色紡紗線生產與工藝技術創新
——色紡紗生產中做好現場管理相關問題的探析
2018-01-18 06:41:44,,
現代紡織技術 2018年1期
,,
(1.百隆東方股份有限公司,浙江寧波 315200;2.浙江省紡織工程學會,杭州 310012;3.浙江省紡織服裝科技公司,杭州 310009)
生產現場是產品開發和生產的場所,色紡紗的生產與本色紗生產一樣,是多工序、多機臺、多品種和眾多工人日夜三班一環扣一環的連續大生產。但色紡紗生產與本色紗生產有二個重要區別:一是把色的理念融入生產全過程,如管理不善,極易產生色差等疵品;二是其生產特點是小批量、多品種、更換品種批次頻繁,在一個車間內往往有幾十個品種同時生產,如管理不當,會使生產現場處于混亂與無序狀態,出現支數、批次混雜等疵品,嚴重影響生產效率,或因出現疵品造成索賠[1-3]。因此強化生產現場管理,創造良好的生產環境是色紡紗生產的重要保證。本文根據浙江省及國內色紡紗生產企業的多年生產實踐,提出要重點抓好分品種區域管理、生產現場的“5S”管理及溫濕度管理三個重要環節,現分述如下。
1 強化色紡紗分品種區域管理
1.1 分品種區域管理的必要性
色紡紗和傳統本色紗生產的不同之處是引入顏色的概念,它用兩種及以上不同顏色的纖維經過充分混合后紡制而成,不同顏色的纖維按不同的比例組合,就會出現不同色澤的紗線。在一個生產車間或一個工作區,會有不同混色比例紗線在同時生產,故車間內的各種標識必須清晰明了,不能混淆。否則會造成色紡紗比較忌諱的色差事故,故色紡紗生產中對不同品種進行嚴格的分區管理十分必要[4]。
此外,從飛花的角度分析,在同一個車間內每臺紡紗機生產著不同顏色的紗,如果各種色澤的飛花混在一起,那么產品就會因飛花附入而出現瑕疵,特別是一些淺顏色和顏色較鮮艷的品種對異色飛花(異纖)特別敏感,這就要求車間管理中不僅對所生產的品種進行區域管理,而且各工序在生產前或后,清掃工作必須徹底到位,做好防飛花措施。
再次,從色紡紗的色光(熒光)角度分析,色光及光源發出的光經過物體的一系列吸收反射等作用后(剩余的光)對人眼產生的一種刺激作用,也就是通常所講的“該品種的色光效果”。如果在一個品種中混入另一個品種的纖維,那么該品種的色光就會給人一種不一樣的感覺,即所謂的“色光差異”。尤其如淺綠、黃色、淺藍、淺紅色等品種中尤為明顯,增加了對色難度。故在車間管理中,不但要做好分品種區域管理,且在分區域過程中要遵循“同一色系盡量在一個區域生產的原則”,提高客戶對色光的滿意度。熒光是指所用原料在紫外線的照射下,能出現明亮乳白色的光。色紡紗生產在使用熒光纖維紡紗制成織物,可以使布匹達到本色棉不能達到的亮度,但用熒光纖維紡紗織布穿著對人體有一定的危害,尤其對嬰兒、兒童危害更大。國外有的用戶要求禁止使用熒光纖維紡紗,故在實際生產中對使用熒光纖維紡紗,要嚴格采取措施與無熒光纖維隔離,防止相互混淆。
1.2 分品種區域管理要做好的幾項工作
1.2.1 合理安排生產品種車位
如何將生產品種分區域來管理,這與所生產品種合理安排車位是分不開的,品種分區域管理,只是相對的分區域,要遵循“同一色系盡量在一個區域生產的原則”,也就是在安排車位時,將相同顏色的品種盡量在相近機臺生產,并要做到從前紡到后紡任何一道工序相一致。當一種顏色品種完成時,接批后生產的品種最好與上一批顏色接近,這樣換品種對做清潔比較有利,不必做得十分徹底。但如前后二批生產品種色澤差異過大,則換批時,清潔工作必須做徹底,否則對接批后生產品種的色光和質量有一定影響。因此,根據不同色系,合理安排車位是分區域管理首先要做好的一項管理工作。
1.2.2 加強對飛花與異纖的防控措施
飛花是影響色紡紗質量以及紗線色光的一個老大難問題。據許多色紡企業反映,目前客戶因飛花、異纖影響紗線質量的投訴要占總投訴量的50%左右,既影響質量,又使企業因賠款造成經濟損失。而要杜絕飛花與異纖對質量造成的損害,在實際生產中各道工序必須采取嚴密的隔離與清潔措施,尤其是在并條、粗紗、細紗工序,每臺設備都要采取隔離罩或隔離網,防止相鄰機臺飛花混入。在各工序生產完一個品種前后,都要做好機臺清潔工作,杜絕前一個品種的纖維進入后一個生產品種中產生異纖,并影響其色光。在國內百隆東方集團為解決飛花、異纖影響質量問題,專門成立攻關小組,從分析飛花異纖產生原因入手,從環境、機器運行等諸多方面進行調研分析,最終自主研發了一套“防飛花異纖裝置”,解決了色紡紗中這一困擾多年的難題,填補了國內空白。此外國內許多生產色紡紗的大中型企業,對生產色紡品種分車間進行色系分類,做到每一個車間生產一個色系,也可極大改善飛花、異纖的產生機率,提高用戶的滿意度。再次,對顏色較敏感的色紡品種,要在自動絡筒機上安裝切異纖通道,使出廠的色紡紗中無異纖殘留,使產品質量進一步提高。
1.2.3 重視做好交接班與回花管理工作
色紡紗生產都是三班連續不間斷進行,各工序連接起來是一個完整的生產流水線,做好交接班工作可使生產連續正常運轉。交接班可以書面或相關人員對口交接方法,記錄各品種實際生產完成情況及生產批號、色號、容器具的顏色及前后道半制品供應情況,與生產中應注意的問題,以使接班者做到心中有數,有序的安排好各項管理工作。
此外,色紡紗的原料消耗要比本色紗多,故原料成本較高,因此對色紡紗各工序產生的回花(包括回卷、回條)也必須分品種管理好,不得混淆,以便再次來單生產時可以回用。減少各工序的回花產生和充分利用回花,對降低原料成本,提高制成率有一定作用。
2 做好生產現場“5S”(“6S”)管理
生產現場是企業生產活動的直接場所,也是企業各項管理工作的落腳點,前述色紡紗生產是多工序、多機臺、多品種和眾多工人操作連續三班日夜生產,且具有品種變化快,交貨期短,翻改頻率高的特點,如何將這種復雜繁瑣的生產組織好,管理有序是色紡紗企業生產中一個難題,而通過強化生產現場管理是解決這一復雜繁瑣管理的一個有效方法。上面提及的按品種分區域管理是根據色紡紗生產特點采取的現場管理方法之一,但不是生產現場管理的全體。
2.1 現場管理要達到的基本要求
在企業生產現場管理中,只有做好人、機、料、法、環5個環節的合理配置與優化,才能使生產效率提高、產品質量穩定和實現經濟效益最大化。其基本要求是:生產現場要物流有序、勞動有效、生產均衡、環境整潔、信息及時、原材料節省、成本降低。有些企業總結多年來色紡紗生產實踐,對現場管理提出了四方面的具體要求:
a)現場文明:即環境文明使職工有一個整潔明亮舒適的工作環境。
b)現場安全:各種車輛、容器具定置存放、井然有序,使職工有一個安全工作場所,工作時心情舒暢、有安全感。
c)現場秩序:工作場所紀律嚴明,工作時間無坐、臥、躺、睡及打鬧現象;無看書、看報、閑談、脫崗等情況。
d)敬業愛崗:要對職工進行職業道德教育,樹立敬業愛崗、遵師愛徒、團結互助的良好道德風尚。
為達到現場管理這4個要求,在生產現場需推行精益化生產的方法,力求對生產的每一個環節、每一個角落,都做到精細、精簡和精密管理。企業的精益化生產在色紡企業目前在采用的有“5S”管理、定置管理和目視管理等3種管理模式,這3種管理模式雖名稱不同,但基本思路和目的是一致的,即通過優化生產現場環境的配置,達到企業節能降耗,提升產品質量檔次,實現效益最大化的目的。
2.2 推行“5S”管理是提高生產現場管理的重要途徑
從許多紡織企業生產實踐證明:“5S”管理是最基本、最有效的現場管理方法,它不僅能夠改善生產環境,還能提高生產效率、產品質量與員工士氣等,因此,可以說開展“5S”活動是現場管理的基石。
“5S”活動起源于20世紀60年代的日本,并在日本企業中廣泛推廣,活動對象是生產現場的“環境”,并制定一套切實可行的改善現場環境的計劃與措施,從而達到規范化“5S”管理。“5S”管理的基本內容是整理(SETRT)、整頓(SEITON)、清掃(SEISO)、清潔(SEIKEETSU)和素養(SHITSUKE)。因為這5個詞英文單詞的第一個字母都是S,所以簡稱“5S”。開展以整理、整頓、清掃、清潔和素養為內容的“5S”活動的關鍵是素養,員工隊伍的素養不提高,“5S”活動就無法開展和堅持下去。
“5S”管理的先進理念引進中國后,由于企業發展的需要,海爾集團等著名企業在“5S”基礎上增加了一個“S”即安全,變成“6S”,經過國內眾多企業管理者多年的實踐與探索,已變成一套符合中國國情的工廠現場管理方法。[5]它與日本“5S”管理比較有三大創新,即由活動演變為管理體系的創新、管理方法的創新與紡織企業現場管理相結合的創新。“6S”管理在紡織企業推行實踐證明,“6S”之間具有緊密的邏輯性,整理、整頓、清掃、安全是進行日常“6S”管理的具體方法及內容,清潔則是對整理、整頓、清掃進行規范化和制度化管理,以便使整理、整頓、清掃、安全工作得以持續發展,并不斷提高工作質量。素養是要求員工建立自律意識,使員工都知道創造一個整齊、清潔、明亮、安全的工作環境,不能單靠添置設備來改善,而是要靠自己動手來創造,要養成自覺遵章守紀的好習慣,使“6S”管理成為員工自覺行為,不是領導布置做,而是自己要求做。
為了便于員工掌握和理解“6S”的含義及內容,有些紡織企業在實踐中總結了“6S”相互關系的口訣:只有整理沒整頓,物品很難找得到;只有整頓無整理,無法取舍亂糟糟;整理、整頓無清掃,物品使用不可靠;提醒各位別忽視,安全生產最重要;“4S”效果怎保證,清潔出來獻一招;標準作業練素養,管理水平能提高。
2.3 色紡企業實施“6S”管理要點
2.3.1 整理是實施“6S”管理的起點
整理的目的是通過整理騰出空間,減少庫存積壓,創造清爽的工作場所。實施整理第一步就是對自己的責任區域進行全面檢查,第二步是判定必要品和不需品,在清除不要物品時,只要是沒有使用價值的物品并預計未來也不會再使用的,不管其價值高低都要下決心清除,尤其是企業領導要下決心。
2.3.2 整頓是實施“6S”管理的基本點
整頓的目的是把需用的物品加以定量、定位、一目了然,營造整齊清爽的工作環境,清除過多的不用物品,減少找物品的時間。整頓的要點是實施定置管理和定量管理。定置管理是根據物品流動的規律性,科學確定各種物品在工作場所位置。它有兩種基本形式:即固定位置和自由位置。固定位置是指物流場所、物品存放位置、物品標識三固定,如色紡企業的運輸車輛、條桶、容器、棉卷扦子、齒輪等物品,可多次重復使用,應實施“三固定”方法,使用后仍放回到原來位置。自由位置是相對地固定于一個存放物品的區域,物品存放有一定自由度,適用于生產過程中不回歸不重復使用的物品,如原料、半制品、成品、零部件等,它是按生產流程不停地從上一工序向下一工序流動,直到最后出廠,自由位置的定置物品可采用掛牌標識以區分不同物品。
定量管理是根據生產流程對物品存放的數量進行管理,以達到數量最少化少占空間、少占資金的一種管理方法。在色紡紗企業對原材料庫存及半制品存量,只要能滿足上下工序生產需要就可。原材料存量過多,會增加資金量,半制品存量過多,會影響產品質量,因此實現定量管理是生產中一項重要的管理工作。
2.3.3 清掃是實施“6S”管理的重要環節
由于色紡企業具有品種多,翻改頻繁的特點,故清掃工作在色紡生產中尤為重要。品種變動一次,就要徹底清掃一次,不留隱患。做好清掃工作要明確規定各區域的清掃責任人,清掃次數及檢查人與檢查標準。通過清掃把設備中的積花、灰塵、油污等清掃干凈。設備的松動、漏油、裂痕、變形等問題也會暴露出來,以便采取針對的措施加以維護,因此對設備的清掃過程,也是對設備進行檢查和排除設備隱患的過程。除做好設備定期和品種翻改時清掃工作外,還要做好生產環境的清掃工作,包括地面、高空、門窗等清掃工作,以改善生產環境。
2.3.4 安全是保證生產有序與人身安全的關鍵
做好安全工作要做到不發生生產與人身事故。但在實際生產中都會隱藏發生事故的各種因素,如設備因素——帶病運轉、管理因素——粗放式管理、人為因素——不遵守操作規程等。這些因素的積累,如不及時發現和預防,就為發生安全生產事故或人身事故埋下隱患。因此在6S管理中,要從源頭上建立和完善安全生產管理制度和運行機制,加強對員工的安全意識教育與操作規程培訓,使員工能嚴格遵守各項安全生產制度,按操作法與操作規程操作,這是實現安全事故為零的保證。
2.3.5 清潔是實施“6S”管理的落腳點
清潔的目的是鞏固和持續改進整理、整頓、清掃、安全“4S”的成果,實現作業標準化,形成企業的文化,激勵員工的積極性。
清潔活動的要點是:
a)車間環境不僅要整齊,還要做到清潔衛生,促進員工身體健康,提高勞動熱情。
b)不僅物品堆放要整齊清潔,而且員工本身也要做到清潔:如工作服清潔;儀表整潔等。
c)員工不僅要做到形體上清潔,而且要在心靈上做到精神文明,待人有禮貌,尊重他人勞動。
d)要形成一種制度和習慣,使環境不受污染,消除渾濁的空氣、飛花、噪音和污染源,創造一個良好的工作環境,使員工能愉快地工作。
2.3.6 素養是“6S”管理的核心
沒有良好素養的員工,再好的現場管理也難以保持,所以提高員工的素養關系到“6S”管理的成敗。素養培育的目的是提升員工的素質,培養出一批敬業愛崗、遵紀守法的員工隊伍,營造齊心協力的團隊精神,提高制度的執行力,培育企業文化。提高員工素養的途徑有:
a)要抓好培訓。始于培訓,終于培訓,使培訓工作貫穿于推行“6S”活動的全過程。因紡織行業是競爭性較強的行業,在市場競爭中,優勝劣汰十分明顯,企業能培養出一支高素質員工隊伍,是提高企業核心競爭力的重要保證。培訓工作要分層次進行,車間主任、班組長與一般員工培訓內容與要求也是有區別的。
b)完善制度是提升員工素質的保證。在實施“6S”管理中,為了規范員工行為并養成良好的習慣,要制訂一些行為準則與制度,如“員工行為禮儀”、“員工守則”、“QC小組活動”及“班前班后會議制度”等以不斷提升“6S”管理的成效。
2.4 色紡企業如何實施好“6S”管理
“6S”管理是一個管理有序的過程,它是通過人員、機器、原材料、方法和環境(簡稱人機物法環)有效控制來實現“產品質量穩定”和“服務質量保障”的最佳狀態。色紡企業推行“6S”管理,可分導入期、啟動期、實施期、成熟發展期4個階段:
a)導入期:企業領導應對實施“6S”管理的必要性及需求情況進行分析策劃,并做好宣傳教育工作。
b)啟動期:領導動員全員參加“6S”管理外,并親自參加“6S”管理的實施,是推進“6S”管理的良好助劑,也是決定“6S”管理工作能否取得成效的關鍵和保證。
c)實施期:“6S”管理的實施要有持久性,車間現場要制定出相應的“6S”管理制度。同時為了“6S”活動持久實施,因采取定點攝像并結合系列表格打分評估等手段,開展“6S”管理競賽活動,將實施“6S”管理的成果及經驗進行總結,成功的做法制訂標準化。
d)成熟發展期:實施“6S”管理成功的標志是:員工能自覺正確執行“6S”管理內容,并養成良好的工作習慣;員工能熟練掌握并合理應用“標識”、“圖表”、“照片”、“錄像”及“看板”等管理工具;員工能自覺持續和有序地進行整理、整頓和清掃,以保證清潔、干凈環境,并養成良好的素養,能清除隱患、排除險情,預防事故的發生;員工能合理利用時間、節約、能源、機物料等做好節能降耗工作,以發揮它們最大效能,創造一個物盡其用的工作場所。
總之,許多色紡紗企業推行“6S”管理后,已取得顯著成效。一是提升企業形象,實施作業標準化,增強員工的歸屬感;二是規范了員工行為,提高員工素養,使精神面貌煥然一新;三是使現場環境優美、整潔,物流有序,物品標識規范,達到管理目視化。
3 搞好生產現場的溫濕度管理
3.1 做好生產現場溫濕度管理的重要性
溫濕度管理是紡織廠一項重要管理工作,做好溫濕度管理工作關系到員工身體健康,產品質量與生產秩序。聯系色紡紗企業生產的特點和車間環境需要,可從3個方面來分析加強溫濕度管理的重要性[6]。
a)從員工身體健康分析,把車間內空氣(溫度與濕度)調節到使人感覺到比較舒適的范圍,可使員工消除疲勞,精神振奮,發揮出最大功效。
b)溫濕度高低會影響纖維吸濕性能,從而影響可紡性,因此紡紗生產需要有一個相對合適的溫濕度條件,且要求一年四季及一天中的白天與晚上差異要小。
c)溫濕度對紡紗工藝及產品質量的影響也較大。如棉纖維吸濕后強力提高、伸長增大、纖維間抱合力增強,有利于紡紗。但黏膠纖維吸濕后強力下降幅度達50%,且纖維膨脹發硬,可紡性能變差。如車間相對濕度過低(45%以下)時,紡紗中易產生靜電,不但會影響可紡性,還會使紗線毛羽增加,條干均勻度變差,尤其是使用滌綸等合成纖維影響更甚。故根據不同季節與使用原料性能不同,合理科學地控制好色紡紗生產時車間的溫濕度,也是生產現場管理中一項重要工作。
3.2 溫濕度的控制與調節
基于溫濕度對人體健康和生產的影響,故必須制訂一個既符合人體健康又適應生產要求的溫濕度控制范圍。根據相關企業多年來生產色紡紗時溫濕度的實際控制范圍,對純棉與滌棉混紡紗的控制范圍總結如下,供相關企業參考。
3.2.1 純棉色紡紗
表1為純棉色紡車間溫濕度控制范圍。
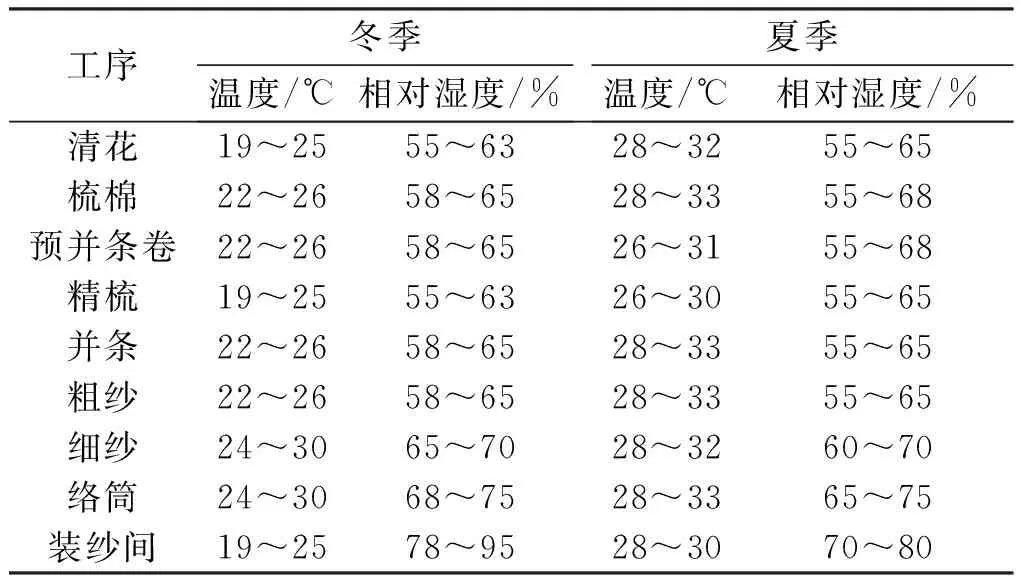
表1 純棉色紡車間溫濕度控制范圍
3.2.2 滌棉混紡色紗
因兩種原料性能差異較大,紡紗工藝采用滌綸與棉花,在開清棉和梳棉工序分別處理。為了使滌綸部分成卷、成條順利、要特別加強對清棉、梳棉工序的溫濕度的控制。
溫度:各工序可控制在23~32 ℃。相對濕度:清棉60%~70%,梳棉55%~65%,并粗55%~60%,細紗50%~55%。
3.2.3 關于半制品回潮率參考范圍
純棉紗:原棉8%~9%,棉卷7%~8%,生條6%~7%,熟條6.5%~7.5%,粗紗6.5%~7.5%,細紗6%~6.5%。
滌棉混紗:滌綸0.4%,滌綸卷0.4%,滌綸生條0.4%,熟條3.2%,粗紗3.2%,細紗3.2%。
3.3 溫濕度的調節工作
溫濕度的調節,是根據室外空氣的溫濕度、風向、風速、氣壓和天氣陰晴等氣象因素的變化,以及室內熱濕負荷的變化,而采取的相應調節措施,調節的目的是減少車間內溫濕度波動滿足生產需求。
在24 h內,室外空氣變化是有規律性的,在早晨太陽升起之前,溫度最低、但相對濕度最高,而到下午1~2點鐘時,溫度最高、相對濕度最低;當太陽落山之后,溫度緩慢下降而相對濕度逐漸升高。車間內溫濕度變化也有一定規律,從早班開始溫度逐漸上升,中班接班時溫度最高,夜班開始溫度逐漸下降;而相對溫度卻相反,從早班開始逐漸下降,中班接班時最低,夜班開始逐漸升高。上述室內外空氣條件的變化,都會引起車間里溫濕度的波動,從而使各工序溫濕度和半制品回潮率產生波動。因此,對車間溫濕度的調節工作,重點是掌握氣候變化規律,做好預見性的調節,將調節工作做在氣候發生變化之前,使車間溫濕度穩定,波動減少,做好為生產所需要的溫濕度控制指標并為操作工人場所提供良好空氣條件。
溫濕度的調節工作主要是充分利用空調設備,依靠人員的調節技術來實現的。因此生產企業必須要有一套完整的空調設備。(包括風機、水泵、制冷或制熱設施及空調室風管、風道與排風道等)沒有空調設備“靠天吃飯”是難保證生產穩定與產品質量,是“得不償失”之舉。
a)車間溫濕度調節應分工序(也可根據所做品種的不同再加以區分)具體掌握,縮小日夜差異和區域差異。溫度、相對濕度都要掌握,在兼顧溫度的前提下以調節相對濕度為重點。
b)車間空調人員要掌握氣候的日夜變化、季節性變化的一般規律,合理運用空調設備,做好對車間溫濕度的調節,控制好各工序半制品回潮率。尤其要做好特殊情況下如梅雨季節、開冷車等的溫濕度調節工作。要堅持上班為下班、常日為運轉、運轉為車間的原則。
c)空氣的進風量必須大于排風量(一般排風量應掌握進風量的85%~90%為宜,使車間保持正壓)。在冬季外排風量應適當控制,以降低車間熱量損失,并注意防止送風死角。
d)要做好預見性的空氣調節,重點掌握機器露點溫度,即經過洗滌室處理過的送入車間前的空氣溫度。以季節調節為例,在夏季以降溫去濕為目的,由于夏季室外含熱含濕大于車間,宜采用以回風為主、小量室外風為輔的混合風,并采用低溫噴水,使熱濕空氣中的一部分水蒸氣在低溫水的洗滌下結露析出;同時又進行熱交換,就可以使機器露點溫度降低,達到降溫去濕的目的。在冬季則情況相反,以升溫加濕為目的,由于冬季室外是低溫低濕,這時需要提高機器露點溫度,應大量使用車間回風甚至加上蒸氣送風來達到這一目的。在具體調節時,可根據室外空氣條件,采用變頻器來調節送風量或改變送風參數的調節方法。
e)為了不斷探索、掌握做好車間的溫濕度調節工作,對空調人員在調節工作要求做到二主動、二勤快、二把關。二是主動觀察室外氣候變化,主動加強巡回,體驗車間生產情況;二勤快是勤訪問車間觀察生產情況,勤調節相關空調設備,發揮各種空調設備的應有作用;二把關是把好開冷車關與把好停電關,采取相應的調節措施。
f)空調人員在調節工作中,要樹立節能思想,在保證車間溫濕度的條件下,科學運用各種調節技術做好節電、節氣、節水工作。
4 結 語
色紡紗的生產與本色紗一樣,是多工序,多機臺、多品種和眾多員工日以繼夜三班連續生產,但它與本色紗生產有二個重要區別:一是它把色的理念融入在生產全過程,增加了生產難度;二是色紡紗比本色紗生產品種更多,批量小且品種翻改頻繁,故其管理難度遠大于本色紗生產。如管理不當就極易產生疵品,因此如何做好色紡紗生產的現場管理工作是企業共同關注的課題,根據浙江及國內相關企業多年的生產實踐,只要抓好分品種區域管理,在生產現場推行“5S”先進管理方法及做好生產現場溫濕度管理工作三個環節,創造一個良好的生產環境,使生產秩序穩定,才能實現優質高效。
[1] 章友鶴,周建迪,趙連英,等.色紡紗線生產與工藝技術創新——色紡紗的紡紗工藝特點及主要工序工藝設計要點[J/OL].現代紡織技術,:1-5(2017-10-19).http://kns.cnki.net/kcms/detail/33.1249.TS.20171019.1143.004.html.
[2] 張啟來.色紡紗生產優勢和質量控制要點[J].中國纖檢,2017(10):56-58.
[3] 朱建民,盧廣發,章友鶴,等.色紡紗企業關鍵設備和關鍵器材的選配與使用探析[J].現代紡織技術,2017,25(3):72-74.
[4] 卞葆.紡織企業車間管理[M].北京:中國紡織出版社,2008.
[5] 陸君偉.紡織企業現場管理紡織企業6S執行實務[M].北京:中國紡織出版社,2010.
[6] 章友鶴,田光祥,趙連英.棉紡織生產基礎知識與技術管理[M].北京:中國紡織出版社,2011:140-156.
猜你喜歡
今日農業(2022年15期)2022-09-20 06:56:20
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
建材發展導向(2019年10期)2019-08-24 06:26:30
建材發展導向(2019年10期)2019-08-24 06:26:20
中國軍轉民(2017年6期)2018-01-31 02:22:28
雜文月刊(2016年1期)2016-02-11 10:35:51
現代企業(2015年8期)2015-02-28 18:54:47
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44