,應(yīng)用數(shù)控系統(tǒng)的螺距誤差補償功能,對機床反向間隙、重復(fù)定位精度之間的誤差進行消解。廠里使用FANUC18i和FANUC31i版本的2種系統(tǒng),通過對螺距補償量、CNC移動指令、伺服軸的移動量、補償絲杠的螺距誤差等各個監(jiān)測點的重點監(jiān)測外,還借助相關(guān)檢驗儀器進行深度監(jiān)測,最大限度提升了生產(chǎn)質(zhì)量,避免了孔位置度超差造成的質(zhì)量問題。
3 伺服增益的相關(guān)參數(shù)
伺服系統(tǒng)(Servo Mechanism System)以機械運動的驅(qū)動設(shè)備為控制對象,以控制器為核心,以電力電子功率變換裝置為執(zhí)行機構(gòu),實現(xiàn)了生產(chǎn)中適時的信心反饋。伺服增益的相關(guān)參數(shù)研究中,各控制單元和子單元之間,形成了相應(yīng)的系統(tǒng)性原則控制和必要的偏差及其震動。伺服增益的相關(guān)參數(shù)中,通過對伺服3個反饋系統(tǒng)環(huán)的調(diào)整,實現(xiàn)對主參數(shù)如位置環(huán)增益、速度環(huán)增益、速度積分時間常數(shù)的全權(quán)調(diào)控,在恰當(dāng)?shù)恼{(diào)整中,各參數(shù)對整體生產(chǎn)質(zhì)量的提高,主要突出表現(xiàn)在指令位置跟隨性參數(shù)、工件表面優(yōu)劣、驅(qū)動器工作在位置方式上的有效性,并通過增加位置環(huán)比例增益,以鎖機力度(提高伺服電機的剛性),取得系統(tǒng)運行效果。同樣的,在位置環(huán)的整體精度改善中,相應(yīng)的時間調(diào)整和循環(huán)調(diào)整,實現(xiàn)速度環(huán)的整體增益。CNC系統(tǒng)如圖1所示。
3.1 特點
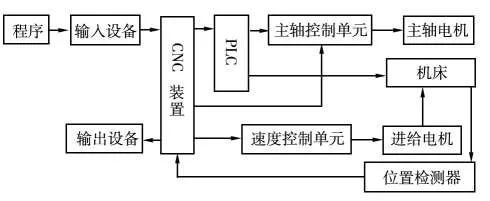
圖1 CNC系統(tǒng)框圖
位置比例增益(借助位置環(huán))參數(shù)KP的條件,是實現(xiàn)系統(tǒng)改良的先決條件,從運作機理來看,當(dāng)KP值增大時(剛性較硬),伺服電機對位置脈沖指令有較好的響應(yīng);同樣的,當(dāng)位置環(huán)比例超出時,相應(yīng)的震動和噪音,也造成了伺服電機啟動過程中不穩(wěn)定狀態(tài)存在的根源。
廠里使用的FANUC18i和FANUC31i版本的2種系統(tǒng),可保證位置環(huán)系統(tǒng)穩(wěn)定工作,滿足位置伺服增益且避免減小位置滯后量。在自動化場景運行中,通過先提高位置環(huán)增益直至過沖,后降低位置環(huán)增益的調(diào)整機理,實現(xiàn)了運行參數(shù)和運行常數(shù)對位置環(huán)所起的作用。為提升主控制單元的調(diào)整時間,實現(xiàn)對各控制單元和子單元之間,形成了相應(yīng)的系統(tǒng)性原則控制和必要的偏差及其震動的合理調(diào)控,在直接程度上實現(xiàn)以伺服電電機穩(wěn)態(tài)速度誤差的大小及速度環(huán)系統(tǒng)的穩(wěn)定性要求。在實際的數(shù)控機床的生產(chǎn)研究中,通過實際負載轉(zhuǎn)矩和負載慣量與缺省參數(shù)值設(shè)置時的相符率,進行調(diào)整,并最大、大限速的滿足速度帶寬需求,避免發(fā)生電機速度爬行或振蕩等現(xiàn)象。通過對對速度環(huán)的比例增益、積分時間常數(shù)進行調(diào)整來達到理想的速度環(huán)帶寬需要。
3.2 速度環(huán)參數(shù)與積分時間常數(shù)的調(diào)整策略原則
參數(shù)的調(diào)整,除了滿足系統(tǒng)穩(wěn)定性需求外,還要確保在不振蕩的前提下,使速度環(huán)響應(yīng)最快。最直接有效的方法就是通過度較好速度環(huán)比例增益,來調(diào)整速度環(huán),具體來講就是對速度環(huán)的先震蕩后降低原則。換言之,速度環(huán)積分時間常數(shù)調(diào)整是伺服系統(tǒng)來說為延遲因素。設(shè)置中除避免設(shè)定過大延長定位時間(導(dǎo)致相應(yīng)能力差)的缺點外,還要以具體運行狀態(tài)實現(xiàn)對定位偏差脈沖的振動狀態(tài)調(diào)整,尤其確保機械設(shè)備性能在短期內(nèi)耗費較短的穩(wěn)定狀態(tài)時間來保證生產(chǎn)。
速度環(huán)積分時間常數(shù)調(diào)整的基本原則,通過對載慣量、電機軸上值、電機轉(zhuǎn)子慣量的倍數(shù)關(guān)系的折算和相應(yīng)的時間常數(shù)的正相關(guān)關(guān)系研究。在相應(yīng)的狀態(tài)調(diào)整和穩(wěn)定性能研究中,參數(shù)的負載,在實際的生產(chǎn)質(zhì)量管理中,依據(jù)FANUC18i和FANUC31i系統(tǒng)參數(shù)中,相應(yīng)的伺服增益及其速度環(huán)比例增益和相應(yīng)時間,最終獲得最短時間的最佳運行效率。
4 圓弧拐內(nèi)角倍率
圓弧拐內(nèi)角倍率可以改善出現(xiàn)的暗紋情況。
5 與進給速度相關(guān)的參數(shù)
直線插補、螺旋插補等的進給速度設(shè)置,影響加工節(jié)拍,各個軸的快速進給的直線加減速時間常數(shù)和鈴形加減速時間常數(shù)設(shè)置過大,造成超節(jié)拍 超差,在系統(tǒng)參數(shù)1620和1621的設(shè)置中,可以通過調(diào)整鈴型加減速時間常數(shù),調(diào)整節(jié)拍加工時間。保持生產(chǎn)線統(tǒng)一的節(jié)拍時間。
TG695
B
〔編輯 利 文〕
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識經(jīng)濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32