焊后熱處理對6061-T6接頭組織和性能的影響研究
2018-01-11 07:55:36韋寶權袁紅昆魏鵬堯金文福
鋁加工 2017年6期
韋寶權,袁紅昆,祝 影,魏鵬堯,金文福
(遼寧忠旺集團有限公司,遼陽111000)
焊后熱處理對6061-T6接頭組織和性能的影響研究
韋寶權,袁紅昆,祝 影,魏鵬堯,金文福
(遼寧忠旺集團有限公司,遼陽111000)
以6061-T6鋁合金MIG焊接試樣為基體,焊后分別進行175℃×8h、525℃×30min+175℃×8h兩種熱處理,分析焊后不同熱處理制度對焊縫組織及性能的影響。研究結果表明,經時效處理的接頭組織不均勻性和強化相的分布得到改善,抗拉強度提高36.39MPa。經固溶+時效處理的接頭,熱影響區的Mg2Si回溶,熱影響區消失,抗拉強度提高58.42MPa。
6061-T4鋁合金;焊接;熱處理;顯微組織;力學性能
0 前言
6系鋁合金經固溶人工時效(T6)后具有良好的力學性能、抗腐蝕性能及工藝性能,因此成為車體輕量化的理想材料[1~3]。鋁合金車體制造多以MIG和TIG弧焊為主,焊后接頭軟化嚴重,直接影響車輛安全和使用壽命[4]。目前,提高鋁合金焊接接頭性能的研究主要集中在焊接工藝、焊接方法以及填充材料方面,并取得了豐碩的研究成果,但關于焊后熱處理的研究甚少[5~6]。本文以熱處理強化型6061鋁合金為對象,研究焊后熱處理對焊接接頭組織和性能的影響,為擴大鋁合金的工程化應用積累基礎數據。
1 實驗材料及方法
1.1 試驗材料
母材選用6061-T6鋁合金,尺寸為300mm×150mm×4mm。母材的化學成分及力學性能如表1、表2所示。

表1 6061鋁合金化學成分(質量分數/%)
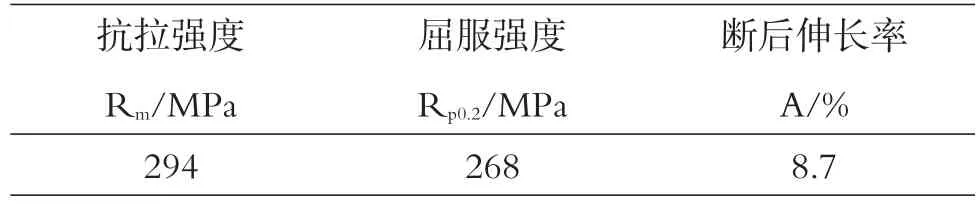
表2 6061-T6鋁合金力學性能
1.2 試驗方法
焊前使用氣動鋼絲刷對母材表面進行打磨,使其露出金屬光澤,采用福尼斯TPS 5000焊機對材料進行MIG焊接。接頭形式及坡口尺寸如圖1所示,其中t1=t2=4mm,α=70°,b=0~0.5。焊絲選用直徑為?1.2mm的ER5356,保護氣體為Ar,純度>99.99%,兩層焊道焊接電流分別選用97A和125A,焊接速度為60cm/min,氬氣流量為20L/min。對焊后試樣分別進行不同制度的熱處理,焊后熱處理制度如表3所示。
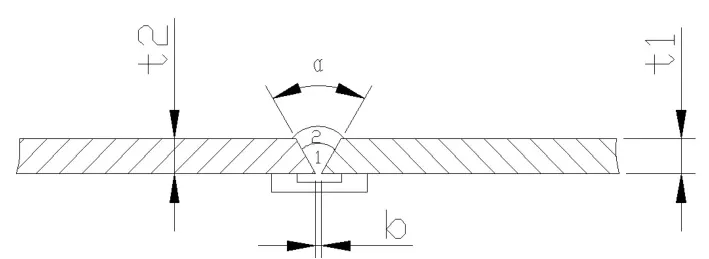
圖1 接頭形式及坡口尺寸
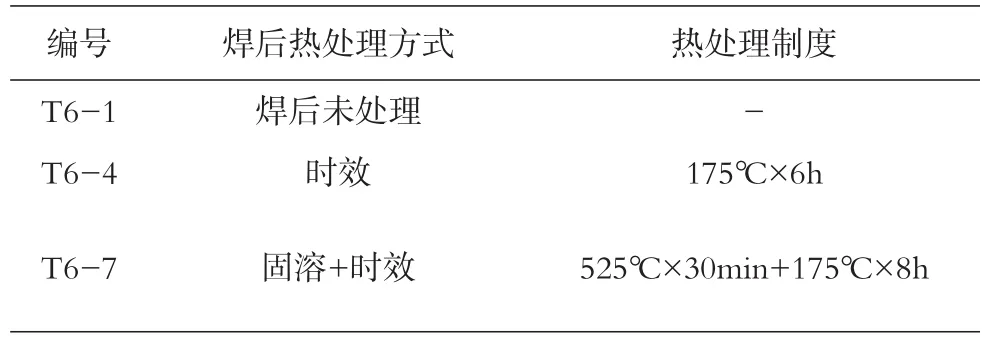
表3 焊后熱處理制度
使用島津AG-X 100KNH型電子萬能試驗機進行拉伸試驗,加載速率10mm/min,按照GB/T 2651-2008焊接接頭拉伸試驗方法標準要求制備試樣,每組測試3個試樣,取平均值作為試驗結果;使用蔡司M2m光學顯微鏡和島津SSX-550型SEM進行接頭組織觀察;使用FV-810型維氏顯微硬度計進行硬度測試,測試位置為壁厚二分之一處水平方向,測試載荷2kg,測試點間距為1mm。
2 實驗結果及分析
2.1 金相組織
對T6-1、T6-4、T6-7焊縫接頭進行金相組織觀察。如圖2(a)、圖2(b)、圖2(c)所示分別為T6-1、T6-4、T6-7的焊縫區組織,焊縫區組織為鋁合金典型鑄態組織,且無明顯差別,焊縫內部存有氣孔。圖3為焊后不同熱處理制度的熱影響區組織。從圖3中可知,T6-1和T6-4熱影響區受焊接熱循環影響發生了再結晶,晶粒長大,并有長大的黑色Mg2Si相存在。T6-7經過重新固溶時效后,熱影響區粗大的Mg2Si相發生回溶,重新析出彌散分布的強化相,組織均勻性得到改善。
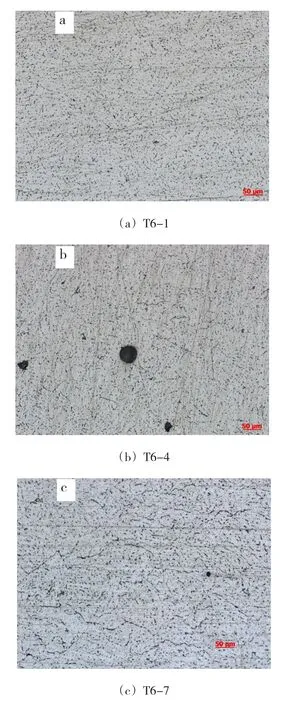
圖2 焊后不同熱處理制度的焊縫區組織
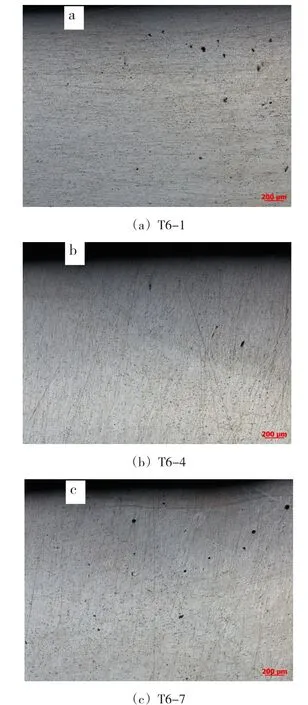
圖3 焊后不同熱處理制度的熱影響區組織
2.2 接頭硬度
對T6-1、T6-4和T6-7 3個試樣進行硬度測試,測試結果如圖4所示。由圖4可知,6061-T6母材受焊接熱循環的影響較大,T6-1和T6-4焊接試樣硬度變化趨勢相似,即隨著距焊縫距離的增大硬度先增加后降低、再增加至母材硬度水平并保持穩定。T6-1試樣硬度最低值位于距焊縫11mm處,硬度值為61.8HV,T6-4試樣硬度最低值位于距焊縫10mm處,硬度值為64HV。隨著距焊縫距離的增加,母材受焊接熱循環影響降低,熱影響區硬度開始恢復至母材硬度。相對于T6-1焊后未處理試樣,T6-4試樣經焊后熱處理后,焊縫和熱影響區硬度均得到一定提高,并且熱影響區寬度明顯變窄。T6-7試樣焊后重新固溶時效處理后,焊接接頭硬度變化趨勢明顯不同,焊縫硬度提升較小,熱影響區軟化得到改善,硬度得到明顯恢復。
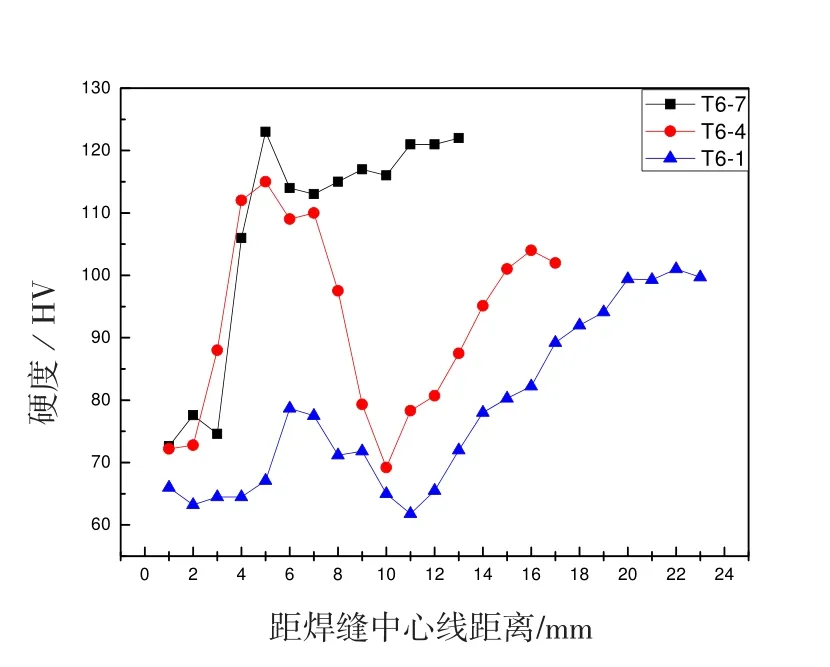
圖4 6061-T6焊后熱處理接頭硬度分布曲線
2.3 拉伸性能
表4所示為6061-T6焊接接頭熱處理后的力學性能檢測結果。由表4可知,未經焊后熱處理的6061-T6焊接接頭抗拉強度為191.83MPa,強度系數(接頭抗拉強度/母材抗拉強度)為66.15%。經過175℃×6h時效處理后抗拉強度達到了228.22MPa,強度系數為78.70%。6061-T6焊后重新固溶再時效處理后的強度系數達到了86.29%。相比焊后直接時效處理,重新固溶再時效處理后接頭的抗拉強度和屈服強度得到了回升,且斷裂位置由熱影響區轉移至焊縫。

表4 6061-T6焊接接頭焊力學性能
2.4 斷口觀察
將T6-1、T6-4、T6-7拉伸測試后試樣進行SEM斷口形貌觀察,結果如圖5所示。
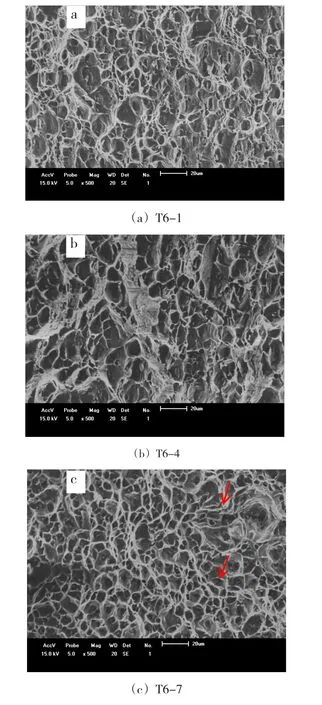
圖5 SEM斷口形貌
T6-1和T6-4的斷口形貌均為韌窩斷裂和解理斷裂的混合斷裂方式,但韌窩數量與大小差異較大,T6-4比T6-1的韌窩尺寸大、數量少,解理面面積大,說明T6-4斷裂位置(熱影響區)的粗大的第二相較多,容易形成應力集中發生開裂,促進裂紋擴展。T6-7斷口形貌韌窩大小均勻,韌窩聚合形成孔洞,撕裂棱明顯,有明顯的孔洞存在,是由焊縫氣孔或者韌窩聚合形成孔洞。
T6-1和T6-4受焊接熱循環的作用,熱影響區可細分為固溶區和過時效區。近焊縫處的熱影響區溫度高于Mg、Si原子的固溶溫度,Mg2Si強化相發生回溶,即形成固溶區。而遠離焊縫的熱影響區溫度低于Mg、Si原子的固溶溫度,Mg2Si強化相發生聚集長大,即形成過時效區,接頭的力學性能和塑性發生降低。但T6-4經過焊后熱處理后,接頭組織不均勻性和強化相的分布得到改善,因此抗拉強度得到提高,然而熱影響區存在粗大的穩定相(Mg2Si)延伸率反而下降。相對于T6-1和T6-4熱影響區組織,T6-7經重新固溶時效后,Mg、Si元素全部重新固溶,接頭熱影響區軟化區消失,強度得到大幅度回升。
3 結論
(1)對6061-T6焊接件進行175℃×6h熱處理,熱影響區最低硬度由61.8HV提高至64HV,抗拉強度由191.83MPa提高至228.22MPa。
(2)對6061-T6焊接件進行525℃×30min+175℃×8h的熱處理,焊接熱影響區消失,抗拉強度由191.83MPa提高至250.25MPa,且斷裂位置由熱影響區變為焊縫區。
(3)6061-T6鋁合金的焊接熱影響區經時效處理后,組織的不均勻性及強化相的分布得到改善;經重新固溶+時效處理后,Mg2Si相發生回溶,重新析出彌散分布的強化相。
[1]張玉美,王智明,劉建嶺.鋁合金車輪的發展現狀及展望[J].鋁加工,2010,(05):25-28
[2]劉靜安,盛春磊,劉志國,潘偉津.鋁材在汽車上的開發應用及重點新材料產品研發方向[J].鋁加工,2012,(05):4-16
[3]崔厚學,鄒恒琪,劉昌雄.鋁合金車身的焊接技術[J].電焊機,2013,43(02):34-37
[4]龍社明,王孟君,陳欣怡,梁巖,胡靜遠,陳新歡.焊后熱處理對7003鋁合金焊接接頭抗腐蝕性能的影響[J].鋁加工,2017,(02):8-13
[5]朱東暉,陳江華,劉春輝,孟立春,鄭雄,賴玉香,陶冠輝,顧媛.焊后熱處理對Al-Mg-Si-Cu合金激光焊接接頭微觀結構和力學性能的影響[J].中國有色金屬學報,2015,25(09):2342-2349
[6]謝業東,農琪.焊后熱處理對6061鋁合金焊接接頭微觀組織與力學性能的影響[J].熱加工工藝,2011,40(15):127-129
Effect of Post Weld Heat Treatment on Microstructure and Mechanical Properties of 6061-T6 Aluminum Alloy Welded Joint
WEI Bao-quan,YUAN Hong-kun,ZHU Ying,WEI Peng-yao,JIN Wen-fu
(Liaoning Zhongwang Group Co.,Ltd.,Liaoyang 111003,China)
Taking the 6061-T6 aluminum alloy as the objective,butt filler welding of 6061-T6 aluminum alloy by MIG arc welding was carried out,and the weld parts were heat treatment at 175℃×8h and 525℃×30min+175℃×8h.The effects of post weld heat treatment on microstructure and mechanical properties of welded joint were studied.The results show that the uniformity of microstructure and the distribution of strengthen phases of 6061-T6 aluminum alloy welded joint with aging treatment are improved,and the tensile strength increased by 36.39MPa;for the welded joint with solid solution and aging treatment,the Mg2Si phase of heat-affected zone dissolved into the matrix,the softening effect of heat affected zone disappeared and the tensile strength increased by 58.42MPa.
6061-T6 aluminum alloy;welding;heat treatment;microstructure;mechanical properties
TG441.8,TG457.14
A
1005-4898(2017)06-0054-05
10.3969/j.issn.1005-4898.2017.06.11
韋寶權(1992-),男,遼寧錦州人,碩士,主要從事鋁合金焊接研究。
2017-09-09
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2016年3期)2016-06-15 20:30:00
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24