馬來西亞沐若水電站的引水壓力鋼管安裝、焊接、壓力測試和工藝技術
2018-01-04 18:05:40何平
湖南水利水電 2017年6期
關鍵詞:焊縫
何 平
(中國水利水電第八工程局有限公司 長沙市 410004)
1 概述
1.1 鋼管介紹
沐若水電工程施工地點位于馬來西亞沙撈月州境內的拉讓河上游流域,壩址控制流域面積約為2 750 km2。一共安裝了4臺244 MW機組。電站設計有2條引水壓力鋼管,由上到下分別是:上平段、調壓井段、上彎段、豎井段、下彎段、下平段、岔管段、支管段。引水壓力鋼管安裝采用內加強月牙肋對稱Y型岔管,總重量約133.7 t,由一個主錐管和兩個支錐管組成。
1.2 主要參數
(1) 公切球直徑:3.1 m。
(2) 主管進口內徑:5.5 m。
(3)支管出口內徑:4.2 m。
(4) 月牙板厚:150 mm。
(5) 筒體板:72 mm。
(6) 母材材質:07MnCrMoVR。
壓力管在國內進行分塊制作并進行預拼,運輸至工地后拼成整體。壓力管制作可以分成5個單元,編號分別是 29-1、29-2、29-3、29-4、29-5(圖 1)。 河流右側為1#壓力鋼管,對應的機組為3#、4#機組,左側為2#鋼管,對應機組為1#、2#機組,兩條鋼管水平中心距為35m,其中1#鋼管管節軸線總長度為1 422.244 m,總重為 8 848.5 t,2#鋼管總長為 1 465.143m,總重量為9 092 t。1#壓力鋼管起始位置為DI1+344.526,2#壓力鋼管起始節位置為DII1+294.096。鋼管從起始段到下游蝸殼進口段,管徑依次漸變:Φ 8 000→Φ 7 000→Φ 6 200→Φ 5 700→Φ 5 500→Φ 4 200→Φ 3 400。
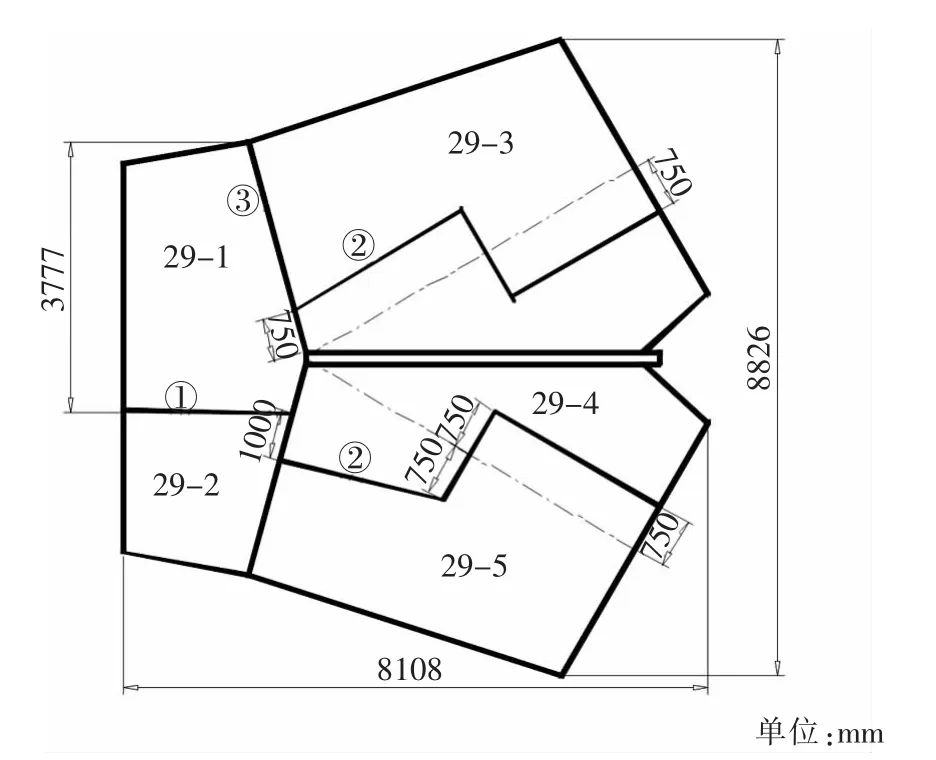
圖1 岔管分塊示意圖
2 壓力鋼管安裝工藝流程
壓力鋼管安裝分為現場制造與現場安裝兩大部分。
(1)現場布置兩個壓力鋼管制造車間。其中一個布置在下平洞施工支洞附近。車間為輕型鋼結構,車間有效使用面積為78 m×18 m。在該車間可以設置4個組拼工位和2個焊接工位,并且布置1臺25 t龍門吊,1臺自動焊滾焊臺車。最后利用拖車將鋼管成品運放到附近指定的設備堆放場。
(2)在上平段調壓井位置設置1個組裝車間。車間也采用輕型鋼結構,內配置1臺25 t龍門吊,并對該龍門吊進行改造以保證它的有效起升高度能滿足壓力鋼管從調壓井下放的要求。該車間同時還應設置2個組裝工位和1個自動焊接工位。最后根據現場實際情況設置鋼管成品堆放區。
(3)現場安裝的主要設備配置有:1臺30 t的平板拖車用于鋼管管節運輸,1臺50 t的汽車吊配合裝車,1臺150 t的汽車吊配合合裝車用于岔管安裝。鋼管管節洞內運輸主要采用卷揚機、滑輪組以及地錨配合運輸。為配合上平段、豎井及彎段部位的管節安裝,在每條壓力鋼管的豎井位置布置1臺20 t的卷揚機和1臺10 t的卷揚機。在每條壓力鋼管的下平段位置布置3臺10 t的卷揚機。利用廠房土建的施工門機來吊裝支管到施工洞口,最后利用臺車運輸就位。
3 壓力鋼管安裝工作面設置
根據現場實際情況并結合土建交面時間,每條壓力鋼管的安裝設置5個安裝工作面。每條鋼管下平段設置2個工作面。在岔管、支管、下彎段以及上平段各設置一個工作面。
4 壓力鋼管定位節及湊合節設置
每條壓力鋼管設置兩個定位節,一個定位節為岔管,另一個為下彎段相連結的漸變段管節。
(1)以岔管進水口端面為定位端面,依次向上游安裝下平段壓力。
(2)以岔管支管出口斷面為基準,依次向下游安裝機組的支管段。
(3)以漸變段下游管口為基準,依次向下游安裝下平段壓力鋼管。
(4)以漸變段上游管口為基準,依次向上游安裝其余管節。
在施工支洞交匯處設置下平段鋼管湊合節,用于調整兩個不同方向安裝的下平段鋼管的連接。湊合節采用4個瓦片湊合的方式。瓦片長度方向預留100mm以上的切割余量。確定瓦片實際湊合線位置以后,用磁力切割機進行切割,并用氣刨和砂輪機配合開坡口。
5 岔管安裝
5.1 岔管的組裝
在新增的岔管運輸施工支洞洞口設置岔管組裝平臺,然后在該平臺上組裝成整體。由于施工支洞空間小,只能依次組裝岔管。比如,先組裝1#岔管。當1#岔管組裝驗收合格后,將其拖拉到安裝位置,然后再在組裝平臺組裝2#岔管。
5.2 岔管的水壓試驗
5.2.1 岔管水壓試驗布置
岔管水壓試驗布置原理如圖2所示。此次試驗設有3個橢圓型封頭。進口、出口橢圓型封頭的內徑和岔管管口的內徑相同。在進口封頭上布置進水管、排氣孔和加壓管。封頭板厚以及它的技術要求可以根據ASME推薦的壓力容器計算公式進行設計。岔管的工作壓力為4.29 MPa,水壓試驗最高壓力為5.36±0.2 MPa。水壓試驗采用10 MPa的電動加壓泵來逐步升壓。水壓試驗完成后,首先卸壓,然后將岔管內的水排空。接著進行封頭切割。岔管水壓試驗將在組裝場地進行。每個岔管水壓試驗大概需要占用約1個月的直線工期。
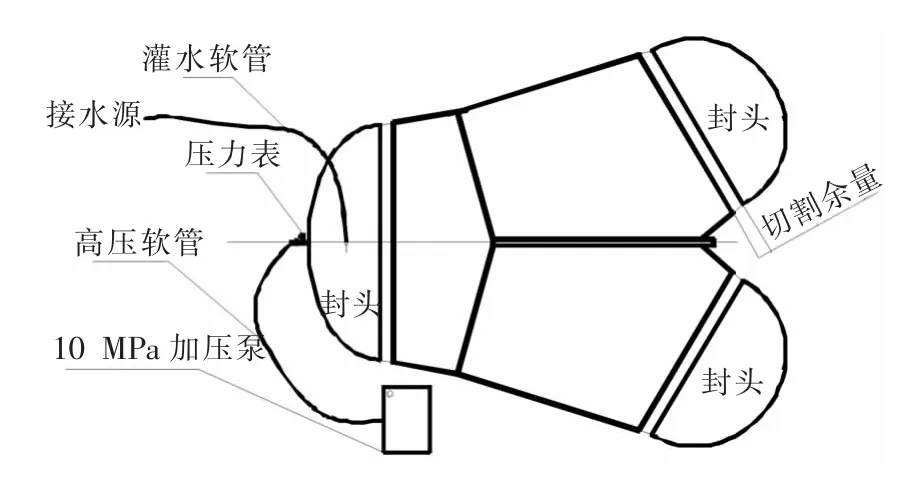
圖2 岔管水壓實驗布置原理示意圖
5.2.2 岔管水壓試驗前的檢查
(1)確保岔管和封頭幾何尺寸的正確,焊縫外觀和內部質量的合格。
(2)檢查岔管支撐的加固情況。水壓試驗時荷載比較大,必須保證支撐的強度和穩定性。
(3)檢查岔管瓦片的內支撐。需將所有支撐與瓦片連接處切割開,防止水壓試驗時,瓦片的內支撐局部點受力拉裂情況。
(4)按岔管水壓試驗原理圖,準備好水壓試驗所需的試驗設備、管路及專用工器具。
首先,健全法律體系。憲法和法律是依法治國的重要依據,立法是落實依法治國基本方略,建設社會主義法治國家的根本環節。因此要堅持從國情出發,在政治、經濟、文化、社會等諸多領域建立健全法律、法規,完善社會主義法律體系,使社會主義各項事業有法可依。為了保證國家政權專政職能的發揮,必須有一套法律法規作保障。這就要求進一步完善刑事立法和打擊各種犯罪的法律法規,善于借鑒西方法律制度,使社會治安方面的法律法規更加健全,為依法行使專政職能提供法律依據和保障,穩、準、狠的打擊刑事犯罪,維護社會秩序,鞏固人民民主專政。
(5)將充水閥、排氣閥、泄壓閥、各壓力表組裝就位,檢查打壓設備、檢測儀表和管路連接情況。
(6)為便于水壓試驗,對試驗情況進行觀測和檢查,在岔管所有焊縫側需要搭設專用爬梯。爬梯采用型鋼焊接而成或用活動木樓梯。
5.2.3 岔管水壓試驗
利用軟管通過旁通閥對岔管進行注水。注水的同時開啟悶頭上部的排氣閥進行排氣。當排氣管上部出水不再有氣泡時關閉排氣閥與旁通閥,此時注水結束。啟動電動試壓泵逐步向岔管加壓。加壓過程中隨時目測岔管及悶頭的焊縫有無異常情況,檢查各閥門及其與岔管連接處是否漏水,若有異常應及時處理。岔管水壓試驗壓力與時間的關系如圖3所示。水壓試驗壓力上升速度不應超過0.05 MPa/min。緩慢升至設計壓力工作值,保持10 min。對岔管進行檢查,若情況正常,繼續升至試驗壓力最大值,保持5 min。再次檢查有無滲水和其他異常情況。若無異常,經確認后利用打壓設備上的泄壓閥將壓力降至設計壓力工作值,保持30 min,整個水壓試驗過程中應無滲水和其他異常情況。
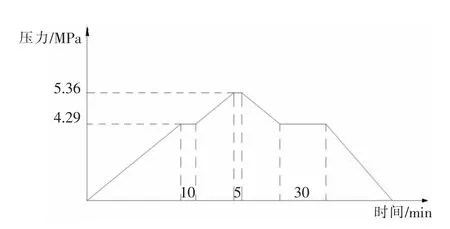
圖3 岔管水壓試驗壓力與時間關系示意圖
5.3 岔管的洞內運輸
將組拼驗收合格的岔管整體運輸到安裝洞內。岔管在洞內的運輸可以利用10 t卷揚機和32 t滑輪組作為動力。用拖排的方式運輸進洞。在施工支洞沿途布置導向,利用導向和滑輪組配合將岔管拖拉到位。然后利用千斤頂將岔管調整到安裝位置。
5.4 岔管的安裝
主要采用千斤頂來進行岔管洞內的安裝與調整。利用預置高程點和坐標控制點并采用拉線和吊線錘的方式進行測量控制。岔管安裝驗收合格后,回填二期混凝土。在回填過程中,需要派專人監測,以防止岔管位移。岔管回填混凝土完成后,將再次進行測量驗收。并以此作為定位節安裝數據來安裝岔管的上、下游管節。
6 上、下平段,調壓井,支管,豎井,和彎段鋼管的運輸
6.1 下平段壓力鋼管的運輸
首先對下平段壓力鋼管運輸經過的路徑進行模擬試驗。可以采用輕型鋼結構框架來模擬鋼管的最大幾何外形尺寸。然后將該模擬構件捆扎在運輸車輛上沿下平段壓力鋼管運輸經過的路徑進行模擬。對于不滿足運輸要求的空間和路徑進行處理直到滿足要求。由于下平段施工支洞截面尺寸的限制,壓力鋼管只能采取管口平面垂直地面的方式裝車運輸。并且壓力鋼管運輸車平板距離地面的高度需小于1.1 m。采用臺車通過連通洞的運輸方式將1#壓力鋼管運輸到1#洞位置。在洞內的合適位置布置天錨卸車進行2#壓力鋼管的運輸。
6.2 上平段,調壓井,支管,豎井,和彎段鋼管的運輸
上平段、調壓井、豎井、及彎段壓力鋼管的管節組裝在車間2進行。該車間布置在調壓井頂平面位置,由瓦片組裝成管節,然后利用車間龍門吊將管節沿調壓井下放到臺車上。在豎井平面位置擴挖的施工承重墻布置吊梁和滑輪組,將下彎段和豎井位置的鋼管吊裝下放到安裝位置。用臺車運輸上彎段壓力鋼管到安裝位置后再采用天錨吊裝其就位。用臺車水平運輸上平段壓力鋼管到指定位置。其中上平漸變段需要預先運到洞內,然后采用倒裝的方式進行安裝。最后采用龍門吊,直接吊裝岔管和調壓井管道。岔管的制造分塊尺寸應滿足洞內吊裝的限制尺寸要求,支管將采用廠房布置的DZQ100型門機吊裝。首先將支管用載重汽車運輸到門機覆蓋范圍內,然后用門機將支管吊裝到引水鋼管洞口。在洞口,利用臺車將支管運輸到指定位置。
7 臺車運輸軌道,安裝樣點的布置
7.1 臺車運輸軌道布置
臺車軌道利用I 20 a工字鋼布置在洞內混凝土支墩上。根據壓力鋼管支腿間距確定混凝土支墩頂面的高程。混凝土截面尺寸300 mm×300 mm。由于支墩混凝土屬于鋼管回填混凝土部分,壓力鋼管安裝后不需拆除,因此按照永久混凝土技術要求進行澆注。
7.2 安裝樣點的布置
(1)可以用線錘把管節的兩腰點投影到洞內的樣點上來控制管中心的平面位置。
(2)利用水平儀測量兩腰的高程來控制管節中心點的高程。
樣點布置原則:①保證安裝節管口中心高程和位置測量方便;②高程和位置樣點均采用水泥釘固定在洞內,并用紅油漆標記,然后繪制樣點圖。
8 定位節、其余管節和湊合節的安裝
8.1 定位節的安裝
每條壓力鋼管設有兩個定位節:岔管和下平漸變段鋼管。安裝的要點:控制中心、高程和環縫間隙。安裝的步驟可以總結為以下幾點:
(1)先進行中心的調整,用千斤頂調整鋼管,使鋼管口的下中心對準控制樣點。
(2)然后采用4個千斤頂,均衡地將鋼管調整到要求的高程。
(3)合格后用榔頭在鋼管與支墩間隙之間打入鍥型鐵,撤出千斤頂,重新檢測和調整中心、高程、里程,這樣反復數次,直到滿足要求后進行加固。
(4)加固完后再次進行中心、高程、里程的檢測,并作好記錄。
8.2 其余管節的安裝
定位節安裝加固合格后,可以進行第二管節的安裝。安裝流程如下:
(1)用千斤頂調整管節,使管節的上、下游管口中心、里程、高程符合安裝設計要求。
(2)檢查彎管段的彎度。所有檢查項目符合要求后,再進行壓縫。
(3)壓縫采用壓碼等簡易工裝進行。壓縫時注意鋼板錯牙和環縫間隙。
(4)壓縫完成后,進行各項指標的檢測,合格后進行加固、環縫焊接。
8.3 湊合節的安裝
最后進行湊合節安裝,湊合節以瓦片形式進行現場切割和焊接。安裝流程如下:
(1)首先將瓦片吊裝進入現場,利用臨時壓碼將瓦片固定。
(2)以安裝好的鋼管為基準,進行劃線。用磁力切割機將瓦片按照切割線進行切割。
(3)然后進行壓縫和焊接。
9 壓力鋼管安裝的焊接工藝
鋼管安裝前,按有關規定進行焊接工藝評定,編寫焊接工藝評定報告。根據已批準的焊接工藝評定制定詳細的、切實可行的焊接工藝。壓力鋼管安裝環焊縫焊接采用手工焊為主,湊合節縱縫采用埋弧自動焊。施焊前,對鋼管主要尺寸(高程、里程、周長、橢圓度等)再次進行檢查,發現偏差應及時校正。檢查定位焊間距、厚度、長度等。檢查焊接質量,如有裂紋、氣孔、夾渣等缺陷應及時清除。所有距離焊縫50 mm內的鋼板及坡口表面的氧化皮、鐵銹、油污或其它雜務均應清理干凈。每一各焊道焊完后應及時清理。檢查合格后再焊。環縫焊接由6~8個焊工對稱焊接,采用多層多道焊。焊接過程中按照焊接工藝指導書進行,嚴格控制焊接規范。
(1)對環縫焊接進行逐條焊接,管壁上不得隨意焊接臨時支撐或腳踏板等構件。
(2)進行雙面焊接時,在其單側焊接后要進行清根并打磨處理。
(3)多層焊的層間接頭應錯開。
(4)每條焊縫應一次焊完,當因故中斷焊接時,應采取防裂措施,重新焊接前應將表面清理干凈。
(5)拆除引、熄弧板時不應傷及母材,拆除后應將殘余焊疤打磨至與母材表面平齊。
(6)一、二類焊縫自檢合格后在焊縫附近用鋼印打上工號,并做好記錄。高強鋼不打鋼印,但進行編號并作好記錄。
根據焊接工藝要求,定位焊和主縫均應預熱。焊縫預熱采用遠紅外線加熱器預熱預熱。過程中應隨時監測焊縫兩側3倍板厚且不小于100 mm的范圍內的溫度。定位焊預熱溫度比主縫預熱溫度要高(20~30)℃,并在焊接過程中保持預熱溫度。層間溫度不低于預熱溫度,且不高于230℃。
岔管的所有縱縫和環縫均為一類焊縫,要對焊縫進行質量檢測和缺陷處理。根據技術文件要求,拼裝焊縫采用100%表面著色滲透探傷(PT)、100%超聲波衍射時差法探傷(TOFD)和100%射線探傷(RT)。當焊縫發現缺陷時,進行分析并找出原因,制訂返修工藝后方可返修。采用碳弧氣刨或砂輪清理焊縫缺陷,并用砂輪修磨成便于焊接的坡口。返修前要認真檢查,如缺陷為裂紋,則采用滲透探傷法檢查打磨質量。確認裂紋已經消除后方可返修。焊縫同一部位的返修次數不宜超過2次。超過2次以上返修時應制定可靠的返修工藝措施,并經技術負責人批準后方可返修處理。
10 壓力鋼管的安裝防腐
壓力鋼管安裝防腐主要指對焊縫位置和施工中損壞的局部位置進行防腐。在壓力鋼管安裝調整合格后,利用人工進行涂刷防腐。
11 壓力鋼管安裝的質量控制
鋼管安裝質量檢測的主要項目及評價按表1~表5的要求執行。
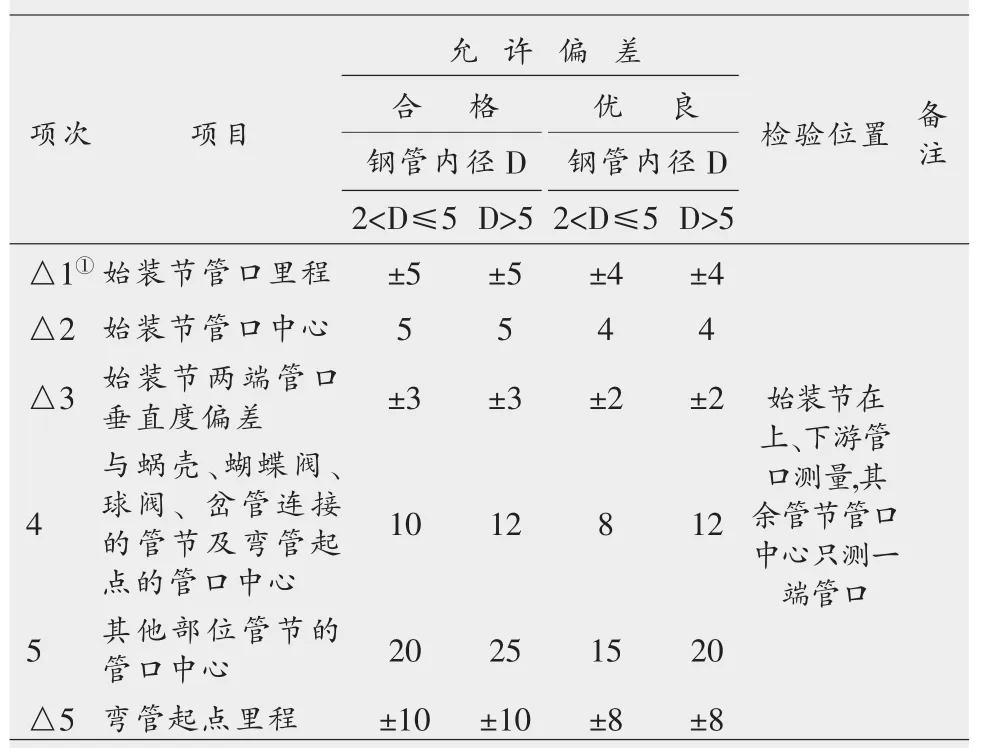
表1 埋管管口中心和里程評定表
12 結語
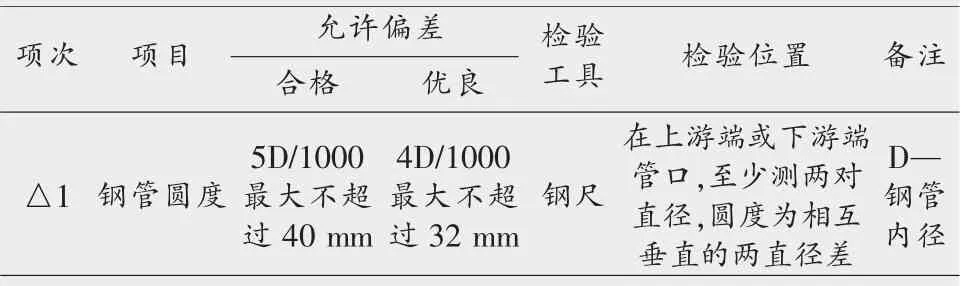
表2 埋管圓度評定表
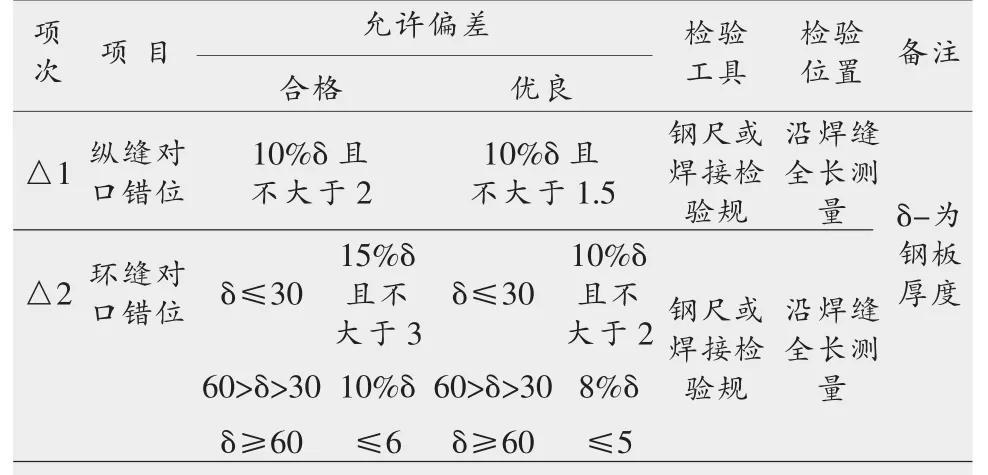
表3 縱縫、環縫錯位評定表
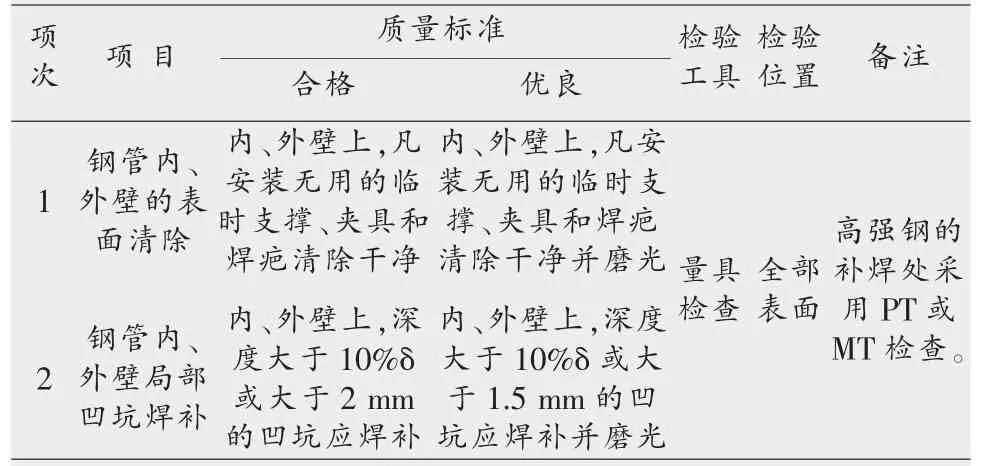
表4 鋼管內、外壁表面清除和局部凹坑焊補評定表
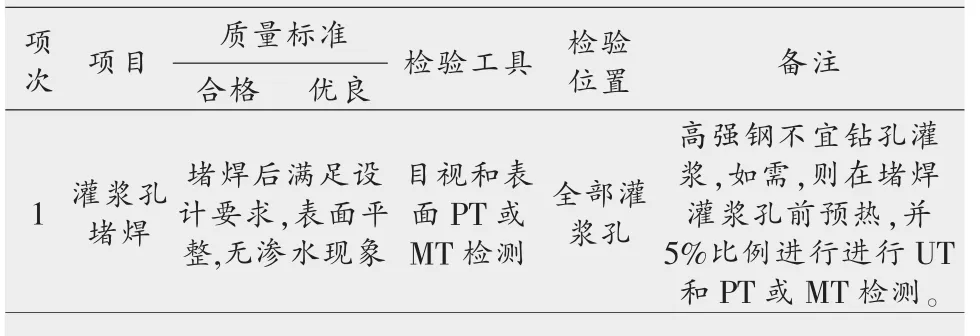
表5 灌漿孔堵焊評定表
實踐證明按照以上方案進行沫若壓力鋼管的安裝是合理可行的。引水壓力管岔管組裝、焊接及壓力試驗總共歷時3個多月。經過對焊縫進行100%超聲波衍射時差法(TOFD)和100%射線探傷(RT)探傷,發現焊縫一次合格率高達到99.15%。在水壓試驗中,當壓力值為5.36 MPa時,未出現任何異常。升、降壓均非常順利。最后,該岔管所采取的施工技術取得了優越的施工效果。該工程所積累的經驗,可為同類工程提供借鑒。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07