碳納米管增強銅基復合材料的類注射成型方法制備研究*
2018-01-08 06:28:47徐海洋陳小華汪次榮
湖南大學學報(自然科學版) 2017年12期
關鍵詞:復合材料
徐海洋,陳小華,汪次榮
(湖南大學 材料科學與工程學院,噴射沉積技術及應用湖南省重點實驗室,湖南 長沙 410082)
碳納米管增強銅基復合材料的類注射成型方法制備研究*
徐海洋,陳小華?,汪次榮
(湖南大學 材料科學與工程學院,噴射沉積技術及應用湖南省重點實驗室,湖南 長沙 410082)
采用低成本、大規模的類粉末注射成形技術制備碳納米管(CNTs)/銅基復合材料,研究了脫脂及燒結工藝、軋制溫度及軋制道次以及CNTs含量對復合材料結構和性能的影響.結果表明,借助聚合物粘結劑能實現CNTs與銅粉的均勻混合,適當量的CNTs的加入對基體有明顯的增強效果,含量為1%時得到的復合材料各項性能最好.對燒結后的樣品進行熱軋制處理,不但能夠使銅基體的顯微組織發生明顯變化,產生顯著的加工硬化效果,而且在大變形作用下,CNTs的分散也會變得更加均勻,從而明顯提高復合材料的致密度和顯微硬度.
碳納米管;銅;注射成型;復合材料
在眾多的金屬基復合材料中,銅基復合材料由于其具有良好的導電導熱性和低的熱膨脹系數,被廣泛應用于電子封裝、焊接電極、觸頭材料等方面[1].碳納米管(CNTs)由于具有俱佳的力學、電學、熱學等性能,成為較理想的金屬基復合材料增強相[2].然而,與傳統的增強材料相比,CNTs不但存在與基體浸潤性差、容易出現偏聚等問題,而且還由于尺寸小,更難實現單分散.為此,科研工作者做了大量工作,采用過機械混合法[3-6]、熔融混合法[7-8]、溶液混合法[9-11]等,但這些方法對于CNTs來說效果并不理想.采用表面金屬鍍覆,一定程度上可以減少兩相的密度差和增加它們的相容性[12],但由于直徑僅為納米級,在CNTs表面進行金屬層鍍覆難以達到均勻、致密,而大規模的鍍覆更難保證包覆層連續和致密,團聚現象仍無法避免.顯然,對于固相混合,尺寸和比重的差異將使得CNTs團聚和偏聚難以避免.對于液相混合,液體銅與碳增強體相互之間難以潤濕也不會反應生成化合物,更易造成CNTs偏聚甚至上浮等問題.
實際上,造成上述困難的一個主要原因就是CNTs尺寸太小,難以操作和處理.因此,合成大尺寸的顆粒或CNTs宏觀塊體就具有重要意義.為此,我們課題組已探索了一條有效技術路線[13],即通過對CNTs的改性,采用靜電自組裝方法合成出微米級的CNTs-銅復合顆粒,CNTs預先嵌埋在銅顆粒中,并與銅形成化學鍵合.CNTs被“鎖”在復合顆粒中,可極大地減少燒結過程中的偏聚,提高兩相大范圍內分布的均勻度.同時,微米級的球形顆粒有更好的壓制性和流動性,更有利于采用粉末冶金法或熱壓法成型加工.然而,對納米級尺寸的CNTs需要經過純化處理后再進行化學或物理修飾,既耗時又昂貴,難以實現規模化生產.考慮到CNTs尺寸小、質量輕、長徑比大,在固相或液相中容易流動和富集的特點,利用具有較高粘度的聚合物作為混合介質,借助聚合物熔體流動時的剪切和拉伸作用,有望實現CNTs和金屬粉末大范圍均勻分散和錨固.本文以此為出發點,采用粉末注射成型技術所用的蠟基粘結劑作為CNTs與銅顆粒混合的媒介,并采用熱壓成形,通過有效的介質脫出(脫脂)、燒結等工藝,獲得復合材料塊材.目前,粉末注射成形技術對單一金屬制品的制備已比較成熟,對二元金屬體系如鎢銅、鉬銅等也已有商業化產品,但應用于復合材料領域則是新的方向,特別是本文涉及的納米增強相的復合體系的研究更是鮮有報道.
本文將類粉末注射成形技術應用到CNTs/銅基復合材料體系中,開展粘結劑成分設計、喂料制備工藝優化,探索了CNTs含量、脫脂燒結工藝,以及后加工處理對復合材料結構和性能的影響.
1 實驗過程
研究方案基于粉末注射成型的原理,結合CNTs銅基復合材料的特點對其制備工藝做出一些改進.實驗中所需要的CNTs來自北京天奈科技有限公司(純度為99.5%,直徑為30~120 nm,長度為50~200 μm),純銅粉來自青島天元石墨有限公司(純度99.0%,球形顆粒平均粒徑 1 μm),其他化工原料均為市售.具體的實驗方案如下.
1.1 喂料的制備
CNTs在石蠟中分散:粘結劑配比如表1所示,稱取適量的固態石蠟至燒杯中,將石蠟加熱至80 ℃,待到石蠟呈熔融態時,將CNTs加入其中.保持溫度不變,在超聲分散作用下,采用機械攪拌混合1 h.待到混合溶液大致變得均勻且大致呈黑色時,迅速取出燒杯待石蠟凝固后,將得到的固態石蠟切碎作為下一步實驗的原料使用.
表1 粘結劑的配比Tab.1 Prescription of binder
粘結劑預混:將上述切碎的塊狀石蠟加入到已升溫至80 ℃的混煉機中,在轉速為30 r/min時混煉10 min.將混煉機溫度調至135 ℃,待溫度穩定后加入LDPE,保持轉速不變的情況下混煉30 min,待LDPE大致溶解后將轉速調至45 r/min,并加入SA.等到上述粘結劑大致均勻后繼續升溫至150 ℃,待溫度穩定后加入HDPE.保持溫度、轉速不變,將上述粉末在混煉機中混煉1 h,待混合物冷卻至室溫后取出復合膏狀物體.
粘結劑與銅粉末混合:按照體積裝載量50%(體積比Vcu∶V粘=1∶2)的配比,在混煉溫度為145 ℃、攪拌速度45 r/min時,將上述粘結劑與純銅粉混煉2 h,待到肉眼觀察到復合粉末整體呈淡黑色,即得到喂料.
1.2 喂料的熱壓成型
由于固態粘結劑在常溫下的流動性較差,若復合粉末在常溫狀態下進行壓坯,會導致最后的復合塊材樣品孔隙率急劇提高,并影響最后的脫脂與燒結,使得樣品結構發生崩塌,因此在實驗中我們采用熱壓成型的方式,以此來增加粘結劑的流動性從而得到致密度較高且形貌完整的復合塊材.稱取20 g混煉后的喂料裝填在熱壓模具中(Φ40 mm),利用加熱裝置將模具加熱至150 ℃保溫20 min后,對整個模具施以10 MPa的壓力(樣品的實際壓強為166.37 MPa),在溫度不變的條件下保壓5 min,待到模具冷卻后擠出樣品.
1.3 成型樣品的脫脂和燒結
溶劑脫脂:將壓制好的復合塊材放置燒杯中,并倒入足量的正庚烷,水浴40 ℃的條件下保溫20 min后取出燒杯繼續靜置,時刻觀察樣品表面形貌,待正庚烷溶液和樣品表面出現大量絮狀物后即可取出復合塊材清洗掉絮狀物后晾干.
熱脫脂:經過上述溶劑脫脂,雖然可以清除掉大量的粘結劑,但為了保證燒結過程中復合塊材的整體完整,我們需要進行后續的熱脫脂過程.在惰性保護氣體氬氣(Ar,流量1 000 mL/min)的保護下緩慢加熱,為了方便粘結劑各組分的熱分解,分別在135 ℃,365 ℃,550 ℃時保溫30 min,使得粘結劑成分中的SA,LDPE,HDPE依次受熱分解揮發.
燒結:在混合氣氛(Ar∶H2=1∶2,流量1 500 mL/min)下,電爐以10 ℃/min速率升溫至980 ℃,并保溫1 h,得到燒結樣品.將得到的樣品拋光打磨以便進行性能測試.
1.4 樣品的熱軋制處理
為了方便軋制過程中的送樣,將燒結后得到的圓片狀樣品加工為30 mm×10 mm×10 mm長條狀,分批次的對不同CNTs含量的樣品進行軋制處理,按照總體軋制變形量40%,單次變形量不超過15%的標準進行軋制變形,其中兩次間隔時間20 min.
為了防止軋制后樣品的氧化,致使表面發生氧化皮脫落,將軋制后的樣品置于預先準備好的裝滿石墨粉的燒杯中冷卻至室溫.
1.5 密度和致密度測試
材料的致密度是其實際密度與理論密度之比值,而理論密度(ρt)可以通過理論數據由以下公式計算得到:
式中:α為CNTs的質量分數;ρC為CNTs的密度1.2 g/cm3;ρCu為銅的密度8.9 g/cm3.
試樣的實際密度使用阿基米德排水法測定.利用測試得到的數據直接由以下公式計算得到:
ρu=Mρl/(M-m)
式中:M為試樣在空氣中的測量值;m為試樣懸掛于蒸餾水中的稱量值;ρl為蒸餾水的密度.
利用上述公式得到材料的實際密度以后,材料的致密度便可以利用以下公式計算得到:
致密度=ρu/ρt
1.6 硬度測試
實驗中采用MHV-2000型顯微維氏硬度儀對實驗樣品進行硬度測試,測試參數為載荷0.49 N,加載時間為15 s.為了去除實驗數據離散性的影響,平均每個樣品選取5個點進行測試,然后取平均值.
2 結果與討論
2.1 CNTs處理對預混效果的影響
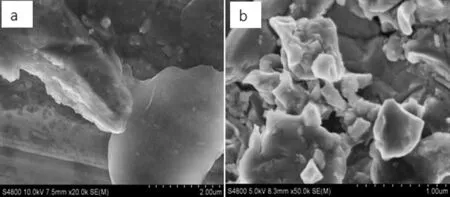
圖1(a),(b)分別為CNTs處理前后經預混后形成的復合顆粒的SEM圖.從圖中可以看出,經過混酸處理后得到的CNTs在顆粒中的分散效果(圖1(a))明顯要好于未處理CNTs的分散效果(圖1(b)).出現以上現象主要是因為經過處理后的CNTs表面的有機基團明顯增加,從而使得其在預混過程中在酒精中的分散性變好,在快速攪拌過程中得到充分分散,從而使得最終的CNTs與銅顆粒間分散均勻.

(a)處理后 (b)處理前圖1 CNTs處理前后所形成喂料的SEM圖Fig.1 SEM images of feeds with CNTs before and after treatment
2.2 脫脂后的斷面形貌
圖2(a)給出了樣品經溶劑脫脂后的SEM圖,可見溶劑脫脂后CNTs的分布比較均勻,說明溶劑脫脂工藝并不影響CNTs的分散狀態.熱脫脂后出現輕微的連頸現象,但CNTs的分散仍然均勻(圖2(b),(c)).從圖2(d)放大的SEM中可以看出熱脫脂后的復合塊材在微觀形貌上存在許多細小的顆粒析出,并且顆粒粒徑較為均勻.在細小顆粒之間不規則地分布著CNTs,CNTs并未出現大規模團聚.說明在熱脫脂過程中,金屬顆粒之間只存在較弱的粘結作用,在大的金屬顆粒表面開始出現細小顆粒析出,隨著粘結劑的分解,CNTs被遺留在金屬顆粒之間.
(a) 溶劑脫脂后;(b) (c) (d) 550 ℃熱脫脂后圖2 CNTs質量分數為1% 喂料溶劑脫脂后的SEM照片Fig.2 SEM images of feeds with 1% CNTs after debinding
2.3 溶劑脫脂失重率
溶劑脫脂的效果直接決定了后續熱燒結過程中樣品的保型性.在這一過程中,油性石蠟通過有機溶劑的溶解作用大量溶解析出,使得在后續燒結過程中,不至于因為石蠟的溶解導致復合塊材發生結構崩塌現象.實驗中選取3組樣品對其溶劑脫脂前后的重量進行了測試,并以此算出了其脫脂失重率,見表2.

表2 樣品的脫脂失重率Tab.2 Debinding ratio of the samples
由表2可見,經過溶劑脫脂后,樣品中石蠟的溶解析出效果非常明顯.按照銅粉質量裝載量50%的比例,粘結劑在最終樣品中的質量比為20%左右,結合每個樣品的差異性而言,此時石蠟質量占整個復合塊材的比值大約在8%~15%.因此,利用正庚烷加熱脫脂的方法可以使得樣品中的石蠟有效析出.
2.4 燒結收縮率
燒結收縮率是粉末冶金產品在尺寸標準上的一個重要考量數據,它是控制產品燒結變形以及控制燒結工藝的重要指標.實驗中選取了上述3個樣品,分別測試了其直徑和厚度上的收縮率變化,算出每組的收縮率見表3.
表3 樣品的燒結收縮率Tab.3 Sintering shrinkage of the samples
從表3可以看出,樣品直徑的收縮率平均為11.17%,樣品的厚度方向上的收縮率平均為8.47%,明顯小于傳統粉末注射成形樣品的收縮率(一般為15%左右[14-16]),這一收縮率的改善應該是CNTs的加入所致.CNTs以網絡結構形式分布于基體中,在脫脂或者燒結過程中,借助其本身超高的力學強度,有效地延緩基體的收縮.至于厚度方向上的收縮率小于直徑方向上的收縮率,主要是因為在熱壓過程中樣品主要受到厚度方向上的壓力,使得樣品在豎直方向上的緊實度明顯高于水平方向的,從而導致兩個方向上收縮率的不同.
2.5 復合材料的成份分析
為了更直觀地反應出CNTs在復合塊材中的分布情況,對1%CNTs含量的復合塊材樣品進行了Map元素測試分析,如圖3所示.圖3(a)為元素分析區域的SEM圖,圖3(b),3(c)分別為碳、銅元素的分布情況,可以發現,在較大區域內,復合塊材斷面的碳元素分布比較均勻,并未出現過于密集的區域.從圖3(d)復合塊材的X射線衍射圖譜也可以看出,只出現了較為純凈的銅衍射峰.說明經過兩步法(溶劑脫脂和熱脫脂)脫脂和熱燒結過程以后,復合塊材中的粘結劑殘余基本被燒蝕掉了,同時在混煉過程中被氧化的銅粉也被完全還原,表明通過熱燒結后可得到較純的CNTs/Cu復合塊材.
(a)元素分析區域的SEM圖;(b)碳元素分布; (c)銅元素分布;(d)X射線衍射圖圖3 質量分數為1%的CNTs復合材料 的Map分析及X射線衍射圖Fig.3 Elemental mapping and XRD patterns of composite with 1% CNTs
2.6 不同CNTs含量的燒結樣品斷面形貌分析
在相同的制備與燒結工藝條件下,比較不同CNTs質量分數的復合塊材的斷面形貌,如圖4所示,所選擇CNTs質量分數分別為(a)(b)0%,(c)(d)0.5%,(e)(f)1%和(g)(h)2%.
可以看出,經過熱燒結后,銅顆粒都出現了重熔合現象,并且從右邊的放大圖都可見較為明顯的燒結頸形成.但由于CNTs含量不同,微觀組織的呈現也不同.從左邊的低倍掃描圖中可以發現,隨著CNTs含量的增加,復合塊材的斷面產生了圖4(e)中的孔洞或者是圖4(g)中箭頭所指的片層狀.同時,銅基底也出現明顯的顆粒析出現象,且顆粒析出物逐漸變大、變多.這些現象的產生主要是因為銅基底在結晶過程中,CNTs作為異質相,能夠為銅基底的結晶提供形核質點,但由于其與銅顆粒間的相融性較差,導致CNTs主要富集在晶界的位置,阻止了晶體的長大,使得銅顆粒間難以融合在一起形成致密組織.當CNTs含量較多時,其在晶間的富集現象越來越嚴重,導致斷面的形貌越加疏松多孔,這也將導致復合塊材的致密度下降.
2.7 軋制對復合塊材斷面形貌的影響
在以上分析中,發現僅僅通過熱燒結得到的復合塊材,雖然在宏觀形貌上較為完整,并且也具有了一定的力學強度,但是從其斷面形貌特征中可以明顯地看出,其組織中的空洞、顆粒間的縫隙以及雜亂分布的細小顆粒物還較多,樣品的孔隙率還處于較高水平,這將會直接導致樣品的致密度下降.因此,尋求一種合適的后期處理方法來改善樣品的致密性顯得尤為重要.
在提高金屬材料性能方面,熱壓力加工是后期處理的一種有效方法.熱軋制作為比較成熟的金屬熱加工工藝,將金屬坯料加熱至再結晶溫度以上,利用機械軋輥將金屬坯料尺寸迅速減小[17],在此過程中金屬坯料由于尺寸急劇的縮小將導致金屬性能發生較為有益的改變.經過熱軋制處理以后的金屬不僅在組織結構上發生沿熱軋方向上的改變,產生明顯的各向異性,而且,在熱軋制過程中,由于加熱以及變形等因素的影響,金屬材料的內部也將同時進行加工硬化和回復、再結晶的過程,使得金屬內部組織變得更加均勻,晶粒也能夠得到細化,并最終導致材料的性能顯著提升.基于這一思路,本文對燒結后的復合塊材樣品,在加熱至再結晶溫度以上后進行軋制處理,并分別測試軋制前后樣品的致密度及顯微硬度,并對所得數據進行對比分析.
圖5給出了質量分數為1% CNTs的復合塊材經熱軋制后樣品斷面的形貌.從圖中可以看出,軋制后雖然仍發現零散分布的CNTs,但其斷面組織中的顆粒形狀發生明顯變化,由圓柱狀變為扁平的塊狀,并且顆粒的尺寸明顯增大.出現以上現象出要是因為在軋制過程中,由于受到機械力的作用,顆粒受到急速變形作用導致了組織中原本較為分散且細小的顆粒迅速捏合在一起,此時的CNTs也會跟隨基體發生運動,在拉伸變形的過程中有一個均勻分布的變化趨勢.同時,變形作用也會導致顆粒與顆粒之間的孔隙數明顯減少,從而使得孔隙率下降.這也進一步從形貌特征上說明了軋制后樣品致密度提高的原因.
(a)放大倍數為20 000 (b)放大倍數為50 000圖5 CNTs質量分數為1%的復合 材料軋制后的斷面組織形貌Fig.5 Fracture surface SEM of CNT/Cu composite with 1% CNTs after hot rolling process
軋制過程中合適的變形量是保證樣品內部組織均勻分布的前提,同時也是控制樣品宏觀裂紋的關鍵,特別是由于CNTs與銅基底間的潤濕性較差,界面結合力弱,在過大的壓力變形作用下,碳-銅兩相的界面將極易成為裂紋源導致最終樣品嚴重開裂.為了研究這一問題,選取CNTs質量分數為1%時的復合塊材,觀察了分別經過1次和3次軋制后的形貌圖,如圖6所示.
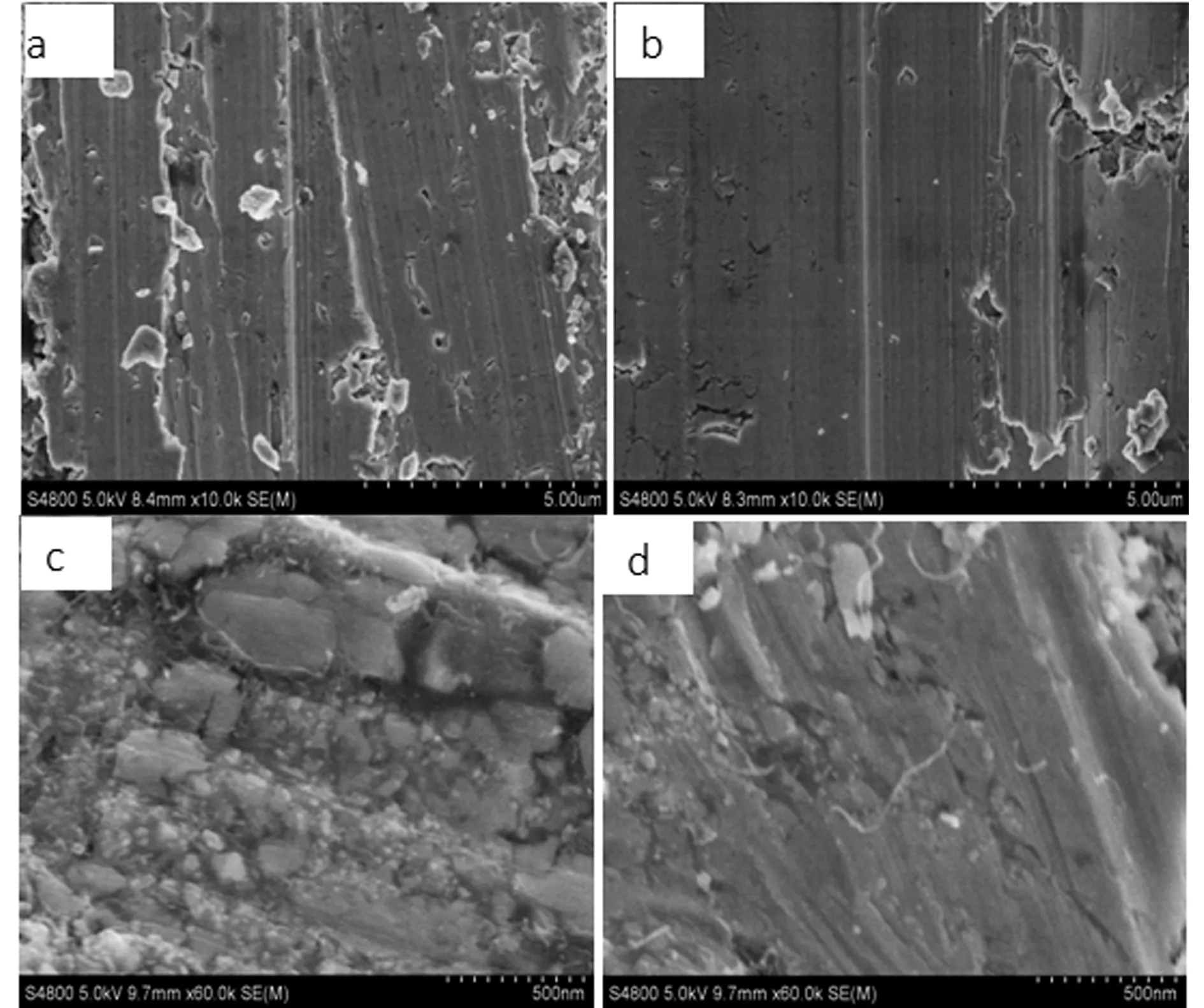
圖6 不同軋制道次的復合塊材軋制平面形貌SEM圖 (a)(c)1次;(b)(d)3次Fig.6 SEM images of composite by different pass roller
從圖6中可以發現,在經過1道次的軋制后,在軋制平面的趨向線分布明顯,但此時在其表面還能夠看到許多零散分布的顆粒,并且在這些破碎顆粒的周圍都存在空洞和縫隙,它們作為潛在的裂紋將對材料的性能產生較大影響.經過3道次軋制后,軋制平面的趨向條紋更加明顯,原本零散分布在表面的細小顆粒數量和孔洞數量也明顯減少,說明此時的變形量是較為合適的.從對軋制平面破碎處的放大圖6(c),6(d)中我們更可以看出,在破碎顆粒的周圍分布著大量的CNTs,在經過1道次的軋制后,CNTs的分布有聚集現象,當經過3道次的軋制后,CNTs的分布效果明顯改善.這些現象進一步說明隨著變形作用的增大,復合塊材的致密度將明顯增加,同時CNTs的分散性也會變好.
2.8 復合塊材的致密度和顯微硬度
圖7為復合塊材的致密度與CNTs含量的變化規律.從圖中可以看出,經3道次軋制后,試樣的致密度增加較為明顯.軋制前,樣品的致密度最高只有92%左右,但經過軋制處理后的樣品致密度最高達到了98.5%,最低也有95%,說明經過變形處理后,樣品中的CNTs在銅基體中的分布更為均勻,使軋制后樣品中因CNTs團聚所導致的空洞減少,導致樣品更為致密.
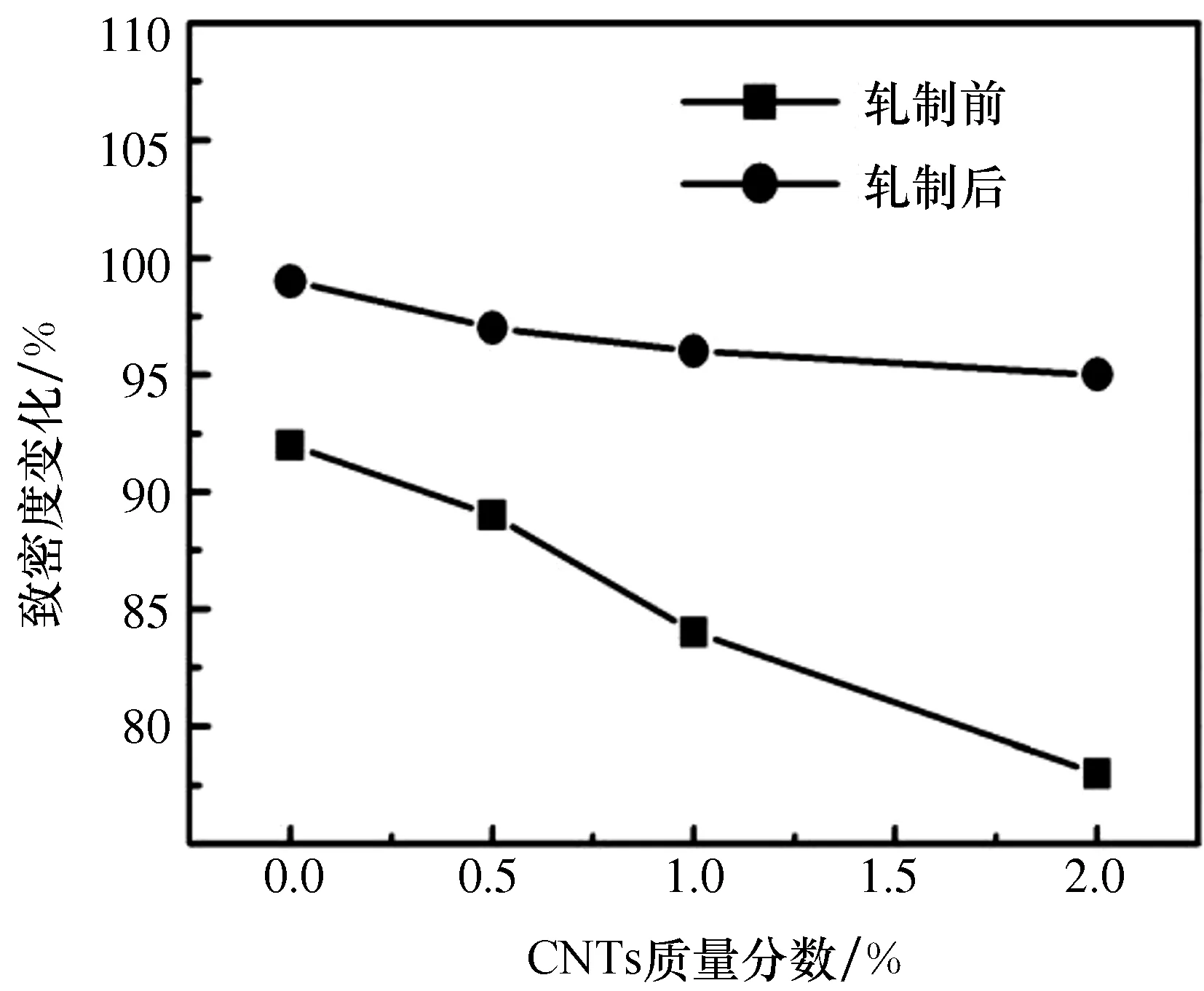
圖7 軋制前后CNTs質量分數 對復合塊材密度的影響Fig.7 Effect of CNTs weight content on density before and after rolling
圖8分別給出了不同CNTs含量的試樣在軋制(3道次)前后的顯微硬度值,可以看出,軋制處理明顯提高了復合材料的硬度值,平均顯微硬度增大幅度達110 MPa左右.在圖中還可以發現,軋制后復合塊材的硬度值與CNTs含量的變化規律與軋制前大致相同.隨著CNTs質量分數的逐漸提高,其硬度值的變化均是呈現先增大后減小的變化規律.當CNTs的質量分數為1%時,硬度達到最大值,但隨著CNTs的質量分數的繼續增大,硬度卻出現了較為明顯的降低.
綜上所述,CNTs的加入對基體有明顯的增強效果,特別是當添加的量適當,其在銅基體中能均勻地分散時,增強效果尤為明顯.當CNTs分散在基體中時,外來載荷能夠通過銅基體和CNTs之間的緊密結合來傳遞并且分散開來.當CNTs的質量分數較大時,由于其分散性較差,將偏聚在銅顆粒的晶界上,消弱了晶粒間的結合力,導致復合材料硬度有所下降.而經過熱軋制處理后的樣品,由于機械變形作用使得樣品中的孔洞、孔隙明顯減少,致密度得到顯著提高,而且在高溫加熱時,大的塑性變形作用能夠使銅基體的顯微組織發生明顯變化,晶粒中出現纖維組織,纖維組織的分布方向即金屬流變伸展的方向上,位錯孿晶等組織缺陷的密度明顯增加,從而使得樣品產生了顯著地的加工硬化效果.同時,金屬在大變形作用下,CNTs的分散也會變得更加均勻,這也會使得樣品的硬度增加.這些因素的有效疊加最終導致經過軋制處理后的樣品的顯微硬度相較于處理前會將發生明顯的提高.
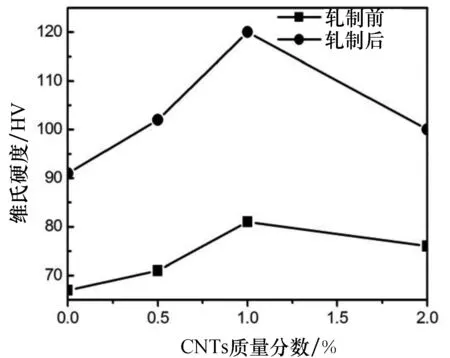
圖8 軋制前后CNTs含量 對復合塊材硬度的影響Fig.8 Effect of CNTs weight content on hardness before and after rolling
3 結 論
1)借鑒粉末冶金注塑成型技術,選擇蠟基系粘結劑,經過混料、壓制成型、脫脂、熱燒結工藝,得到宏觀形貌較為完整、微觀組織分布均勻的樣品,CNTs能較均勻地分散于銅基體中,表明利用工業化路線可以制備CNTs增強金屬基的復合材料.
2)適當量的CNTs的加入對基體有明顯的增強效果,CNTs在兩相分布中主要富集在銅基底的晶界處,通過對不同CNTs含量時復合塊材的密度、顯微硬度比較分析發現,其三者呈現協同變化的規律,CNTs質量分數為1%時得到的樣品各項性能最好.
3)利用熱軋制處理的塑性變形作用不但能夠使銅基體的顯微組織發生明顯變化,使得樣品產生了顯著的加工硬化效果,而且金屬在大變形作用下,CNTs的分散也會變得更加均勻,明顯地提高了復合材料的密度和顯微硬度.
[1] 張靜平,梅炳初,朱教群,等.銅基復合材料研究[J].稀有金屬快報,2006,25(10):1-5.
ZHANG Jingping,MEI Bingchu,ZHU Jiaoqun,etal.Study on Cu-based composites[J].Rare Metals Letters,2006,25(10):1-5.(In Chinese)
[2] MICHAEL F L,VOLDER D E,SAMEH H T,etal.Carbon nanotubes:Present and future commercial applications[J].Science,2013,339:535-539.
[3] KUZUMAKI T,MIYAZAWA K L.Processing of carbon nanotube reinforced aluminum composite[J].Journal of Materials Research,1998,13(9):2445-2449.
[4] MANEET L,SINGHAL S K,SHARMA I.An alternative improved method for the homogeneous dispersion of CNTs in Cu matrix for the fabrication of Cu/CNTs composites[J].Applied Nanoscience,2013(3):25-29.
[5] TANG Rongbing,CONG Hongtao,ZHONG Rong.Thermal expansion of a composite of single-walled carbon nanotubes and nanocrystalline aluminum[J].Carbon,2004(42):3251-3272.
[6] YOO S J,HAN S H,KIM W J.A combination of ball milling and high-ratio differential speed rolling for synthesizing carbon nanotube/copper composites[J].Carbon,2013(6):487-500.
[7] QIANM,GOH C S,SUN Y H.Effects of CNTs on microstructure and hardness of laser welds of the CNT-reinforced magnesium composite[J].Composites:Part A,2013(48):67-72.
[8] DONG S R,TU J P,ZHANG X B.An investigation of the sliding wear behavior of Cu-matrix composite reinforced by carbon nanotubes[J].Materials Science Engineering A,2001,313(1/2):83-87.
[9] 許龍山,陳小華,吳玉蓉,等.碳納米管銅基復合材料的制備[J].有色金屬學報,2006,16(3):406-411.
XU Longshan ,CHEN Xiaohua,WU Yurong,etal.Preparation of CNTs/Cu composite[J].The Chinese Journal of Nonferrous Metals,2006,16(3):406-411.(In Chinese)
[10] CHEN X H,ZHANG G,CHEN C S.Carbon nanotubes composite deposits with high hardness and high wear resistance[J].Advanced Engineering Materials,2003(5):514-518.
[11] 許龍山,陳小華,陳傳盛,等.碳納米管-超細銅粉復合粉體的制備[J].無機材料學報,2006,21(2):309-314.
XU Longshan,CHEN Xiaohua,CHEN Chuansheng,etal.Preparation of CNTs and superfine Cu compound powder[J].Journal of Inorganie Materials,2006,21(2):309-314.(In Chinese)
[12] CHEN X H,XIA J T,PENG J C.Carbon-nanotube metal-matrix composites prepared by electroless plating[J].Composites Science and Technology,2000,60:301-306.
[13] XU L S,CHEN X H,PAN W Y.Electrostatic-assembly carbon nanotube-implanted copper composite spheres[J].Nanotechnology,2007,18(43):1-4.
[14] LIU Z Y,KEN T D,SCHAFFER G B.Powder injection moulding of an Al-AlN metal matrix composite[J].Materials Science and Engineering A,2009(513/514):352-356.
[15] LIU Z Y,SERCOMBE T B,SCHAFFER G B. Metal injection moulding of aluminium alloy 6061 with tin[J].Powder Metallurgy,2008(51): 78-83.
[16] CHEN G,PENG C,GUIAN W,etal. Debinding behaviour of a water soluble PEG/PMMA binder for Ti metal injection moulding[J]. Materials Chemistry & Physics,2013,139(2/3):557-565.
[17] PAUSKAR P,SHIVPURI R.Microstructure and mechanics interaction in the modeling of hot rolling of rods[J].CIRP Annals-Manufacturing Technology,1999,48(1):191-194.
Powder Injection Moulding-like for Carbon Nanotubes Reinforced Copper Matrix Composite
XU Haiyang,CHEN Xiaohua?,WANG Cirong
(College of Materials Science and Engineering,Hunan Province Key Laboratory for Spray Deposition Technology and Application,Hunan University,Changsha 410082,China)
A powder injection moulding-like process for producing carbon nanotubes reinforced copper matrix composites was developed.The process is a promising low-cost and large scale technique for production of complex copper metal matrix nanometer composite.The result reveals that uniform dispersion of carbon nanotubes in copper matrix can be achieved by using polymer-based binder.It is found that debinding,sintering,hot rolling temperature and content of carbon nanotubes have significant effect on the microstructure and properties of composites.The composite with 1 w.t% carbon nanotubes exhibited the best mechanical performance.Furthermore,hot rolling approach plays important role not only for work-hardening effect,but also for uniform distribution of carbon nanotubes in matrix,resulting in significant improvement in density and hardness for composite.
CNTs;copper;injection moulding;composite
1674-2974(2017)12-0055-07
10.16339/j.cnki.hdxbzkb.2017.12.009
2017-03-22
國家自然科學基金資助項目(51272073,51154001),National Natural Science Foundation of China(51272073,51154001)
徐海洋(1963—),男,湖南長沙人,湖南大學高級工程師?通訊聯系人,E-mail:hudacxh@qq.com
TB77.3
A
猜你喜歡
建材發展導向(2022年2期)2022-03-08 01:44:04
建材發展導向(2021年14期)2021-08-23 00:56:16
中國材料進展(2019年10期)2019-12-07 05:32:14
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業技術(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應用化工(2014年10期)2014-08-16 13:11:29
