采用Design-Expert分析多參數對FDM成型的影響與優化設計
2018-01-15 03:16:02唐彥峰
裝備制造技術 2017年11期
楊 明,唐彥峰
熔融沉積成型(Fused Deposition Modeling,FDM)是3D打印的一種主流技術,FDM技術主要采用熱塑性塑膠金屬等材料,通過材料的逐層堆積形成實體,具有小批量制造成本低、速度快、復雜制造能力強、材料利用率高適應性好等諸多優點,因此,FDM技術為3D打印領域的一個重要發展方向[1]。
FDM的成型過程相對比較復雜,在工藝過程中受到許多因素的影響,主要有:材料性能、設備性能、系統軟件性能的影響以及成型過程中工藝參數的影響等等。因此,FDM的成型件往往需要經過處理后才能使用,這無疑加大了生產成本,也延長了生產周期,成為限制該技術在工業上普遍應用的一個重要原因。
在FDM的工藝參數中有一部分非常重要,它們直接影響FDM工藝的原型精度和成型時間,對FDM工藝過程起著重要的作用。在成形工藝參數的優化上,目前主要采用數值模擬結合“試錯法”來進行,即根據數值模擬結果,設計人員根據經驗修改工藝參數,然后再進行模擬。但工藝參數的選擇涉及成千上萬種組合,僅憑經驗試湊得到最優的成型工藝參數組合需要大量的試驗樣本[2]。基于此,本文采用Design-Expert軟件設計4因素3水平的正交試驗,建立了成型件綜合性能與打印層厚、擠出速度、填充速度、填充率四個主要工藝參數之間的二次方修正模型;通過對試驗結果進行數據分析得到各工藝參數對成型的影響主次順序并優化試驗方案,得到最佳的工藝參數組合,對FDM技術工藝參數研究具有一定的理論意義和應用前景。
1 試驗設計
Design-Expert是由美國 Stat-Ease公司開發、可以應用于各類多因素試驗設計和分析的試驗設計軟件系統,可以對試驗數據進行統計分析、曲線擬合,還可以建立數學模型,預測試驗結果,進一步得到試驗最優參數組合[3]。
1.1 工藝參數選擇
FDM成型件的考察指標主要從加工精度、成型效率和成型質量三個方面來衡量,所以本文待優化工藝參數的考察指標設為尺寸精度變形量(Warp Deformation,WD)、加工時間(Build Time,BT)、抗拉極限強度(Tensile Strength)三個。影響熔融沉積快速成型的工藝參數主要有分層厚度、噴嘴直徑、噴頭溫度、環境溫度、擠出速度、填充速度、填充方式、網格間距、理論輪廓線的補償量、偏置掃描中的偏置值、開啟延時時間、關閉延時時間等[4]。本文只選擇擠出速度(A)、填充速度(B)、分層厚度(C)、填充率(D)這四個起主要作用的工藝參數作為主要的考察因素。
試驗選用哈爾濱工業大學研制的SS-2 Plus MINI型號的FDM設備進行。考慮實驗的可操作性,選取尺寸80 mm×20 mm×10 mm的長方體塊為試驗測試件,用Solidwork軟件繪制3D模型圖。成型耗材選用外徑1.75 mm的PLA線材,試驗溫度215℃,環境溫度25℃,打印機噴嘴直徑為0.4 mm.
1.2 正交實驗設計
根據上文選定的考察指標和考察因子,論文利用Design-Expert 8.0.6軟件對FDM技術的成型工藝過程進行設計和優化,對試驗數據進行統計分析,建立成型的綜合性能與各個工藝參數二次方修正模型。
在設備的可調控范圍內,對分層厚度、擠出速度、填充速度及填充率分別選擇3個水平級,因此選用Design-Expert 8.0.6軟件提供的四因素三水平部分設計試驗方案進行FDM成型試驗。試驗影響因素及水平如表1所示。
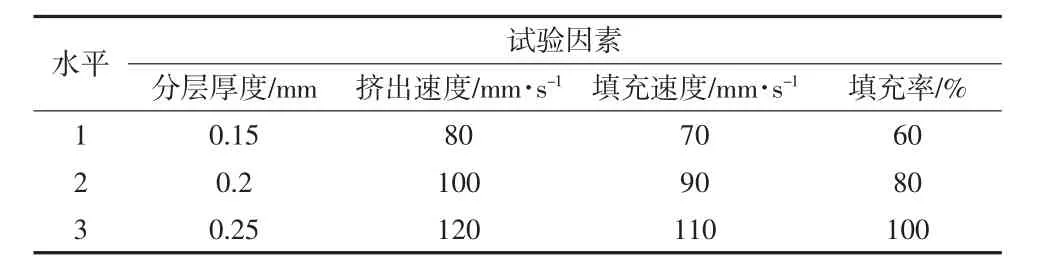
表1 試驗考察因素及水平
響應面優化設計(RSM)又可分為中心復合試驗設計(cen-tral composite design,CCD)和 Box-Behnken試驗設計(BBD)兩種,其中BBD試驗更為簡單,因素數及水平設置相同時試驗次數更少,且試驗中不存在所有試驗因素均為高水平的試驗條件,試驗更為安全可靠[5]。本次試驗就采用Box-Behnken試驗設計方法進行試驗方案的設計,經過具體的設置,共得到29個參數組合。
1.3 試驗結果
在各參數組合的實驗條件下進行打印成型。分別記錄和測試每組試驗的加工時間(BT),尺寸誤差(DE)和抗拉極限強度(Tensile Strength,TS).
通過上述實驗過程獲得了成型件各考察指標的數據,但試驗的最終目標是獲得最佳的綜合性能。文章采用模糊推理方法,選擇合適的推理原則進行模型的建立和多指標綜合,將加工時間、尺寸誤差和抗拉伸強度三個考察指標轉化為一個綜合指標。具體推理過程不再具體贅述。其模糊推理界面如圖1所示。
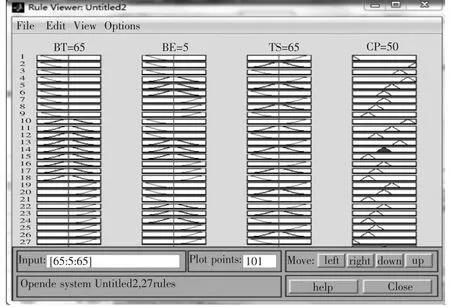
圖1 模糊推理界面
經過推理計算,最后的多參數組合與綜合性能值的結果如表2所示。
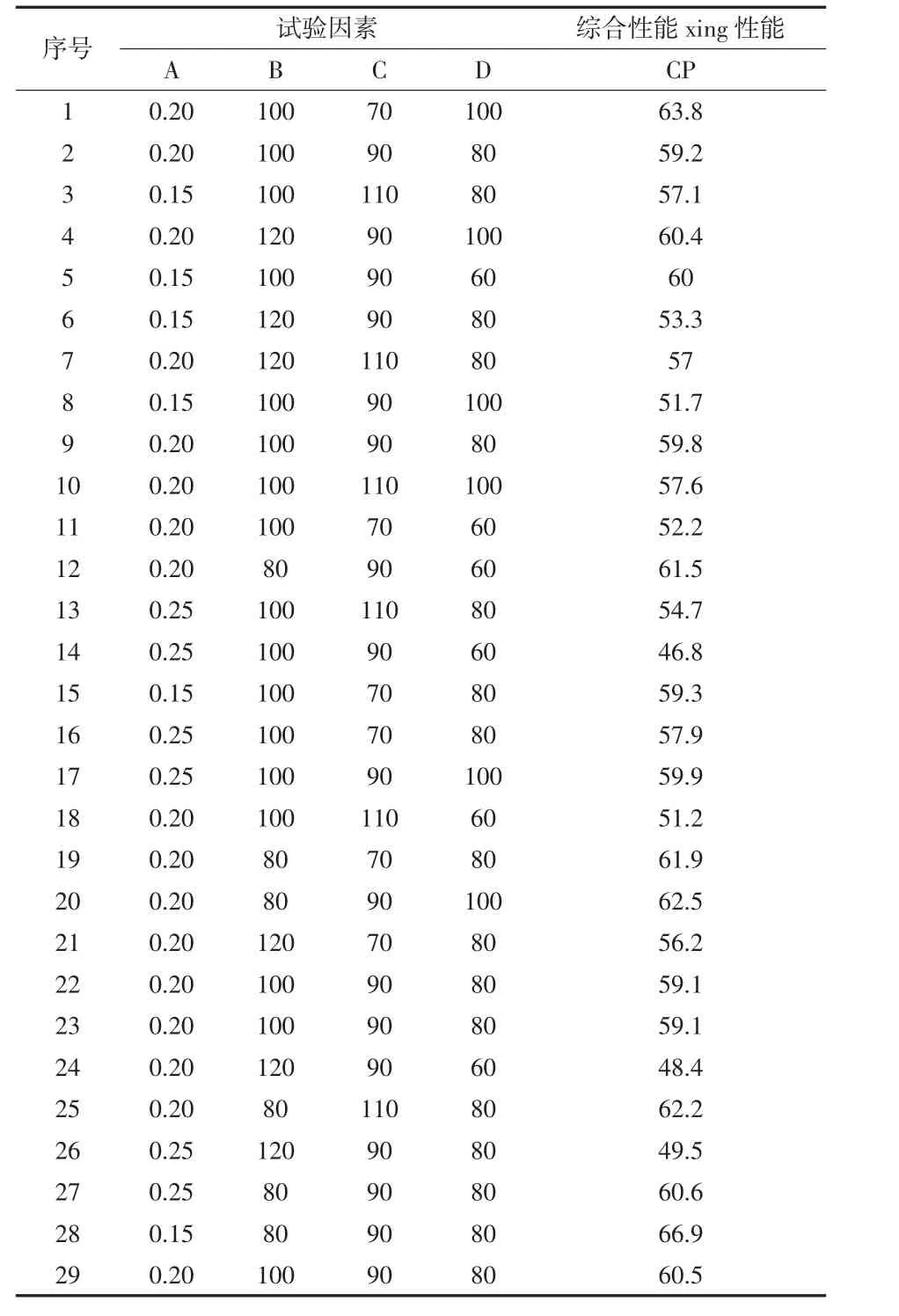
表2 參數組合與試驗結果
2 回歸模型的建立
2.1 模型選定
Design-Expert 8.0.6軟件依據擬合誤差最小原則應用多種模型對表4中的試驗數據進行擬合,得到的擬合分析結果見表3至表5.
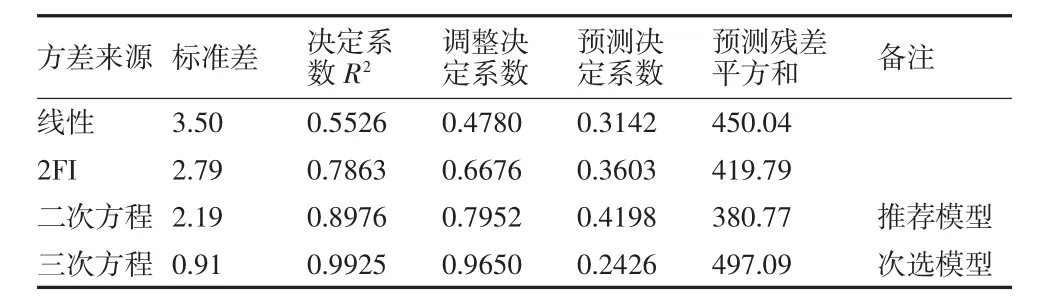
表3 不同模型的方差分析
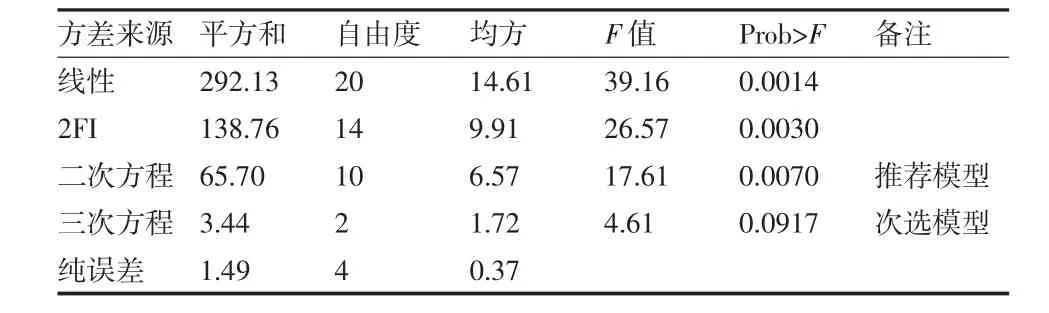
表4 多模型擬合缺陷分析
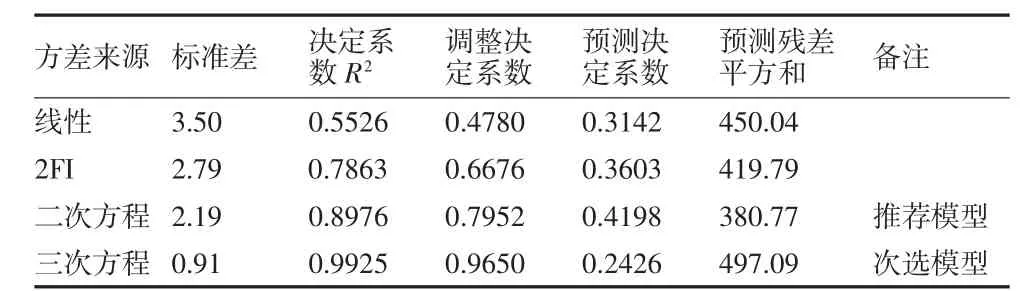
表5 多模型綜合統計分析
表3中F值和Prob>F值作為方差分析的指標,F值越大,Prob>F值越小表明分析結果的可靠性越高。由表3內容可知,在擬合的各種模型中,二次方程和三次方程模型擬合相對顯著,二次方程模型的F值為3.35,失擬概率 Prob>F值為0.040 1,小于0.05的臨界值,但是三次方程的F值最大,Prob>F最小,說明該擬合最顯著;在表4中,三次方程的擬合缺陷F值相對較低,且Prob>F值相對其他模型高出一個數量級,說明該模型失擬項不顯著;同時根據表5中,二次方程模型的調整決定系數(Adjusted R2)與預測決定系數(Predicted R2)相差相對較小,預測殘差平方和的值遠小于三次方程模型的結果,決定系數R2大于0.8說明模型與試驗相關性較高,模型較準確。根據以上分析結果,認為二次方程模型的模型擬合程度更加準確,選定二次方程模型進行擬合。
2.2 模型的建立
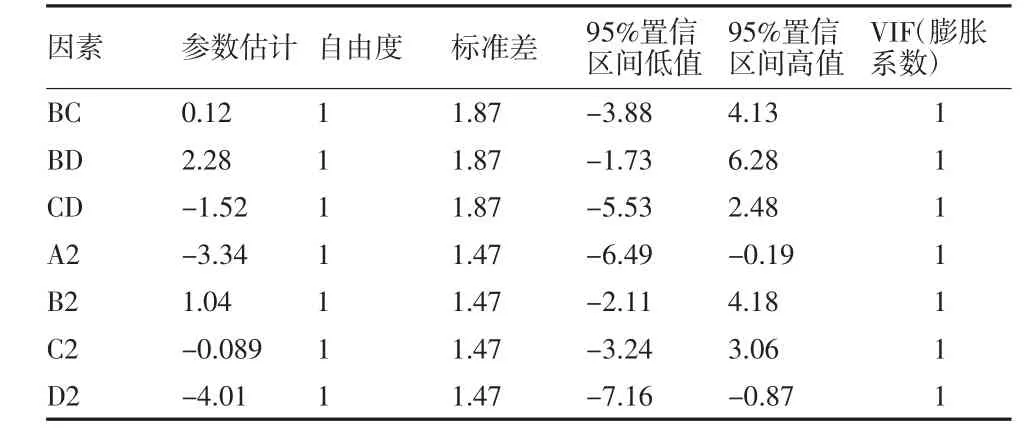
根據軟件的ANOVA功能,即方差分析的模型檢驗,參數估計如表3~表8所示。表6中各項估計參數為各項參數所的95%置信區間的低值與高值的平均值。最終轉換為由實際值表示的回歸模型為:
CP=135.106 46-139.633 33A-1.208 96B+0.489 21 C-0.331 17D+0.625AB-0.25AC+5.35AD+3.125×10-4BC+6.875 0×10-3BD-3.250×10-3CD-899.666 67A2+1.470 83×10-3B2-1.435 42×10-3C2-6.154 17×10-3D2
根據表6中估計參數的絕對值,可以得到各參數對成型綜合性能的影響顯著程度為B>D>C>A,即擠出速度>填充率>填充速度>分層厚度。
(續上表)
2.3 模型檢驗
雖在模型選定時已對各模型的符合程度做了比較,但比較項F值、R2等都較為抽象,因此仍需以其他方式對選定模型進行驗證。內在學生化殘差用于繪制殘差預測值與實際值對比,如圖2所示。圖上點的橫坐標大部分集中于中央,且點的分布也近似為一條直線,說明模型預測可靠。
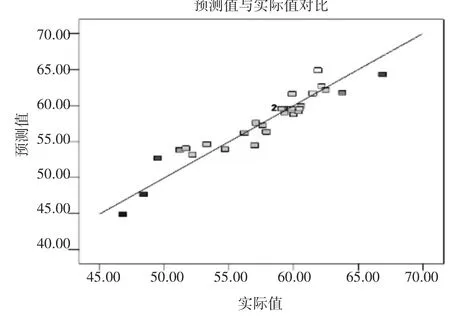
圖2 內在學生化殘差預測值與實際值對比
3 參數優化及結果驗證
在表2的實驗樣本中可知,綜合性能最優的是第28組試驗,在此參數組合下得到成型件的綜合性能分值為66.9.
利用Design-Expert軟件自動優化功能,以成型件的綜合性能為優化目標,求得了共計55種優化方案,選取其中代表性的前10個方案見表7.
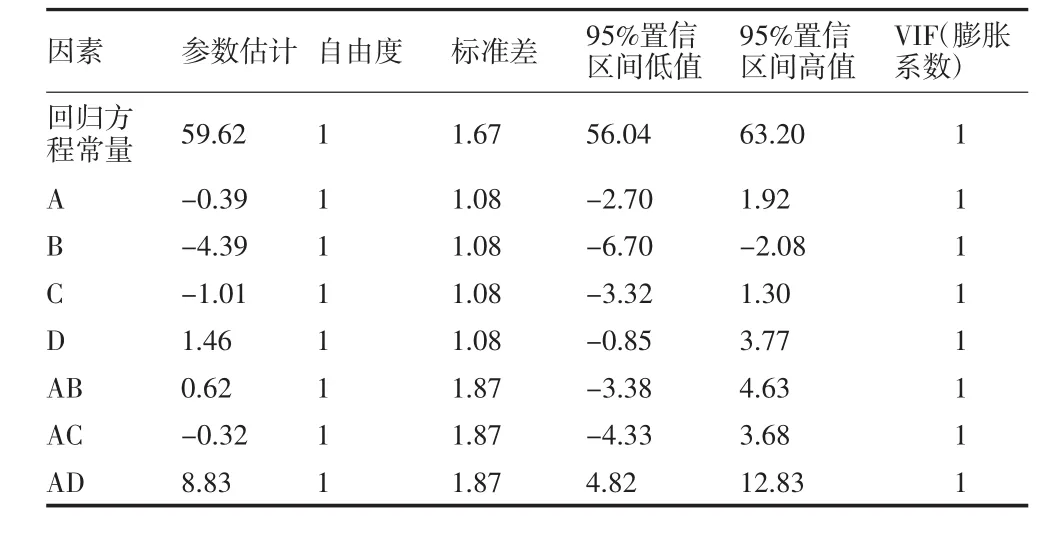
表6 模型方程參數估計
(續下表)
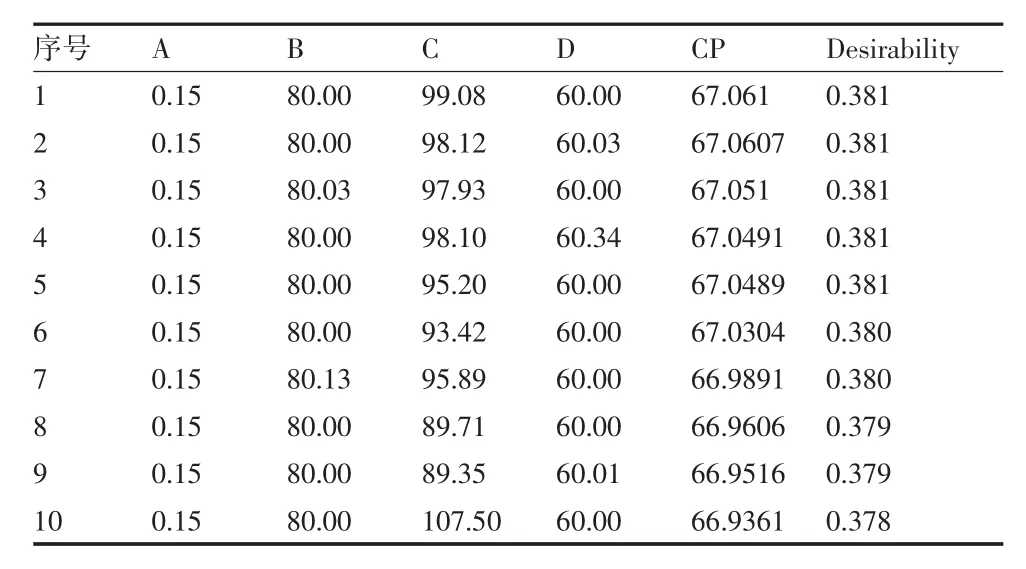
表7 前十個參數優化組合
軟件推薦第1組為待選取的最優方案組合,各參數設置分別為打印層厚0.15 mm,擠出速度為80 mm·s-1,填充速度為 99.08 mm·s-1,填充率為 60%,此時成型件的綜合性能為67.061.此參數組合與表2中的獲得最佳性能的參數組合有所出入,因此需要對優化的的參數組合進行驗證。
根據打印設備實際調整范圍以及表7中的優化后的參數組合情況,進行取整處理后,優選3組參數組合進行試驗驗證。由表7可知,參數組合的主要差異是在填充速度這一項,設置打印層厚0.15 mm,擠出速度設置為80 mm·s-1,填充率為60%,填充速度設置為 90 mm·s-1、100 mm·s-1,110 mm·s-1三個組合,進行實際打印后的綜合性能如表8.
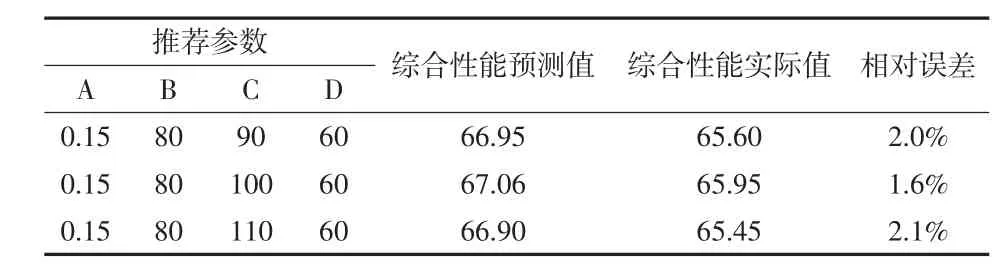
表8 驗證試驗結果
由表8可知,Design-Expert8.0.6軟件推薦的幾組優秀參數條件所對應預測的綜合性能數,與在該條件下實驗室所取得的實際綜合性能非常接近,相對誤差僅在2%左右,說明Design-Expert8.0.6軟件建立的綜合性能與各參數的回歸模型準確、可靠。當各參數設置分別為打印層厚0.15 mm,擠出速度為80 mm·s-1,填充速度為 100 mm·s-1,填充率為 60%時,試件獲得最佳試驗性能。
4 結束語
論文通過Design Expert軟件中的Box-Behnken設計了FDM成型試驗,以成型件的綜合性能為響應值,建立并優化了綜合性能與各個工藝參數(層厚厚度、擠出速度、填充速度、填充率)之間的二次方回歸模型,擬合程度較好;分析了各工藝參數對成型綜合性能的影響顯著程度,其順序為擠出速度>填充率>填充速度>分層厚度;以成型件的綜合性能為優化目標,獲得了最佳的參數組合為打印層厚0.15 mm,擠出速度為 80 mm·s-1,填充速度為 100 mm·s-1,填充率為60%.論文的研究方法可以大大減少試驗工作量,提高試驗效率,對FDM技術的工藝參數研究具有一定實際意義。
[1]董海濤.熔融沉積快速成型的工藝分析[J].制造技術與機床,2013(10):96-98.
[2]紀良波,周天瑞,鐘雪華.基于神經網絡和遺傳算法的熔融沉積成型多目標優化[J].熱加工工藝,2010(09):174-177.
[3]徐仁崇.采用Design-Expert軟件優化透水混凝土配合比設計[J].新型建筑材料,2010(07):17-20.
[4]鄒國林,郭東明,賈振元,等.熔融沉積制造工藝參數的優化[J].大連理工大學學報,2002,42(4):446-450.
[5]陶有俊,朱向楠,陶東平,等.采用 Design-Expert優化粉煤灰摩擦電選脫炭試驗研究[J].煤炭學報,2016,41(2):475-482.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
光學精密工程(2016年6期)2016-11-07 09:07:19
