基于華中HNC-210B系統的數控銑削編程應用
2018-01-15 03:16:16孟曉華
裝備制造技術 2017年11期
關鍵詞:指令
孟曉華
0 引言
數控銑床是機械加工領域應用非常廣泛的三坐標加工設備,由于集成了數字控制、機械、電氣等技術于一體,具有加工精度好、生產效率高等優點。數控系統是其核心部件,可根據輸入裝置獲得的程序指令在執行譯碼、插補等運算處理后,將數據輸出到伺服單元,控制電機按照加工程序運行,進而得到所需零件輪廓[1]。
隨著現代制造技術的發展,零件的結構、形狀也日趨復雜。單純采用插補指令G01、G02、G03和輔助指令M03、M05等一般方法編程時,計算量大、程序段多,要求程序員數值處理能力很高,不僅增加了編程難度,也不利于保證零件加工質量,無法滿足加工要求。與一般手工編程相比,采用技巧性編程可減少編程者的數學處理工作,使程序段數目大幅減少,同時利用CNC系統自身的計算功能,最大限度消除了手工編程計算的誤差,保證了加工精度[2]。下面以在華中HNC-210B數控銑床上銑削具有陣列特征的復雜輪廓為例,說明其綜合應用。
1 任務描述與加工分析
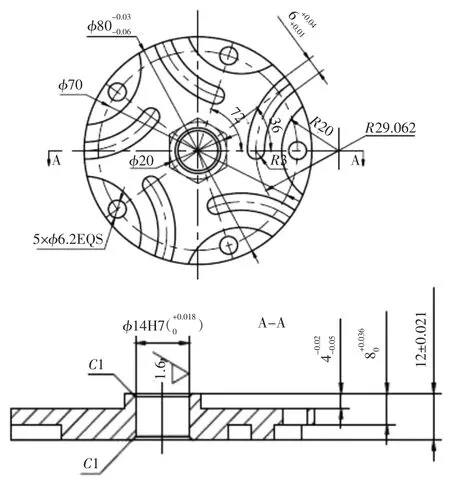
圖1 銑削任務零件圖
加工時,先將毛坯用平口鉗固定并墊若干墊鐵,保證工件不懸空,然后用Ф12mm立銑刀先后銑削)圓輪廓和5個R20弧輪廓,最后用Ф5mm立銑刀銑削)槽輪廓。機床選用大連機床集團生產的VDL600A型三軸聯動數控銑床(華中系統HNC-210B).
2 任務主要指令
(1)極坐標指令。編程格式如下:
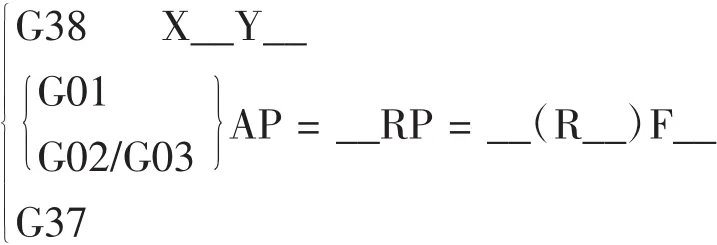
其中:G38/G37表示極坐標建立/取消;X_Y_表示極坐標系原點坐標;
RP/AP表示極半徑/極角,默認狀態下,RP為點到坐標原點的距離,AP為點和坐標系原點的連線與+X方向之間的夾角,逆時針為正。
(2)坐標系旋轉指令和程序調用指令
坐標系旋轉指令通常用于對已有子程序的重復使用,故常與程序調用指令配合使用。格式如下:
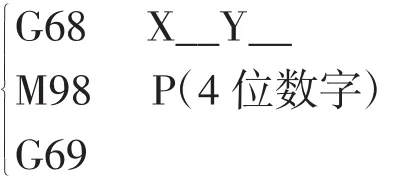
其中:G68/G69表示旋轉建立/取消;X_Y_表示旋轉中心點坐標;P(G68)表示旋轉角度;
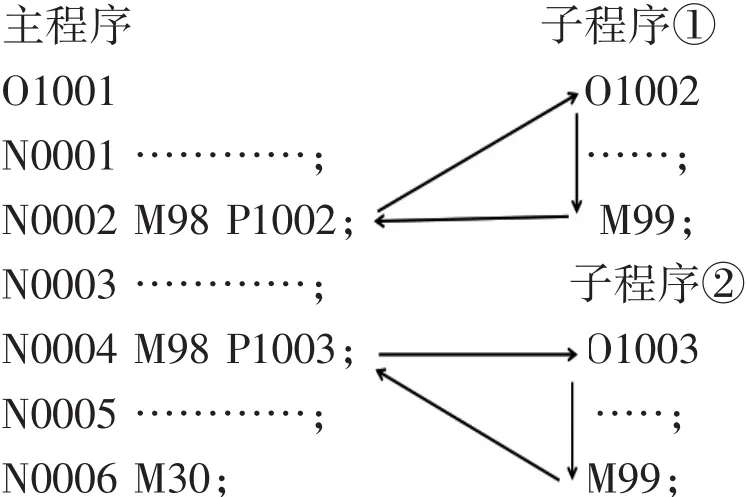
對于子程序調用指令M98,其地址P后四位數字為被調用的子程序號,并以子程序中M99結束調用,返回主程序。具體調用過程如下:
3 加工實施與程序編制
3.1 試切對刀
對刀操作的目的是建立工件坐標系。本例采用試切對刀法:①在X方向試切零件左右兩側(無Y向軸移),依次按下系統面板上記錄Ⅰ、記錄Ⅱ和分中功能鍵;②在Y方向采用同樣的方法操作;③在Z向試切工件上表面,按下當前位置。對刀后,工件坐標系原點被置于工件上表面中心點處,為下一步編程打下基礎。
3.2 建立刀補
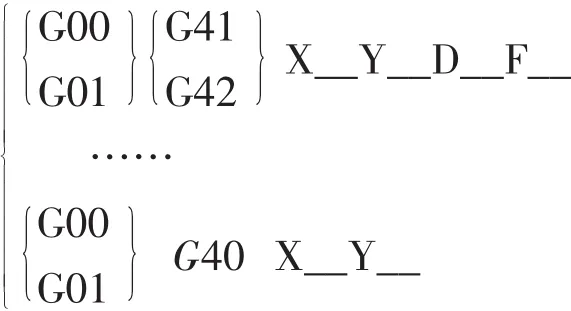
銑削加工時,刀具中心沿著工件輪廓移動,由于刀具半徑的存在,必然造成過切,因此必須通過刀補設置使刀具偏移一定數值。設置刀補后,系統可根據刀補參數和輪廓軌跡自動計算出刀具中心的實際移動軌跡,進而加工出合格輪廓。設置時必須判定補償類型:沿刀具運動方向看去,若刀具在工件輪廓左側為左刀補(G41),在工件輪廓右側則為右刀補(G42),結束時以G40取消刀補。其格式如下:
本例刀補參數設置,見表1。

表1 刀具使用及刀補參數設定
3.3 加工程序
選擇圖1正右側的槽與弧輪廓作為基準加工輪廓,進行極坐標編程。將極坐標原點設置于零件輪廓中心處,通過CAD軟件查得基準輪廓各拐點處的極坐標數值,見表2.

表2 基準輪廓(弧、槽)的拐點極坐標數據表
綜合以上知識,本例NC數控銑削程序如下:
O0001主程序①(Φ12立銑刀依次銑削圓和弧)
N0001 G54 G90 G00 X70 Y0
N0002 Z5 (運行至安全平面)
N0003 S500 M03
N0004 G01 Z-8 F200 (移至圓切削平面)
N0005 G41 X55 Y15 D01(建立1號左刀補)
N0006 G03 X40 Y0 R15
N0007 G02 I-40 (銑削Ф80圓輪廓)
N0008 G03 X55 Y-15 R15
N0009 G00 G40 X70 Y0(取消刀補)
N0010 Z5 (返回至安全平面)
N0011 X0 Y0 (運行至中心點)
N0012 M98 P0002 (調用子程序①)
N0013 G68 X0 Y0 P72(坐標系旋轉72°)
N0014 M98 P0002 (調用子程序①)
N0015 G68 X0 Y0 P144(坐標系旋轉144°)
N0016 M98 P0002 (調用子程序①)
N0017 G68 X0 Y0 P216(坐標系旋轉 216°)
N0018 M98 P0002 (調用子程序①)
N0019 G68 X0 Y0 P288(坐標系旋轉 288°)
N0020 M98 P0002 (調用子程序①)
N0021 G69 (旋轉取消)
N0022 G00 Z100 (抬刀至安全高度)
N0023 M05
N0024 M30
O0002(子程序①:基準弧輪廓銑削)
N0001 G00 X70 Y0
N0002 Z-4 (移至弧切削平面)
N0003 G42 Y-20 D01(建立1號右刀補)
N0004 G38 X0 Y0 (極坐標編程建立)
N0005 G01 AP=-22.866 RP=40 F200
N0006 G02 AP=22.866 RP=40 R20
N0007 G37 (極坐標編程取消)
N0008 G01 X70 Y20
N0009 G40 Y0 (取消刀補)
N0010 G00 Z5
N0011 X0 Y0 (返回旋轉中心)
N0012 M99 (調用結束,返回)
主程序②(Φ5立銑刀銑削5個槽輪廓)
O0003
N0001 G00 Z5
N0002 S1000 M03
N0003 M98 P0004
N0004 G68 X0 Y0 P72(坐標系旋轉72°)
N0005 M98 P0004 (調用子程序②)
N0006 G68 X0 Y0 P144(坐標系旋轉 144°)
N0007 M98 P0004 (調用子程序②)
N0008 G68 X0 Y0 P216(坐標系旋轉 216°)
N0009 M98 P0004 (調用子程序②)
N0010 G68 X0 Y0 P288(坐標系旋轉 288°)
N0011 M98 P0004 (調用子程序②)
N0012 G69 (旋轉取消)
N0013 G00 Z100
N0014 X100 Y100
N0015 M05
N0016 M30
O0004(子程序②:基準槽輪廓銑削)
N0001 G00 X50 Y45
N0002 G01 Z-4 F200 (移至槽切削平面)
N0003 G41 X40 Y35 D02(建立2號左刀補)
N0004 G38 X0 Y0 (極坐標編程建立)
N0005 G01 AP=40.3011 RP=40
N0006 G03 AP=0 RP=17.381 R32.062
N0007 G03 AP=0 RP=23.381 R3
N0008 G02 AP=31.699 RP=40 R26.062
N0009 G37 (極坐標編程取消)
N0010 G00 Z5
N0011 G40 X0 Y0 (返回中心)
N0012 M99 (調用結束,返回)
將以上程序進行仿真加工校驗之后在機床上進行現場加工,最終效果如圖2所示。
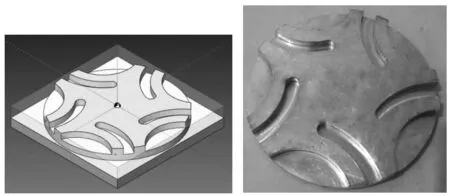
圖2 任務銑削模擬仿真與實際加工效果圖
4 結論
本案例中,先采用極坐標G38/G37指令編制基準槽輪廓和基準弧輪廓加工程序作為子程序,再經主程序坐標系旋轉指令G68/G69變換坐標后,利用M98/M99指令調用上述子程序,從而實現相同輪廓的多次加工。可以看出,利用該技巧編程時,只需要選出相同輪廓中特征最清晰的作為基準輪廓,然后利用坐標系旋轉和子程序調動就可以實現其余相同輪廓的加工,極大地簡化了數值計算,使程序變得簡潔明了,效率顯著提升。
[1]嵇 寧.數控加工編程與操作[M].北京:高等教育出版社,2008.
[2]陽 濤.基于華中Ⅰ型數控系統宏程序的應用[J].機床與液壓,2007,35(9):256-257.
[3]馬立克,張麗華.數控編程與加工技術[M].大連:大連理工大學出版社,2004.
[4]姜永梅,薛云霄.典型槽型零件數控銑加工的手工編程方法[J].機械工程師,2010(3):87-89.
[5]孫德茂.數控機床銑削加工直接編程技術[M].北京:機械工業出版社,2004.
[6]段瑞永.基于華中數控的刀具半徑補償在加工中的應用[J].機械工程與自動化,2015(1):207-208.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(2016年10期)2016-11-23 05:11:56
時代農機(2015年3期)2015-11-14 01:14:29
科技傳播(2015年20期)2015-03-25 08:20:30
信息安全研究(2015年3期)2015-02-28 20:18:12
西安航空學院學報(2014年5期)2014-07-13 01:27:52
家電科技(2014年5期)2014-04-16 03:11:28
汽車零部件(2014年2期)2014-03-11 17:46:27
