基于孔探技術的航空發動機常見損傷及案例分析
2018-01-15 03:16:22胡靜,徐拓
裝備制造技術 2017年11期
胡 靜,徐 拓
隨著航空技術的發展,飛機已經成為重要的交通工具,且飛機的飛行速度、高度、航程和載重能力也越來越高,因此,對航空發動機的性能要求更高,其工作環境也更加惡劣。航空發動機長期在高溫、高壓、高負荷的環境下工作,不可避免的要出現各種故障,特別是壓氣機、燃燒室和渦輪這些核心機部件更是維修工作中重點關注的部位[1]。在維修過程的各種故障檢測手段中,孔探檢測是一種快速便捷的檢測方法,能夠對發動機核心機流道內各種損傷進行快速的檢測,為進一步的維修和采取措施提供重要依據。因此,研究基于孔探技術的發動機內部常見損傷對一線維修人員的維修工作有重要的參考作用。本文不僅介紹了基于孔探技術的發動機常見故障類型特點,而且分析了造成其故障的原因,希望以此能夠提供給相關工程技術人員一些理論指導和實際經驗。
1 航空發動機常見故障類型及原因
1.1 壓氣機故障
航空發動機工作時,空氣通過進氣導向器進入壓氣機,要經過低壓壓氣機和高壓壓氣機兩次壓縮,壓氣機靜子葉片和轉子葉片在這個過程中會受到各種軸向力、扭矩,彎矩以及振動載荷的綜合作用,受力狀況苛刻且復雜[2]。特別是轉子葉片還要受到較高氣動載荷、振動交變載荷以及離心載荷,工作環境十分惡劣,因此很容易發生故障。故障產生的主要原因有:外物損傷、強度不足和機體疲勞。
(1)外物損傷。是指葉片受到外來物的沖擊而導致的損傷,多發生在第一級壓氣機葉片,嚴重時會造成后面葉片的直接損傷,導致發動機停車。
(2)強度不足。是指葉片強度裕度不夠導致葉片應力超過了可承受應力范圍,一般是由于制造工藝有缺陷或葉片材質不好,在受到瞬間沖擊載荷的作用下發生的故障。
(3)機體疲勞。主要是指應力疲勞損傷以及葉片喘振導致的故障。
1.2 燃燒室故障
燃燒室是承受熱負荷最大的部件,長期高溫作業,損壞幾率較大。常見的故障原因有熱應力、積碳、腐蝕和燃燒不均勻。
(1)高溫熱應力引起的故障。主要是因為燃燒室承受的熱負荷大,溫度高,同時局部受熱不均,引起很大的熱應力。
(2)受機械振動引起的故障。多發生在燃油噴管和熱屏蔽板部位,會使燃油供油及霧化效率降低,嚴重時會造成漏油等故障。
(3)積碳和腐蝕引起的故障。在溫度局部過高和燃油過量的狀況下容易產生積碳,高溫的燃氣容易引起腐蝕,進而造成燃油出口損傷。
(4)燃燒不均勻引起的故障。燃油和空氣混合不均勻,不同部位燃油噴射程度不同,都會造成局部溫度相對過高造成損傷。
1.3 渦輪故障
渦輪的工作條件非常惡劣,不僅受到熱負荷還要受到各種交變應力以及高溫燃氣的腐蝕,會出現疲勞損傷,甚至會造成葉片燒毀和斷裂,在轉子高速旋轉過程中會造成嚴重后果。
2 孔探常見損傷
發動機核心機部分故障概率相對較高,在眾多檢測方法中,孔探檢測有其獨特的優勢,能夠直接將損傷部位進行圖像化處理,如圖1所示,一般來說,孔探能夠檢查到的常見損傷有裂紋、材料丟失、葉尖彎曲、缺口、凹坑、燒傷和燒穿等。
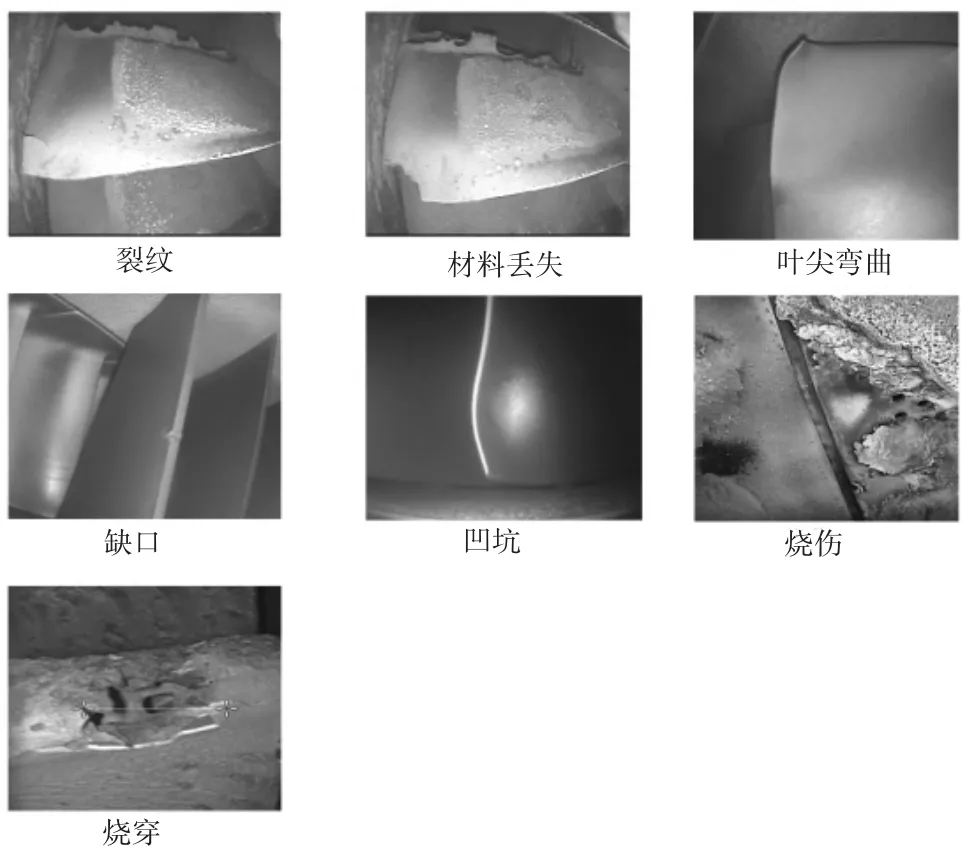
圖1 孔探常見損傷
2.1 裂紋
裂紋多發生在熱區-高壓渦輪轉子葉片的尖部,由于其工作環境惡劣、溫度高、燃燒氣體的腐蝕性強,氣流中的沉積物多,所以熱應力的不均勻分布使得渦輪葉片尖部多出現此類損傷。對于這種損傷要加強監控檢查,注意監控裂紋發展的趨勢,以防止裂紋擴展造成葉尖材料丟失。冷段的轉子葉片在受到異物沖擊后也會產生裂紋。
裂紋可以分為軸向裂紋、徑向裂紋和周向裂紋,長度是檢查裂紋的主要參數,檢查時,裂紋不隨燈光的強弱而改變。
2.2 材料丟失
材料丟失多發生在冷區的轉子葉片上,通常是由高速的體積較大的外來物或內部掉落的硬性物體沖擊所致,出現這種損傷,往往不會單一地只發生在一級葉片上,而是多級葉片都會有不同程度的損傷,其后果往往是發動機換發。長度和深度是檢查材料丟失程度的中重要參數。
2.3 葉尖彎曲
葉尖彎曲多發生在冷區的轉子葉片上,通常情況下,是由于轉子葉片通道涂層蓬松漲起而刮磨到轉子葉尖所致,在發現這種損傷后,孔探人員還要繼續對轉子葉片通道及下游各級葉片進行檢查,以確定是否有脫落的轉子通道涂層對下游葉片造成了傷害。長度是檢查葉尖彎曲的重要參數
2.4 缺口
缺口多發生在冷區的轉子葉片前緣上,由微小的外來物打傷所致[3]。通常情況下,由于其損傷的面積和深度較小,在手冊中的放行標準也較寬,很少出現損傷超標而導致發動機拆下的事例。但是這種損傷要注意觀察缺口周圍是否伴隨著裂紋,如果發現裂紋,則情況要嚴峻得多,需要慎重處理。
2.5 凹坑
凹坑多發生在冷區的轉子葉片或靜子葉片上,是由外來物沖擊葉片表面造成,沖擊往往在葉面上形成圓形凹陷,這種損傷的觀測對光線的變化很敏感,其目視深度會隨著光線的明亮或暗淡而變深或變淺。凹坑形狀多為U形,深度是檢查凹坑的重要參數。
2.6 燒傷
燒傷多發生在燃燒室的內外壁上,由于燃燒室的溫度較高,氣流變化情況復雜,往往在溫度高的回燒區出現此類損傷。由于這種損傷的形狀極不規則,因此在測量其面積時,對孔探人員的測量水平要求很高。面積是檢查燒傷程度的重要參數。
2.7 燒穿
燒穿多發生在熱區的高壓渦輪轉子和靜子葉片的前緣,多數情況下是由于燃燒氣體中的沉積物堵塞了葉片冷卻孔,而導致的局部區域溫度過高所致,少數超溫故障也會造成此類損傷。出現這種損傷,往往意味著葉片已經失去了外部的隔熱效果,高溫燃氣會在短時間內對葉片內部造成巨大的傷害,因此這類損傷的標準十分嚴格,發動機更換的幾率非常高。燒穿的估測比較復雜,要參考具體的工卡或手冊標準。
孔探可以幫助航空發動機結解決的問題有:
(1)幫助預防發動機空中停車。
(2)發現流道內可見缺陷。
a.氣流通道內的大部分轉子葉片損傷;
b.氣流通道內的部分靜子葉片損傷;
c.氣流通道內其他可見部位的損傷,例如:壓氣機轂、渦輪氣封嚴等。
(3)發動機性能參數變化時幫助確認故障。
(4)檢測發動機滑油管路是否堵塞。
(5)發動機進入異物時取出異物。
但是,在發動機故障檢測的方法中,孔探也有其局限性。例如,孔探無法監控、檢查到發動機非流道內部件,像榫槽、榫頭以及生產工藝和制造材料等缺陷,都是無法通過孔探在外形上觀察到的[4]。還有像突發性的葉片損傷和發動機附件導致的故障,都是孔探這種檢測手段所不能發現的。
3 典型案例
以CFM56發動機裂紋損傷為例,對損傷情況進行具體描述,并給出實際維修中相應的建議措施。見圖2圖、3圖、4圖、圖5.

圖2 LPTN 1號葉片裂紋

圖3 LPTN 2號葉片裂紋
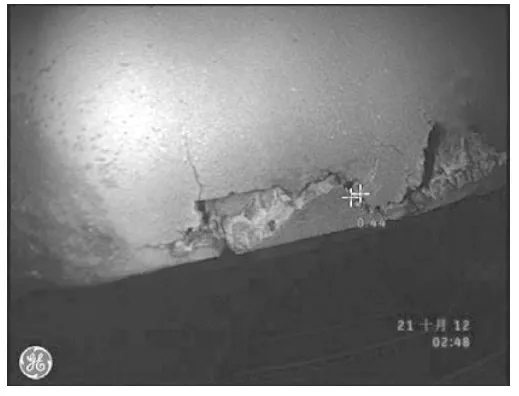
圖4 LPTN 2號葉片凸面開口裂紋

圖5 LPTN 3號葉片裂紋
(1)案例描述
案例名稱:發動機LPTN孔探檢查,損傷類型:裂紋。
通過孔探技術發現,6點鐘位置,LPTN1有3片葉片有裂紋,1號葉片的凹面和凸面裂紋如圖2所示。
2號葉片的凹面和凸面裂紋如圖3所示,凸面裂紋分段測量,總長度為:16.25+9.51=25.76 mm.
2號葉片凸面裂紋的寬度為0.44 mm,為開口裂紋。如圖4所示。
3號葉片的凹面和凸面裂紋如圖5所示。
(2)結論及處理措施
按工卡孔探檢查,參照手冊72-00-00page654(b)-4),低壓渦輪導向葉片6點鐘位置有1片葉片前緣徑向裂紋為25.76 mm,寬度為0.44 mm,超過手冊標準,該發最大可使用100循環。建議每50~70 h檢查一次,報工程部門評估,并在100循環內停場換發修理。
4 結論
航空發動機特別是核心機部分屬于故障多發區域,對發動機可靠性以及航空公司的運營安排有重要影響,而孔探作為最常用的檢測手段能夠對核心機流道內常見損傷進行有效檢查,并可以將如葉片的裂紋、燃燒室的燒蝕等損傷以圖像和視頻的方式記錄下來,然后根據維修手冊的要求進行判斷和處理。因此,充分認識了解基于孔探技術的發動機常見損傷對實際維修工作有重要意義。
[1]陳宏杰.基于孔探技術的民航發動機健康管理研究[D].廈門:廈門大學,2014.
[2]左洪福.發動機磨損狀態監測與故障診斷技術[M].北京:航空工業出版社,1995.
[3]馬 超,王玉娜.航空發動機風扇葉片硬物沖擊損傷特征[J].航空動力學報.2017,32(05):1105-1111.
[4]張 勇.航空發動機故障診斷中孔探圖像特征提取技術應用研究[D].北京:國防科技大學研究生院,2006.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
汽車維修與保養(2019年7期)2020-01-06 03:30:42
民用飛機設計與研究(2019年2期)2019-08-05 01:33:40
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
汽車維護與修理(2016年10期)2016-07-10 08:17:41
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維護與修理(2015年2期)2015-02-28 12:15:39
汽車與新動力(2015年1期)2015-02-27 12:11:01
建筑材料學報(2014年3期)2014-03-11 17:08:02
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:27
