基于電子齒輪的卷煙包裝機(jī)輸出通道優(yōu)化設(shè)計(jì)
2018-01-18 09:03:00
制造業(yè)自動(dòng)化 2017年9期
關(guān)鍵詞:優(yōu)化
(中煙機(jī)械技術(shù)中心有限責(zé)任公司,上海 201206)
0 引言
隨著計(jì)算機(jī)技術(shù)和交流伺服驅(qū)動(dòng)技術(shù)的不斷進(jìn)步,伺服驅(qū)動(dòng)技術(shù)在全數(shù)字化、高性能化、多功能化、小型化和模塊網(wǎng)絡(luò)化等方面存在著諸多優(yōu)勢(shì)[1,2]。在卷煙生產(chǎn)工業(yè)中越來越多的機(jī)械傳動(dòng)被伺服驅(qū)動(dòng)所取代,其中比較有代表性的為德國(guó)HAUNI公司Protos-M系列卷接機(jī)組[3,4]以及意大利GD公司的H1000包裝機(jī)組[5],上海煙機(jī)公司的ZB47[6]和ZB28型包裝機(jī)組以及常德煙機(jī)公司的ZJ116型卷煙機(jī)組。
本文分別介紹了優(yōu)化前與優(yōu)化后ZB415型包裝機(jī)煙包輸出通道的控制方法,并對(duì)兩種控制方法進(jìn)行了對(duì)比,闡述了優(yōu)化前該系統(tǒng)存在的不足,以及優(yōu)化后的控制方法。
本文介紹的樣機(jī)控制系統(tǒng)采用了施耐德運(yùn)動(dòng)控制器LMC300C、LXM62驅(qū)動(dòng)器和MH3伺服電機(jī),采用SERCOS III作為伺服的同步總線,采用電子齒輪控制方式實(shí)現(xiàn)上下兩條輸出通道同步協(xié)調(diào)運(yùn)動(dòng),其控制精度和動(dòng)態(tài)性能均能滿足要求。采用了優(yōu)化后的控制方法后,輸出通道在電子齒輪脫開同步和嚙合同步情況下運(yùn)動(dòng)更優(yōu)化,相對(duì)于原控制方法減少了機(jī)械沖擊,增加機(jī)械結(jié)構(gòu)和伺服電機(jī)的使用壽命。
1 系統(tǒng)工作原理
ZB415型煙包包裝機(jī)的煙包輸出通道如圖1所示,輸出通道分為上下兩個(gè)通道,分別由兩個(gè)伺服電機(jī)驅(qū)動(dòng),右側(cè)的包裝輪將包裝完成的煙包通過推手送到滑塊內(nèi),滑塊上下移動(dòng),將煙包分配到兩條輸出通道上。煙包在輸出通道上需要緊密排列,防止包裝好的煙包在膠水未烘干前散開。在正常運(yùn)行時(shí)伺服電機(jī)和主傳動(dòng)之間是通過電子齒輪嚙合,而當(dāng)出現(xiàn)缺包時(shí),伺服電機(jī)和主傳動(dòng)脫開電子齒輪同步,等到下次再有煙包,伺服電機(jī)和主傳動(dòng)再次嚙合同步。伺服電機(jī)跟隨主傳動(dòng)的速度信號(hào)和位置信號(hào)來自與主傳動(dòng)的編碼器,而包裝輪、滑塊和推手的運(yùn)動(dòng)都是通過機(jī)械結(jié)構(gòu)傳動(dòng)與主傳動(dòng)保持同步。
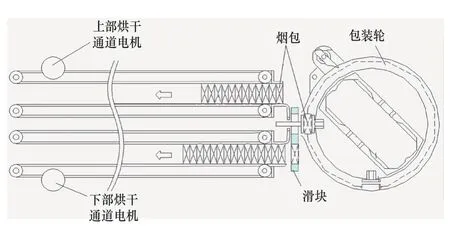
圖1 輸出通道原理圖
1.1 優(yōu)化前煙包輸出通道控制方法
未優(yōu)化前采用的控制硬件是GD公司專用的基于MicroII系統(tǒng)專用運(yùn)動(dòng)控制卡和專用伺服驅(qū)動(dòng)器,系統(tǒng)封閉,通用性較差,采購(gòu)價(jià)格高。
控制方法方面如下所述,假設(shè)機(jī)器以某個(gè)恒定速度勻速運(yùn)行,主驅(qū)動(dòng)每轉(zhuǎn)一圈所用時(shí)間為t,主驅(qū)動(dòng)每轉(zhuǎn)1圈包裝輪就輸出一包煙;在沒有缺包的情況下主驅(qū)動(dòng)轉(zhuǎn)2圈,輸出通道移動(dòng)1包煙的寬度為S。如圖2中時(shí)間-速度曲線所示,時(shí)間0~2t為輸出通道在正常運(yùn)行,輸出通道皮帶與主驅(qū)動(dòng)編碼器保持同步齒輪嚙合,速度為V;時(shí)間2t~6t為包裝輪相應(yīng)工位缺煙包,輸出通道運(yùn)行速度在第一個(gè)機(jī)器周期(2t~3t)時(shí)設(shè)為2V/3,第二個(gè)機(jī)器周期(3t~4t)設(shè)為V/3,第三個(gè)機(jī)器周期(4t~5t)設(shè)為V/3,第四個(gè)機(jī)器周期(5t~6t)設(shè)為2V/3;由時(shí)間-位置曲線所示可知,在0~2t時(shí)間內(nèi),輸出通道正常運(yùn)行,包裝輪無缺包,輸出通道運(yùn)行距離S;而2t~6t時(shí)間內(nèi),輸出通道運(yùn)行距離為S,空出來的缺包位置就能被補(bǔ)上,就能實(shí)現(xiàn)煙包緊密排列。但是這種控制方法存在一個(gè)缺點(diǎn),從時(shí)間-速度曲線可以看出在2t和3t以及5t和6t時(shí)速度曲線不連續(xù),發(fā)生跳變,理論上這些位置的加速度是無窮大的,但在實(shí)際的伺服系統(tǒng)中加速度的值受限于電機(jī)的最大輸出扭矩和外部負(fù)載的轉(zhuǎn)動(dòng)慣量等因素,這樣會(huì)使電機(jī)的跟隨誤差增大,同時(shí)機(jī)械結(jié)構(gòu)也會(huì)受到瞬時(shí)沖擊,影響系統(tǒng)的使用壽命。
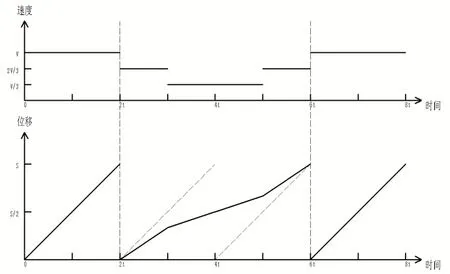
圖2 優(yōu)化前時(shí)間-速度曲線和時(shí)間位移曲線
1.2 優(yōu)化后煙包輸出通道控制方法
優(yōu)化后采用了市場(chǎng)上通用的器件,系統(tǒng)開放性好,采購(gòu)成本大幅降低。
在控制軟件方面作了較大的改進(jìn),假設(shè)機(jī)器的運(yùn)行條件跟優(yōu)化前一致,將圖2和圖3對(duì)比可知,優(yōu)化后和優(yōu)化前不同點(diǎn)在于,在2t~6t范圍內(nèi),由時(shí)間-速度曲線可知,在脫開嚙合時(shí)速度隨著時(shí)間的變化按比例逐步減小,在嚙合過程中速度隨著時(shí)間的變化按比例逐步增大,這樣速度曲線是連續(xù)的,加速度是一個(gè)固定值,這樣電機(jī)的輸出扭矩為一個(gè)固定的可控值,這樣在電機(jī)脫開嚙合與嚙合時(shí)的跟隨誤差比較小,對(duì)機(jī)械結(jié)構(gòu)的沖擊也較優(yōu)化前減小很多。
2 關(guān)鍵技術(shù)實(shí)現(xiàn)
本設(shè)計(jì)采用了施耐德LMC系列運(yùn)動(dòng)控制器,LXM62系列伺服驅(qū)動(dòng)器和MH3系列伺服電機(jī),采用SERCOS III作為伺服的同步總線。
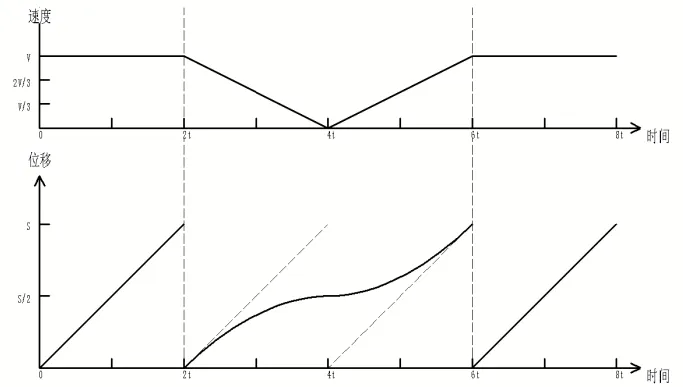
圖3 優(yōu)化后時(shí)間-速度曲線和時(shí)間位移曲線
2.1 控制系統(tǒng)硬件
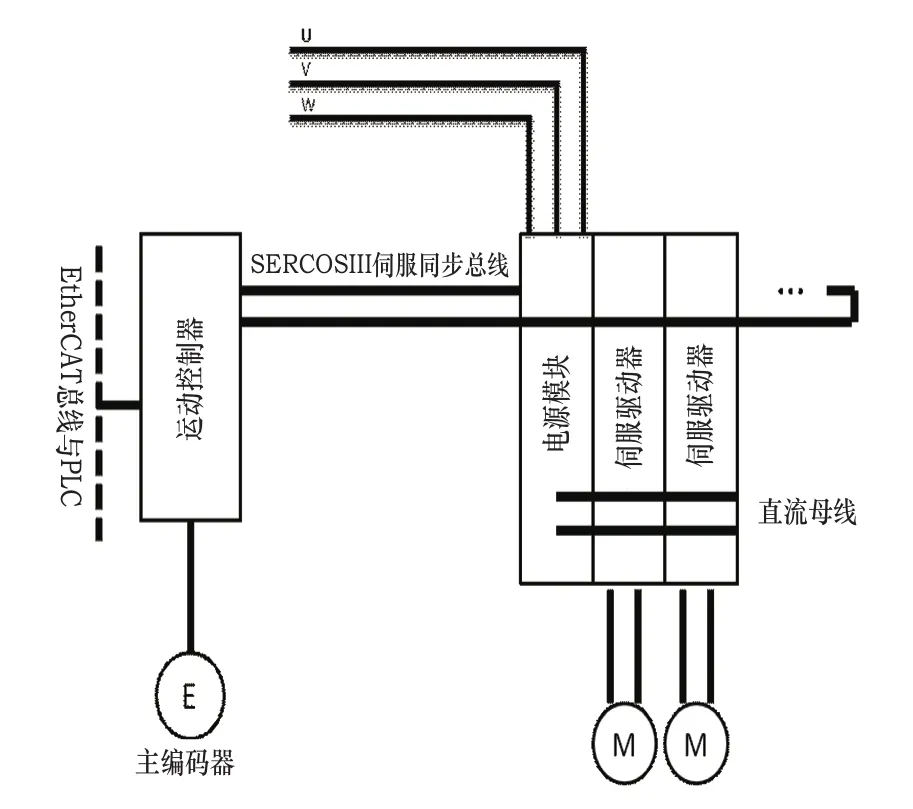
圖4 控制系統(tǒng)硬件框圖
系統(tǒng)結(jié)構(gòu)圖如圖4所示。其中運(yùn)動(dòng)控制器通過SERCOS III總線將電機(jī)的位置設(shè)定值和加速度設(shè)定值發(fā)送給伺服驅(qū)動(dòng)器,并同時(shí)采集驅(qū)動(dòng)器反饋的電機(jī)實(shí)際位置、速度、加速度和電流等信號(hào),再由電機(jī)驅(qū)動(dòng)器對(duì)電機(jī)電流環(huán),速度環(huán)和位置環(huán)模型進(jìn)行計(jì)算,圖4中的電源模塊的作用是將三相交流電源轉(zhuǎn)化為直流母線電源,給各伺服驅(qū)動(dòng)器供電,并將電機(jī)制動(dòng)時(shí)的多余電能通過制動(dòng)電阻轉(zhuǎn)化為熱能。圖4中的M為上部輸出通道和下部輸出通道電機(jī),E為與主傳動(dòng)耦合的編碼器。
2.2 單電機(jī)軸運(yùn)動(dòng)控制模型
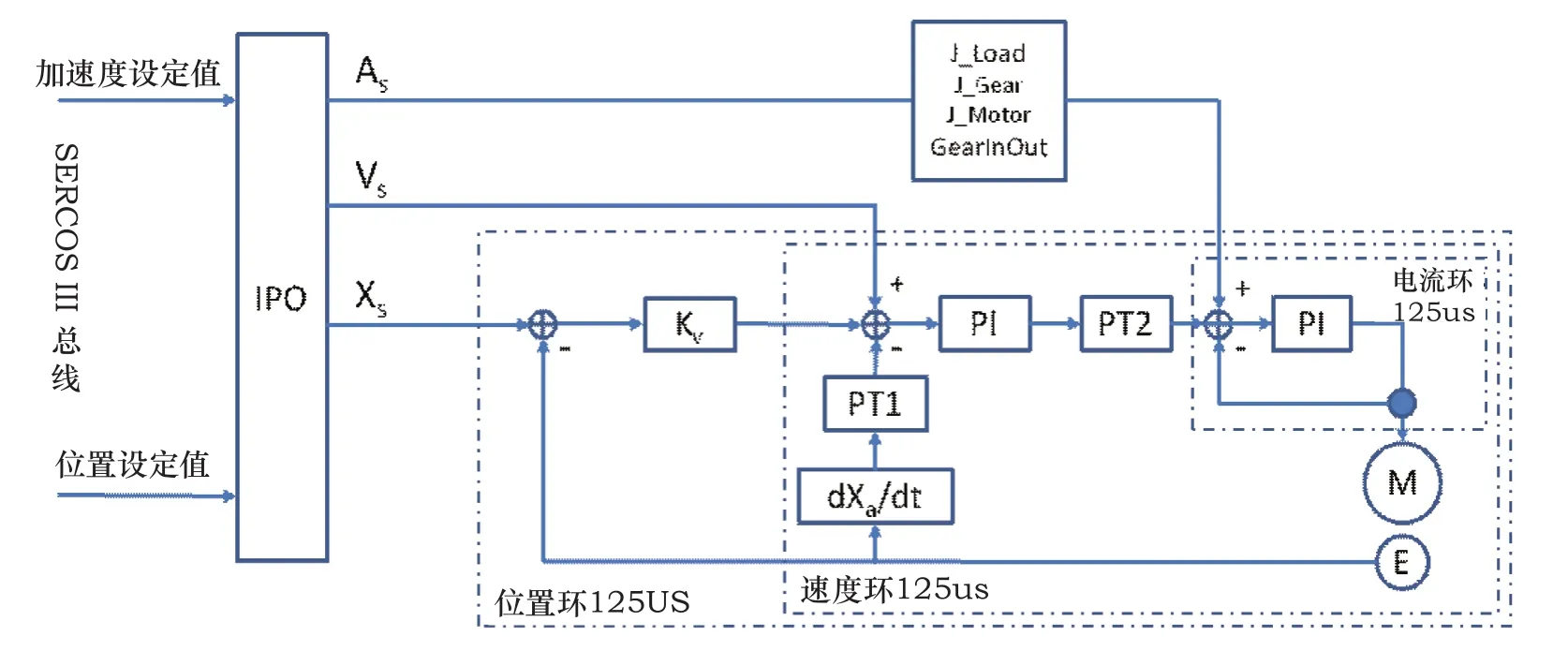
圖5 單電機(jī)控制模型
單個(gè)電機(jī)軸的運(yùn)動(dòng)控制由電流環(huán)、速度環(huán)和位置環(huán)構(gòu)成如圖5所示,三個(gè)環(huán)的計(jì)算都是在伺服驅(qū)動(dòng)器中完成,為了得到高的動(dòng)態(tài)性能位置環(huán)、速度環(huán)和電流環(huán)均采用了125us的掃描周期。伺服驅(qū)動(dòng)器接收來自運(yùn)動(dòng)控制器的位置設(shè)定值和加速度設(shè)定值,由于SERCOS III的總線循環(huán)時(shí)間為1ms,而位置、速度和電流環(huán)的掃描時(shí)間為125us,掃描時(shí)間不一致,故采用IPO對(duì)位置設(shè)定值和加速度設(shè)定值按時(shí)間進(jìn)行線性插補(bǔ),設(shè)定值進(jìn)行插補(bǔ)計(jì)算后,再輸出給各個(gè)控制環(huán)。其中,Kv為位置環(huán)比例系數(shù),速度環(huán)和電流環(huán)均采用了PI調(diào)節(jié)器。Vs為插補(bǔ)后速度前饋值,為了提高電機(jī)的速度響應(yīng)。As為插補(bǔ)后加速度前饋值,并結(jié)合外部機(jī)械結(jié)構(gòu)的轉(zhuǎn)動(dòng)慣量和減速比,來計(jì)算電機(jī)電流環(huán)的前饋值,這樣能提高電機(jī)的快速響應(yīng)性能。在電流環(huán)的輸入處采用了二階低通濾波器(PT2),是為了降低扭矩波動(dòng)造成的電機(jī)震動(dòng)。在電機(jī)的速度反饋采用了一階低通濾波器(PT1),目的是為了防止編碼器由于外界干擾而導(dǎo)致位置和速度信號(hào)的抖動(dòng)。
圖5中各符號(hào)含義:
As:插補(bǔ)后加速度前饋值;
Vs:插補(bǔ)后速度前饋值;
Xs:插補(bǔ)后位置設(shè)定值;
IPO:插補(bǔ)器;
Kv:位置環(huán)增益;
PI:比例積分調(diào)節(jié)器;
PT1:一階低通濾波器;
PT2:二階低通濾波器;
dXa/dt:位置實(shí)際值微分(速度反饋);
M:電機(jī)繞組;
E:電機(jī)編碼器。
2.3 控制程序
本樣機(jī)的控制程序設(shè)計(jì)和調(diào)試采用施耐德LMC系列專用運(yùn)動(dòng)控制程序設(shè)計(jì)軟件SoMachine Motion,編程語(yǔ)言和規(guī)范符合IEC61131-3標(biāo)準(zhǔn)[7,8]。程序總體邏輯框圖如圖6所示。
2.4 通道電機(jī)電子齒輪嚙合與脫開嚙合的計(jì)算方法
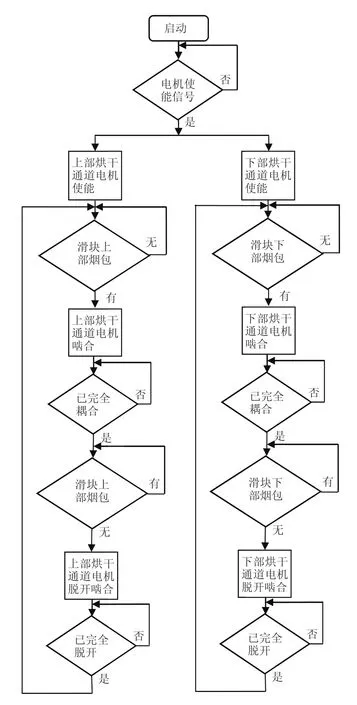
圖6 控制程序框圖
單個(gè)軸嚙合與脫開嚙合中的關(guān)鍵在于通道伺服電機(jī)和主軸的電子齒輪比應(yīng)該是一個(gè)線性變化的過程,即齒輪比隨著主軸的相位變化。先假定當(dāng)通道電機(jī)和主軸完全嚙合時(shí)的電子齒輪比為1,完全脫開時(shí)的電子齒輪比為0,當(dāng)脫開嚙合時(shí)計(jì)算方法如式(1)所示:

當(dāng)同步嚙合時(shí)計(jì)算方法如式(2)所示:

其中Δ是從開始脫開或者開始同步主軸所轉(zhuǎn)過的相位值;
i為電子齒輪嚙合的齒輪比;
K為緊密度系數(shù),通常情況下為1,如果需要煙包排列更緊密可將K調(diào)小;
Sa為實(shí)際煙包寬度;
S為標(biāo)準(zhǔn)煙包寬度。
由于對(duì)同步精度的要求較高,上述兩個(gè)公式采用1ms的任務(wù)周期進(jìn)行計(jì)算。
3 樣機(jī)實(shí)驗(yàn)
如圖7所示為樣機(jī)上下兩條煙包通道,煙包在通道內(nèi)烘干并跟隨主軸運(yùn)行的速度向前輸送。
3.1 試驗(yàn)條件
包裝機(jī)以500包/分鐘的速度運(yùn)行,即主傳動(dòng)轉(zhuǎn)速500rpm,煙包寬度為23.2mm,機(jī)器主傳動(dòng)和煙包輸出通道伺服控制系統(tǒng)之間采用一個(gè)1800線/轉(zhuǎn)的脈沖編碼器進(jìn)行耦合,該脈沖編碼器作為上、下兩個(gè)輸出通道伺服電機(jī)的電子主軸,給兩個(gè)電機(jī)提供速度和位置信號(hào)。實(shí)驗(yàn)中采用了采用施耐德公司的SoMachine Motion軟件,對(duì)電機(jī)的速度位置和主軸的相位數(shù)據(jù)進(jìn)行采集,采樣周期為4ms。
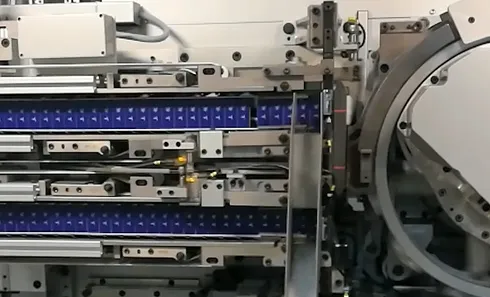
圖7 實(shí)驗(yàn)原理樣機(jī)
3.2 試驗(yàn)結(jié)果分析
如圖8所示為采樣所得到的數(shù)據(jù)繪制成的曲線,單個(gè)電機(jī)在上下滑塊上無煙包時(shí)的啟停曲線,圖中橫坐標(biāo)方向?yàn)闀r(shí)間單位為(ms),左側(cè)縱坐標(biāo)為主軸相位單位為(°),右側(cè)縱坐標(biāo)為通道位置單位為(mm),虛線為主軸相位曲線,點(diǎn)劃線為煙包通道位置曲線,實(shí)線為煙包通道速度曲線。如曲線所示,在主軸運(yùn)行四個(gè)周期(即4包煙)時(shí),煙包通道通過脫開嚙合和同步嚙合恰好運(yùn)行了1包煙的寬度(約23.2mm),這樣恰好少運(yùn)行了一包空煙包的寬度,達(dá)到了緊密排列的效果。
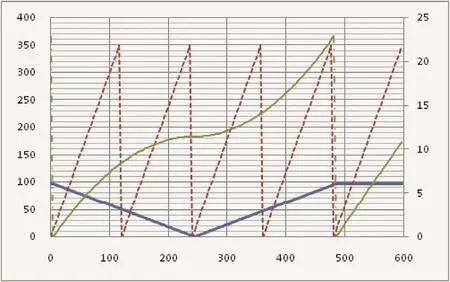
圖8 單個(gè)通道電機(jī)脫開同步和嚙合時(shí)位置、速度曲線
4 結(jié)論
現(xiàn)在該樣機(jī)正在廣西南寧卷煙廠使用,從實(shí)驗(yàn)結(jié)果和現(xiàn)場(chǎng)運(yùn)行效果來看,該控制系統(tǒng)動(dòng)態(tài)性能和同步精度等方面均能滿足正常生產(chǎn)的需求。同時(shí)該系統(tǒng)優(yōu)化后,增強(qiáng)了系統(tǒng)的開放性,降低了采購(gòu)成本,在性能方面減少了機(jī)械沖擊和電機(jī)的沖擊,能提高伺服電機(jī)和減速機(jī)的使用壽命,同時(shí)通過參數(shù)化設(shè)計(jì)使系統(tǒng)更加柔性化,提供更多的診斷信息易于用戶的維護(hù)保養(yǎng)。
[1]寇寶泉,程樹康.交流伺服電機(jī)及其控制[M].北京:機(jī)械工業(yè)出版社,2008.9.
[2]舒志兵.交流伺服運(yùn)動(dòng)控制系統(tǒng)[M].北京:清華大學(xué)出版社,2006.3.
[3]王飛,周密,曾海玲,等.基于卷接機(jī)組運(yùn)動(dòng)狀態(tài)的交流伺服驅(qū)動(dòng)系統(tǒng)軟件的實(shí)驗(yàn)方法[J].煙草科技,2008(12):27-30.
[4]周雪軍.AMK伺服驅(qū)動(dòng)技術(shù)在M5卷煙機(jī)上的應(yīng)用[J].山東工業(yè)技術(shù),2016(4):241-242.
[5]張建新,張玉安.伺服驅(qū)動(dòng)技術(shù)在GD包裝機(jī)上的應(yīng)用[J].科技傳播.2010(24):177-178.
[6]彭琛杰.伺服電機(jī)在ZB47機(jī)組出口通道部件中的應(yīng)用[J].機(jī)械工程師,2011(12):123-125.
[7]林小峰,宋春寧,宋紹劍,等.基于IEC61131-3標(biāo)準(zhǔn)的控制系統(tǒng)及應(yīng)用[M].北京:電子工業(yè)出版社,2007.8.
[8]王蔚庭.解析工業(yè)編程語(yǔ)言國(guó)際標(biāo)準(zhǔn)IEC61131-3[J].國(guó)內(nèi)外機(jī)電一體化技術(shù),2007(2):47-62.
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
今日農(nóng)業(yè)(2020年16期)2020-12-14 15:04:59
消費(fèi)導(dǎo)刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(shù)(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
