板對(duì)接仰位置單面焊雙面成形焊條焊技術(shù)楊化雨
2018-01-06 12:50:45楊化雨
電腦知識(shí)與技術(shù) 2017年35期
楊化雨
摘要:仰位置焊接接頭單面焊雙面成形技術(shù),在鍋爐、壓力容器、管道及重要結(jié)構(gòu)的焊接中得到廣泛運(yùn)用。因其操作難度大,技術(shù)不易掌握。所以目前掌握此技術(shù)的焊工占焊工總數(shù)的比例較小,不能滿足市場(chǎng)的需求。現(xiàn)階段仰位置焊接接頭單面焊雙面成形,主要使用堿性焊條電弧焊、鎢極氬弧焊和二氧化碳?xì)怏w保護(hù)焊焊接。因堿性焊條脫氫能力強(qiáng),焊縫金屬含氫量少,力學(xué)性能和抗裂性都比酸性焊條好。該文主要研究Q345R使用堿性焊條電弧焊進(jìn)行仰位置單面焊雙面成形焊接操作技巧。
關(guān)鍵詞:?jiǎn)蚊婧鸽p面成形;仰位置;堿性焊條
中圖分類號(hào):TP311 文獻(xiàn)標(biāo)識(shí)碼:A 文章編號(hào):1009-3044(2017)35-0269-02
單面焊雙面成形技術(shù)是指采用適當(dāng)?shù)倪\(yùn)條方法,以焊條或焊絲作為填充在適當(dāng)?shù)钠驴趦?nèi),在正反面形成合格焊縫的操作方法。單面焊雙面成形是目前焊接技能鑒定考試主要項(xiàng)目,也經(jīng)常作為在各類焊接比賽的考題。是焊工提高技能必修的課程。堿性焊條電弧焊單面焊雙面成形,焊接速度比鎢極氬弧焊快;比二氧化碳?xì)怏w保護(hù)焊焊接質(zhì)量好,容易掌握。是一種綜合性能比較好的單面焊雙面成形焊接方法。
1 焊前準(zhǔn)備
1.1 勞動(dòng)保護(hù)
焊工在焊接操作前應(yīng)穿戴好焊工工作服、焊工專用勞保鞋、手套和防護(hù)眼鏡等,準(zhǔn)備好面罩在引弧前遮住面部。
1.2 材料準(zhǔn)備
1.2.1 母材
Q345R鋼,2塊,試件規(guī)格300×125×12mm,試件單邊開30°±2°坡口,鈍邊0.5-1.0mm。坡口表面及坡口兩邊10-20mm的油、銹等必須清理干凈,露出金屬光澤。
1.2.2 焊材
焊材型號(hào)E5015(J507),焊材規(guī)格選用Φ2.5mm和Φ3.2mm。焊條在焊前進(jìn)行350-400℃烘干1-2小時(shí),放入100-150℃保溫桶里備用,隨用隨取。
1.3 設(shè)備
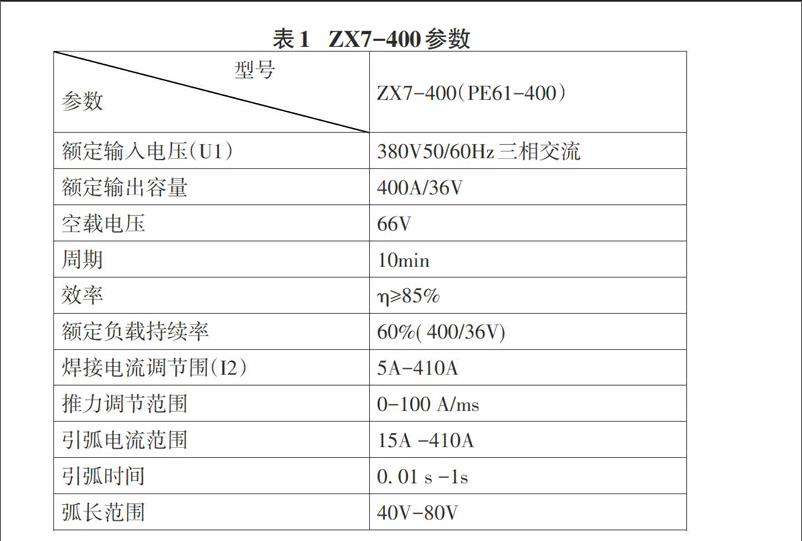
使用時(shí)代逆變焊機(jī)ZX7-400,此焊機(jī)電流輸出穩(wěn)定,推力可調(diào)節(jié),參數(shù)見表1 ZX7-400參數(shù)。
1.4 試件組裝和定位
將打磨好的試件擺放在同一平面內(nèi),使焊件兩端對(duì)齊,兩焊件間留適當(dāng)?shù)拈g隙,始焊端3.0mm,終焊端3.5mm,錯(cuò)邊量控制焊件在板厚的1 /10內(nèi),最大不超過1mm。定位焊采用與正式焊接同樣的焊接規(guī)范。定位焊位置離試板端頭10-20mm處。定位焊適用于與正式焊縫一樣的焊接參數(shù)。定位點(diǎn)長(zhǎng)度8-10mm,后焊的一端定位點(diǎn)長(zhǎng)度可適當(dāng)加長(zhǎng)至15mm,防止焊接過程收縮使間隙變小,打底不易熔透,背面易形成未熔合、未焊透等缺陷。定位點(diǎn)厚度3-5mm。定位點(diǎn)兩端盡量用角磨機(jī)修磨出一定的坡度,接頭容易金屬容易過渡。定位好的試板做2-3°的反變形。[2]
2 焊接過程
2.1 打底層焊接
打底層焊條使用E5015,Φ2.5mm,焊接電流70A,電弧推力80 A/ms。
采用連弧的運(yùn)條方法,利用電弧熱焊條和熔化坡口兩側(cè)金屬,形成熔池。熔池的大小對(duì)焊縫背面成形有很大影響。由于此時(shí)形成的熔池受重力影響向下墜,如果熔池太大,自身的重力大于熔池自身的張力,熔池上表面下凹,余高不夠,就會(huì)造成焊縫背面下凹;下表面突出,形成焊瘤或中間高兩邊低的焊縫。為避免以上缺陷,引弧要在定位焊縫尾部,用電弧保持4-5mm進(jìn)行預(yù)熱,直到熔透形成新的熔池并形成熔孔,以利于背面熔透。[1]運(yùn)條時(shí)保持短電弧,焊條后傾角70°左右。適當(dāng)左右小弧度擺動(dòng),使坡口兩邊金屬充分熔化,焊條盡量向上伸,達(dá)到坡口底部。利用電弧吹力和熔池自身的張力把熔池向上托起,在焊縫背面形成一定的余高。換焊條時(shí),在滅弧前適當(dāng)使焊條進(jìn)一步向上送進(jìn),擴(kuò)大熔孔,利于接頭時(shí)與前段焊縫尾部充分熔合。接頭時(shí)起弧點(diǎn)應(yīng)退后5mm左右,起到對(duì)前面的焊縫預(yù)熱作用,防止背面焊縫熔合不良。
2.2 填充層焊接
打底結(jié)束先用敲渣錘敲掉焊縫表面熔渣,用扁鏨清理坡口及其兩邊的飛濺。如果焊縫表面有明顯凸起、焊縫兩邊有夾渣可用角磨機(jī)打磨,防止焊接填充層時(shí)焊縫表面不平和增加造成夾渣的危險(xiǎn)性。
第一層填充焊焊條使用E5015,Φ3.2mm,焊接電流105-110A,電弧推力80 A/ms。
第一層填充焊采用打底焊同樣的焊條角度,運(yùn)用“之”字形或反月牙運(yùn)條方法,采用短電弧。[3]注意運(yùn)條過程中,焊條橫向擺動(dòng)要快,電弧要在“之”字或反月牙的拐點(diǎn)稍作停留,使坡口金屬充分熔化,與焊條熔化的金屬融合在一起形成熔池。通過使用較大的電流和大的電弧推力有利于清除打底焊留下的熔渣。焊接厚度保持3-5mm,不易過厚,單道焊縫過厚易造成焊縫熱影響區(qū)組織偏析,熔池也不容易控制,易形成焊瘤。
第二層填充焊焊條使用E5015,Φ3.2mm,由于第一層打的對(duì)焊縫表面的調(diào)整,焊縫表面相對(duì)打底焊平滑均勻,造成夾渣的可能性也小些,焊接電流可適當(dāng)減小(100A),電弧容易掌控。通過運(yùn)條的調(diào)整,可對(duì)焊縫表面進(jìn)行修整,形成高度一致、波紋整齊的焊縫。蓋面焊也容易形成高度一致的焊縫。填充完以后焊縫表面應(yīng)離坡口頂部棱線1-2mm。如果留的太多,蓋面焊厚度大,需要填充的金屬多,一方面焊接操作難以掌握;由于線能量大,冷卻過程中也會(huì)產(chǎn)生更大內(nèi)應(yīng)力,造成更大的收縮。
蓋面焊使用的焊條和電流同第二層填充焊。蓋面焊時(shí)應(yīng)注意,此時(shí)焊縫寬度較寬,焊條擺動(dòng)幅度相應(yīng)增大。運(yùn)條時(shí)看準(zhǔn)坡口頂部棱線,兩邊分別熔合0.5-1mm。當(dāng)電弧靠近棱線停住,讓電弧繼續(xù)加熱,使熔池?cái)U(kuò)大與棱線熔合,焊條迅速回?cái)[熔合另一邊,重復(fù)同樣動(dòng)作,這樣使熔池飽滿,避免咬邊、焊縫余高不足等。蓋面焊完成后,不要立即敲焊渣,讓其自然冷卻。由于焊渣的保溫作用,焊縫金屬可得到較均勻的組織。
3 結(jié)束語
通過以上焊接技巧的運(yùn)用,焊接的焊縫,經(jīng)過拉伸試驗(yàn),試樣寬度20.0mm厚度12.0mm,試驗(yàn)抗拉強(qiáng)度為540Mpa,母材韌性斷裂。側(cè)彎試驗(yàn)試樣厚度10.0mm,彎心直徑40.0mm,彎曲角度180°,取4個(gè)試樣,實(shí)驗(yàn)結(jié)果合格。射線檢測(cè)一級(jí)焊縫率普遍達(dá)到90%以上。由此可見,堿性焊條的單面焊雙面成形的仰位置焊是可行的焊接操作方法。
參考文獻(xiàn):
[1] 英若采. 熔焊原理及金屬材料焊接[M]. 北京: 機(jī)械工業(yè)出版社, 2007.
[2] 鄧洪軍. 焊接結(jié)構(gòu)生產(chǎn)[M]. 北京: 機(jī)械工業(yè)出版社, 2004.
[3] 王新民. 焊接技能實(shí)訓(xùn)[M]. 北京: 機(jī)械工業(yè)出版社, 2005.endprint
