基于PMPSD的工業機器人幾何參數標定方法
2018-01-19 00:52:36,,
計算機工程 2018年1期
關鍵詞:模型
,,
(1.江南大學 輕工過程先進控制教育部重點實驗室,江蘇 無錫 214122;2.無錫信捷電氣股份有限公司,江蘇 無錫 214072)
0 概述
工業機器人在眾多領域得到廣泛應用,對其定位精度的要求也越來越高。定位精度分為重復定位精度和絕對定位精度。目前,工業機器人的絕對定位精度較低,難以滿足高精度行業(如汽車制造、電子電氣)的生產需求。而機器人的定位誤差可分為幾何誤差和非幾何誤差,其中幾何誤差成為影響工業機器人定位誤差的主要因素[1-2]。因此,需要利用標定技術對工業機器人進行運動學標定,通過對幾何參數名義值修正,提升機器人的定位精度。
目前,工業機器人標定方法主要分為兩大類:機理建模法和測試建模法。基于機理建模的方法主要是根據機器人的運動學特征進行參數標定,分為微分誤差補償法[3]和關節空間補償法[4]。測試建模是依據機器人輸入和輸出的實測數據進行估算建模,分為神經網絡補償法[5-6]和插補補償法[7],又稱黑箱方法。
上述研究多是在基于高精度測量設備的條件下,對工業機器人末端位姿進行測量,如激光跟蹤儀[8-9]、機器人測量臂[10]、拉線式機器人測量和性能分析系統[11-12]等。而這些設備昂貴,并且使用時需要耗費大量的時間進行測量系統與機器人基坐標系之間的坐標變換,對操作人員的水平依賴高,主要適合于實驗室場景下研究。
針對設備昂貴、操作復雜等問題,文獻[13-15]提出了在機器人末端施加約束而形成運動學閉合鏈的方法。這類方法避開了昂貴的設備,并且不需要建立坐標轉換關系,同樣也避免了坐標轉換誤差。文獻[16-17]提出了一種基于位置敏感探測器(Position Sensitive Detector,PSD)的標定方法。但是該方法針對于低精度的工業機器人很難通過PSD反饋控制[18],將激光束準確地投射到PSD中心,因此不能準確地采用點約束方法構建正確的模型約束目標函數,進而不能準確地辨識出工業機器人的幾何參數誤差。
針對以上問題,本文提出一種基于位姿修正位置敏感探測器(Pose Modify Position Sensitive Detector,PMPSD)對工業機器人的參數誤差進行辨識,修正幾何參數名義值。以DENSO工業機器人和PSD裝置為實驗平臺,并利用激光跟蹤儀對所提方法進行實驗驗證。
1 誤差運動學模型
依據D-H規則建立機器人運動學模型,相鄰兩桿坐標系之間的齊次變換如式(1)所示。
(1)

由于機器人幾何參數存在誤差,因此需要構建誤差運動學模型,將式(1)改為如式(2)所示的齊次變換形式。
(2)

(3)
2 參數辨識原理
2.1 PSD原理
PSD是一種基于橫向光電效應的位置傳感器件,目前在光學定位跟蹤、位移距離及角度測量等領域中有著廣泛的應用[20]。PSD可分為一維PSD和二維PSD。當入射光投射到二維PSD表面某點,斑點位置離每個電極距離不同時,各電極收集到的電流強度與斑點位置相對應,光斑位置的計算公式為:
(4)
(5)
其中,Vx1、Vx2、Vy1、Vy2為PSD各電極X1、X2、Y1、Y2的電流經過I/V轉換后的電壓信號,Lx為X軸感光面長度,Ly為Y軸感光面長度,(X,Y)為光斑重心在PSD表面的二維坐標。二維PSD結構與PSD實物圖如圖1、圖2所示。
圖1 二維PSD結構

圖2 PSD實物圖
2.2 激光束模型
機器人標定系統使用一種基于直線的虛擬點約束(VLBVPC)原理[21]用來辨識幾何參數誤差,如圖3所示。該方法主要依賴于安裝在機器人末端關節上的激光器和PSD裝置。激光器以不同位姿投射激光束于PSD表面中心點,以構成點約束關系。
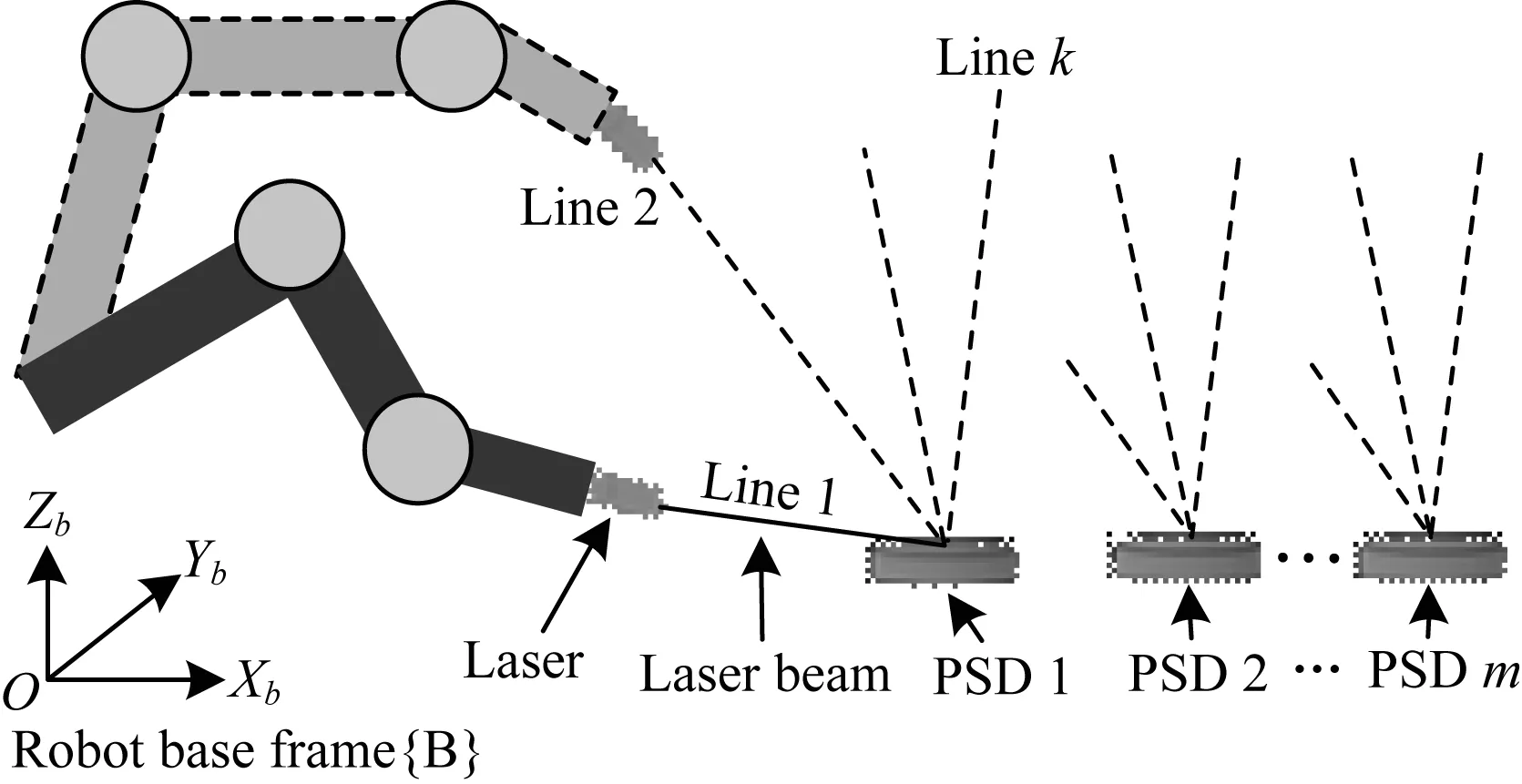
圖3 多點約束原理
激光器固定安裝在機器人末端關節上,因此位置相對末端關節是固定的,則有激光束在末端坐標系下的直線方程為:
(6)
其中,(xE,yE,zE)為激光束在機器人末端坐標系下的某一固定坐標,(αE,βE,γE)為激光束在機器人末端坐標系下的方向矢量,因此可以得到激光束在機器人基坐標系下的直線方程為:
(7)
其中:
(8)
記任意一條激光束方程為L(pxi,pyi,pzi,αi,βi,γi),可得任意2條激光束的交點或者公垂線中點[22]。
2.3 位姿修正原理
利用示教器控制方式,將激光束投射到PSD中心,記錄此時的關節轉角θ1,然后改變機器人位姿,重新將激光束投射到PSD中心,記錄此時的關節轉角θ2,這時便可得到兩組激光束方程,可求得PSD中心點相對于機器人基坐標系的坐標為Pf(pfx,pfy,pfz)。由于PSD為位置傳感器,因此當激光束再投射到PSD表面時,此時的斑點位置為Ps(psx,psy,psz)。
設三維空間中任意一條激光束的直線方程表示為L(px,py,pz,α,β,γ),其中,Pt(px,py,pz)為激光器相對于機器人基坐標系的坐標,DVt為在基坐標系下的激光束方向矢量,如圖4所示。由于激光器以不同的位姿將激光束投射到PSD的表面,因此可以得到多組機器人關節轉角,也就可以獲得多組激光束在機器人基坐標系下的直線方程。PSD表面中心點坐標為Pc(pcx,pcy,pcz),激光束投射在PSD上的斑點位置為Ps(psx,psy,psz),可得投射斑點到PSD中心點的方向矢量為:
sc=Pc-Ps
(9)
已知激光束方向矢量DV及投射斑點至PSD中心點的方向矢量sc,因此可以得到虛擬激光束方向矢量VDVt(α′,β′,γ′)為:
VDVt=DVt+sc
(10)
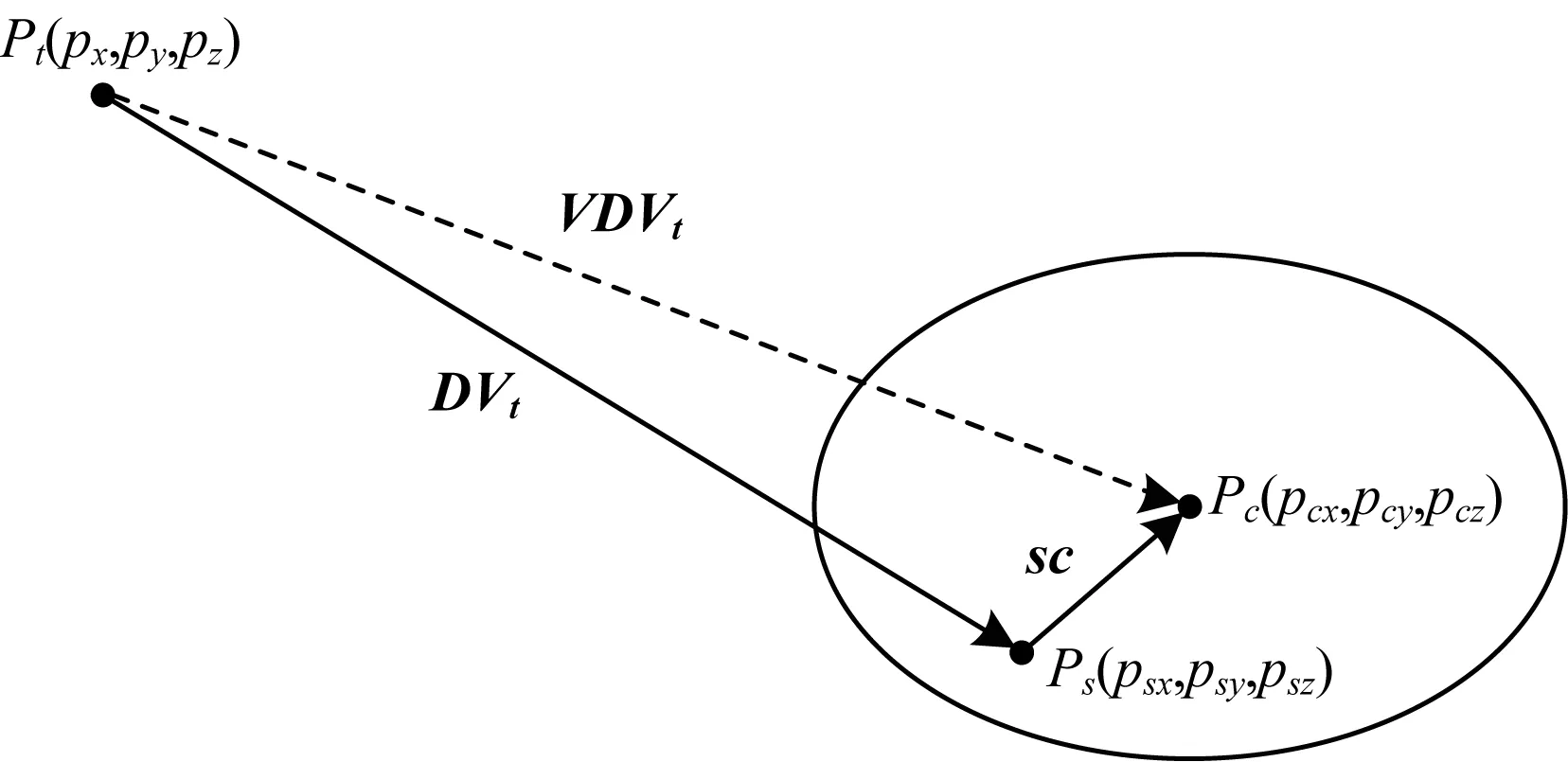
圖4 位姿修正原理
利用已知激光器坐標Pt(px,py,pz)及得到的虛擬激光束方向矢量VDVt,再運用機器人運動學逆解求得多組關節轉角值,并選取其中完全平方差之和最小的一組關節轉角θ′,將關節轉角θ′取代之前從機器人示教器或控制器取得的關節轉角值θ。
2.4 空間多點虛擬約束模型
在空間多點虛擬約束模型中,首先以PSD裝置同一位置處,任意2條激光束的交點或者公垂線中點到該交點平均值的距離作為約束目標函數,構建空間單點虛擬約束模型,最后將空間單點虛擬約束模型統一構建為空間多點約束模型[16,22],所建立的模型約束目標函數如式(11)所示。
δ*= argmin
(11)
2.5 優化方法
使用LM(Levenberg Marquardt)算法[23]對式(11)不斷進行迭代使得δ*最小化,最終得到幾何參數誤差Δs=[Δa1Δd1Δα1Δθ1… ΔanΔdnΔαnΔθn]T,Δs為m×1的矩陣,m為待辨識的參數個數,n為機器人關節數。
3 實驗平臺與方法
3.1 實驗平臺
實驗系統如圖5所示。機器人標定系統包括DENSO VP6242G六自由度工業機器人、激光器、PSD裝置。實驗的工業機器人重復定位精度為±0.02 mm,PSD型號為歐光PSD196-LC,其位置精度為5 μm。
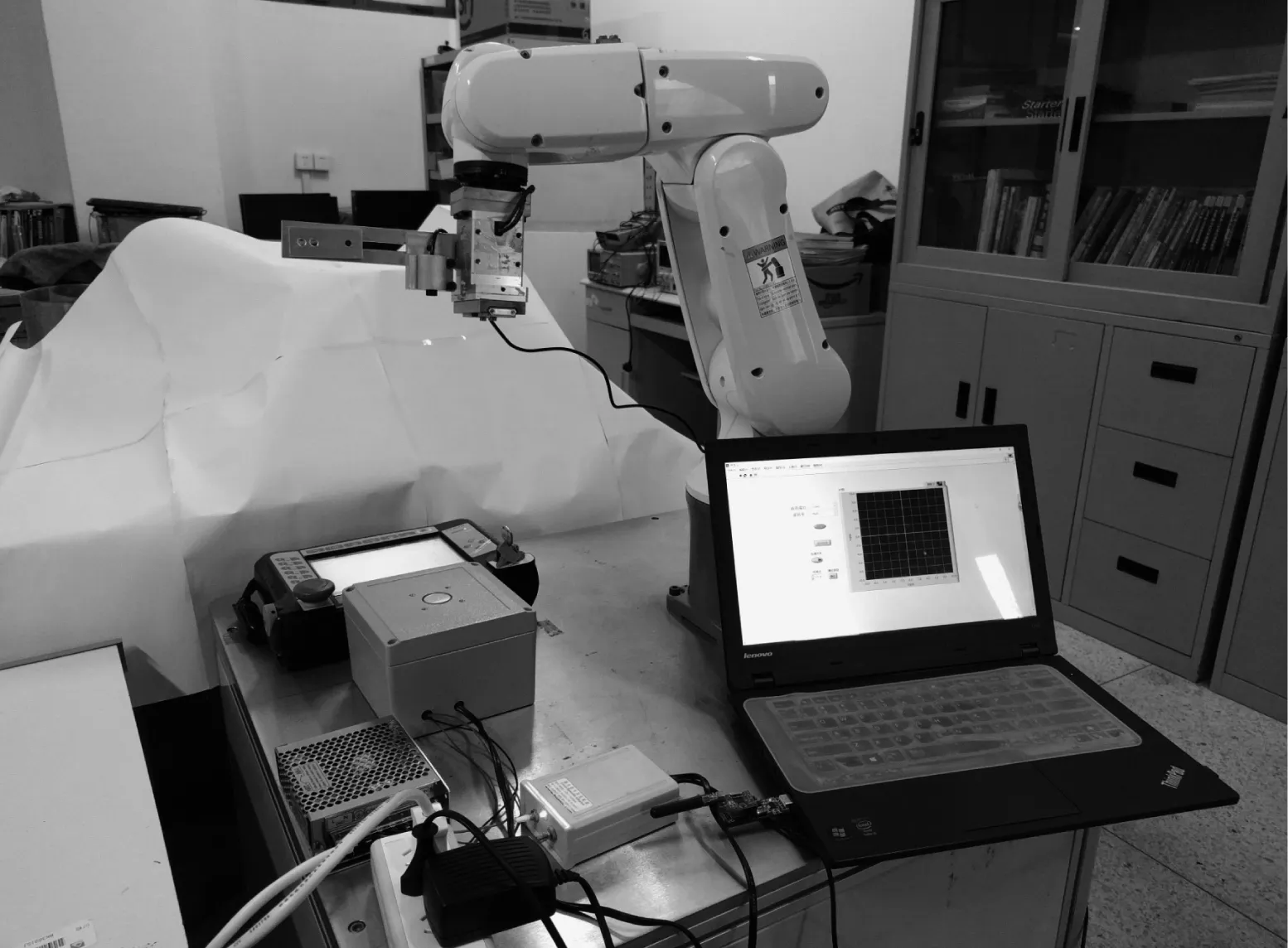
圖5 實驗平臺
DENSO VP6242G工業機器人的D-H參數如表1所示。
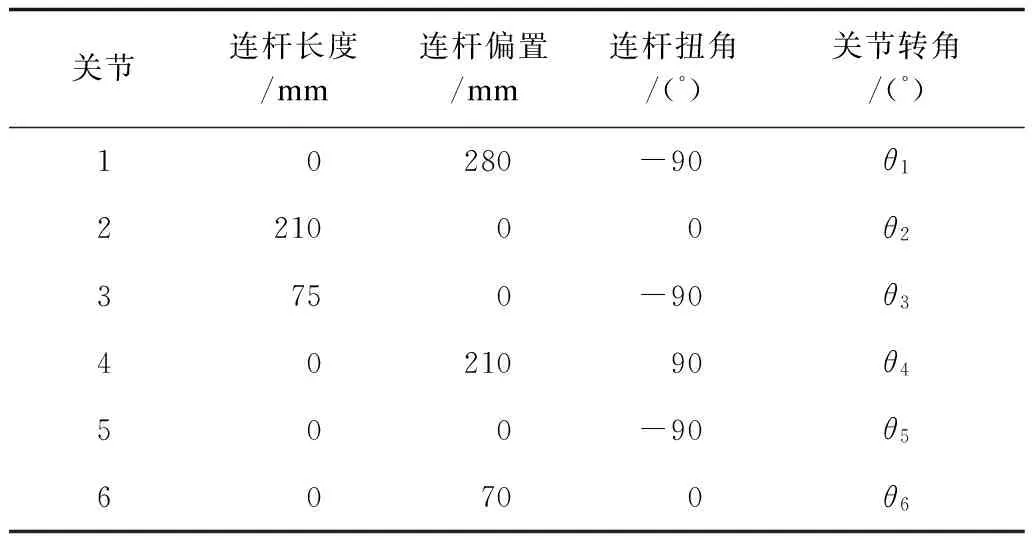
表1 DENSO VP6242G機器人D-H參數
3.2 實驗方法
整個實驗過程的流程如圖6所示,主要包含6個部分內容。
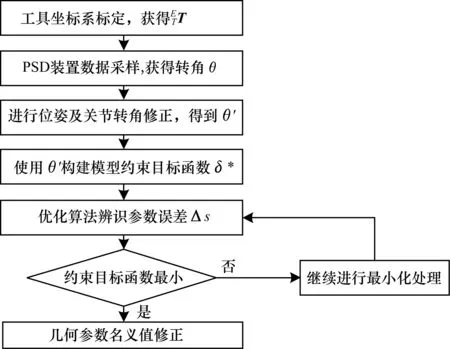
圖6 幾何參數標定流程
1)工具坐標系標定

2)PSD裝置數據采樣
使用PSD裝置進行數據采樣,包括以下步驟:
步驟1將PSD裝置放置在激光束可投射的空間中,機器人以任意姿態將激光束投射到PSD表面,此時記錄激光束投射在PSD上的斑點位置Ps,i,j,并從機器人示教器或直接從控制器中讀取關節轉角值。
步驟2改變機器人的位姿,重新將激光束投射到PSD表面,依照步驟1重復k次,因此可以獲得k組激光束投射在PSD表面的斑點位置Ps,i,j以及k組不同姿態下的關節轉角值θi,j。
步驟3重新放置PSD裝置的位置,重復步驟1~步驟2。在采樣過程中,i=1,2,…,k,j=1,2,…,m,k為同一PSD裝置位置的數據采樣次數,m為PSD裝置的位置個數。
3)位姿及關節轉角修正
利用空間矢量關系修正機器人末端激光器的位姿,并利用修正后的位姿對機器人關節轉角進行修正,以取代PSD裝置數據采樣時得到的關節轉角。
4)模型約束目標函數構建
首先以PSD裝置同一位置處,任意2條激光束的交點或者公垂線中點到該交點平均值的距離作為約束目標函數,構建空間單點虛擬約束模型,最后將空間單點虛擬約束模型統一構建為空間多點約束模型[16,22],所建立的θ1約束目標函數如式(11)所示。
5)優化算法辨識參數誤差
使用LM算法對所構建的模型約束目標函數進行優化處理,當迭代收斂時,得到工業機器人的參數誤差。
6)幾何參數名義值修正
將辨識得到的參數誤差對幾何參數名義值進行修正,然后結合LEICA激光跟蹤儀進行測量驗證。
4 實驗結果與分析
采用PSD進行數據采集前,首先需要對工具坐標系進行標定,依據文獻[19]的方法,得到的激光發射器相對于機器人末端坐標系的齊次變換矩陣為:
為了辨識工業機器人的幾何參數誤差,實驗將PSD裝置放置在3個不同的位置,并采用不同位姿將激光束投射到PSD表面,在每個PSD裝置的位置依次采集10組數據,如表2~表4所示。
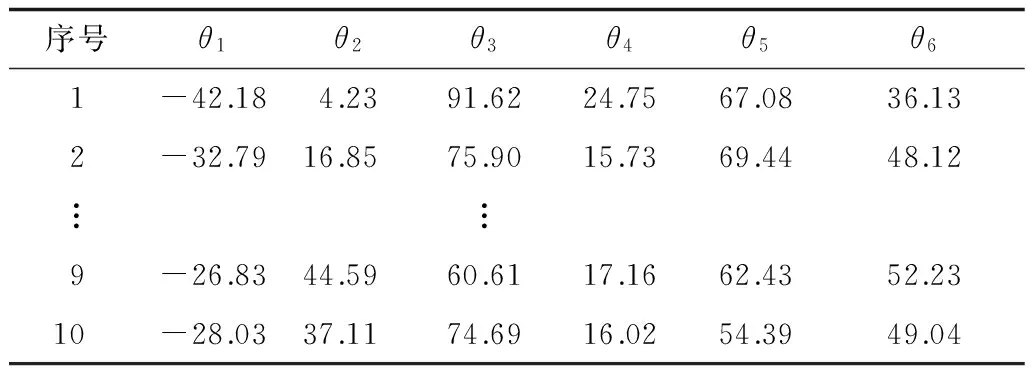
表2 位置1處10組關節轉角值 (°)
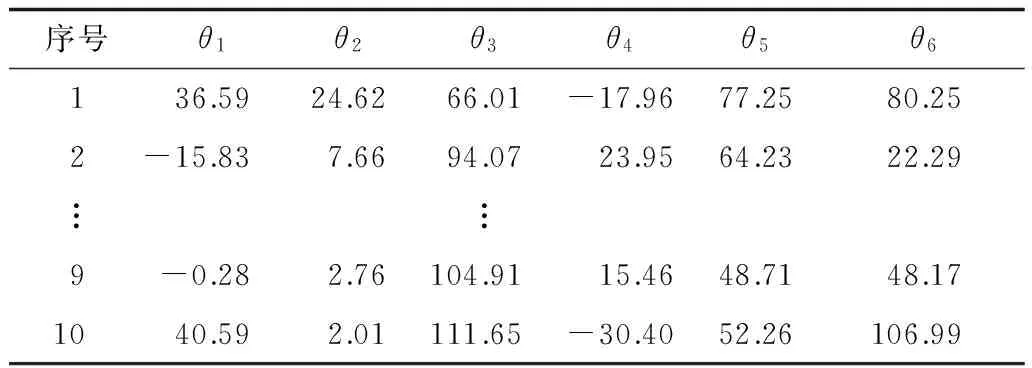
表3 位置2處10組關節轉角值 (°)
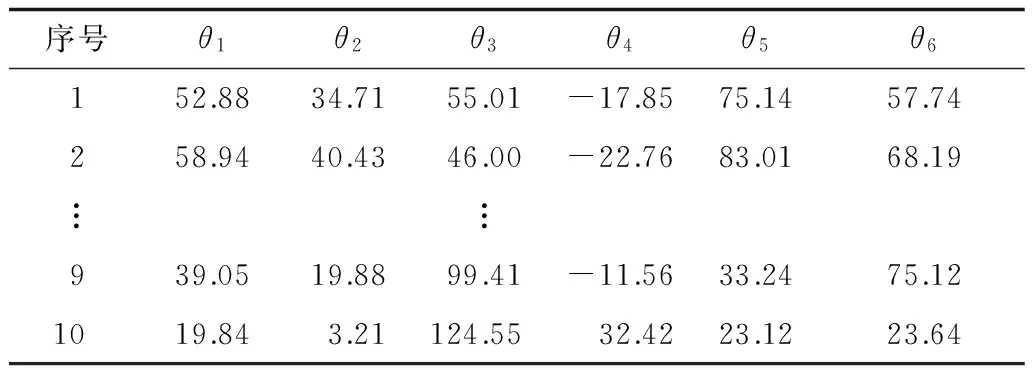
表4 位置3處10組關節轉角值 (°)
利用本文提出的方法對位姿及關節轉角進行修正,修正后的關節轉角值如表5~表7所示。
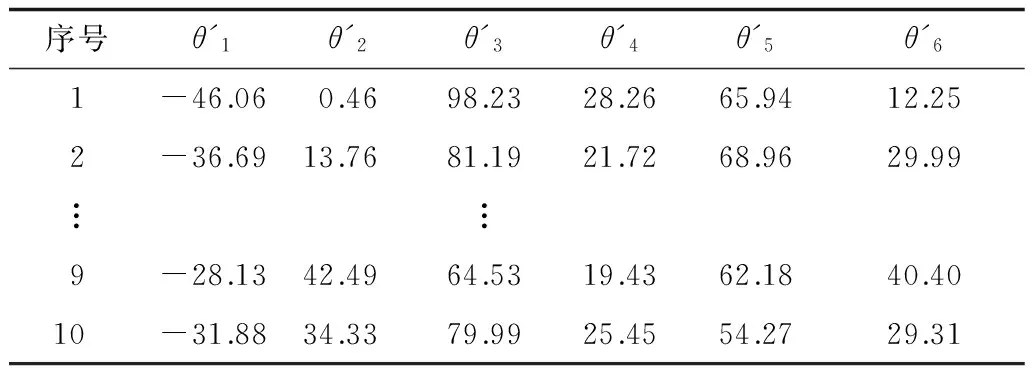
表5 位置1處修正的關節轉角值 (°)
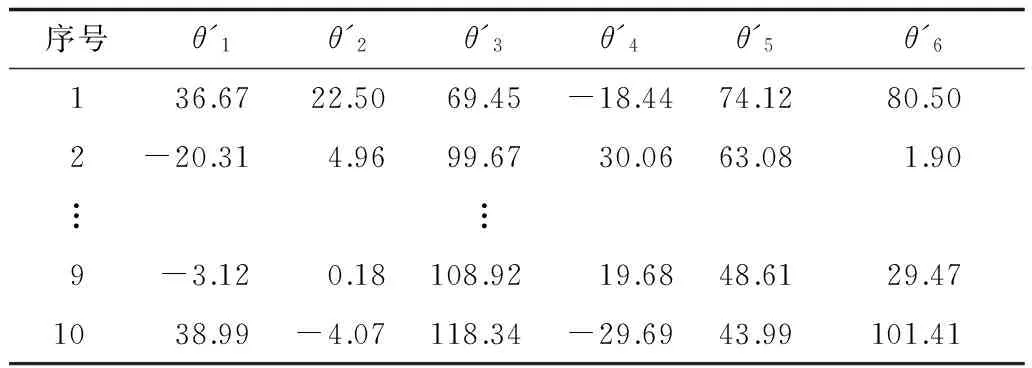
表6 位置2處修正的關節轉角值 (°)

表7 位置3處修正的關節轉角值 (°)
根據激光束模型得到修正后每條激光束之間的交點,然后求得該處位置下交點的均值交點。經過數據處理,求得位置1、位置2、位置3下的均值交點分別為(466.560 6,-148.848 4,16.248 9)、(476.197 7,70.481 6,21.478 2)、(478.444 0,269.381 3,23.647 2)。
通過構建模型約束目標函數,最終利用LM算法進行最小化處理。當算法收斂穩定時,得到如表8所示的機器人D-H參數誤差。
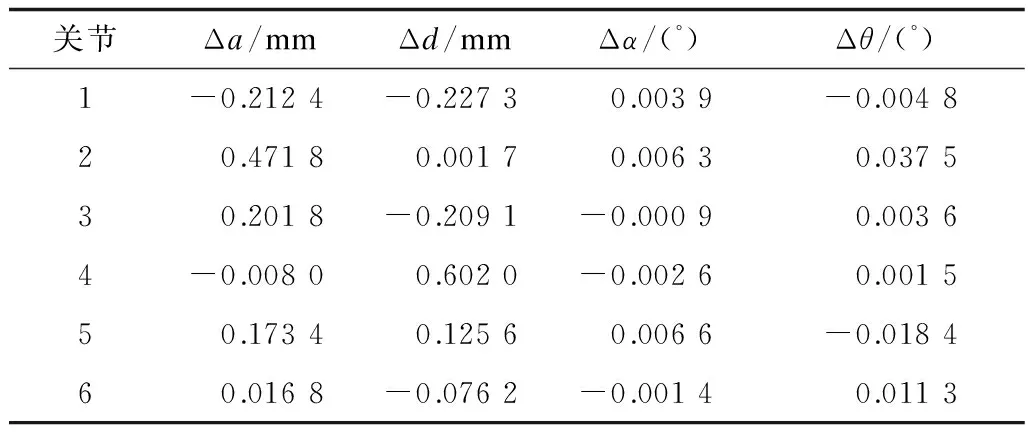
表8 辨識出的機器人D-H參數誤差
得到機器人的幾何參數誤差后,對幾何參數名義值進行補償修正。使用LEICA激光跟蹤儀測量得到補償前后的位置誤差,并以最大誤差、平均誤差、標準差作為評價指標[24]。從表9中可以看出本文方法進行機器人幾何參數修正的有效性。

表9 本文方法標定結果比較 mm
標定前的位置誤差最大值為1.962 9 mm,平均誤差為1.850 5 mm,標準差為1.852 1 mm,利用所提的方法對機器人參數名義值進行補償后的位置誤差最大值為0.664 2 mm,平均誤差為0.401 9 mm,標準差為0.437 4 mm,平均誤差改善了78.28%,標準差改善了76.38%。
本文針對由幾何因素引起的絕對定位精度問題進行補償,而其他一些非幾何因素,如溫度、齒輪間隙、機器人自重引起的桿件彈性變形等,這些不能通過機理建模進行補償,需要通過建立非線性模型進行分析,也就是需要采用測試建模的方法對機器人的定位精度進行補償。
5 結束語
針對由幾何因素引起的機器人絕對定位精度低的問題,提出一種基于PMPSD的方法對工業機器人的參數誤差進行辨識研究。該方法避免了采用PSD反饋控制的策略及坐標變換帶來的誤差問題,并利用激光跟蹤儀進行驗證,能夠快速實現工業機器人幾何參數標定。通過對幾何參數名義值進行有效修正,使得補償后的模型更接近于實際模型,明顯提高了機器人的定位精度。本文主要考慮由幾何因素引起的機器人定位精度問題,下一步將圍繞非幾何因素(如溫度、連桿柔性等)進行研究。
[1] LIM H K,KIM D H,KIM S R,et al.A Practical Approach to Enhance Positioning Accuracy for Industrial Robots[C]//Proceedings of ICCAS’09.Washington D.C.,USA:IEEE Press,2009:2268-2273.
[2] 李 睿,曲興華.基于組合測量的機器人運動誤差特性分析及定位補償技術[J].機器人,2014,36(3):279-284.
[3] ZHANG J Y,ZHAO C,ZHANG D W.Pose Accuracy Analysis of Robot Manipulators Based on Kinematics[J].Advanced Materials Research,2011(201-203):1867-1872.
[4] 洪 鵬,田 威,梅東棋,等.空間網格化的機器人變參數精度補償技術[J].機器人,2015,37(3):327-335.
[5] ANGELIDIS A,VOSNIAKOS G C.Prediction and Compensation of Relative Position Error Along Industrial Robot End-effector Paths[J].International Journal of Precision Engineering Manufacturing,2014,15(1):63-73.
[6] 周 煒,廖文和,田 威,等.基于粒子群優化神經網絡的機器人精度補償方法研究[J].中國機械工程,2013,24(2):174-179.
[7] BAI Y,WAN D.On the Comparison of Fuzzy Interpolation and Other Interpolation Methods in High Accuracy Measurements[C]//Proceedings of IEEE International Conference on Fuzzy Systems.Washington D.C.,USA:IEEE Press,2010:1-7.
[8] NGUYEN H N,ZHOU J,KANG H J.A Calibration Method for Enhancing Robot Accuracy Through Integration of an Extended Kalman Filter Algorithm and an Artificial Neural Network[J].Neurocomputing,2015,151(1):996-1005.
[9] JOUBIR A,NUBIOLA A,BONEV I.Calibration Efficiency Analysis Based on Five Observability Indices and Two Calibration Models for a Six-Axis Industrial Robot[J].Sae International Journal of Aerospace,2013,6(1):161-168.
[10] WANG W,LIU F,YUN C.Calibration Method of Robot Base Frame Using Unit Quaternion Form[J].Precision Engineering,2015,41(3):47-54.
[11] ASENSIO J,CHEN W,TOMIZUKA M,et al.Feedforward Input Generation Based on Neural Network Prediction in Multi-joint Robots[J].Journal of Dynamic Systems Measurement and Control,2014,136(3):833-846.
[12] MESSAY T,ORDONEZ R,MARCIL E.Computationally Efficient and Robust Kinematic Calibration Methodologies and Their Application to Industrial Robots[J].Robotics and Computer-integrated Manufacturing,2016,37(3):33-48.
[13] JOUBAIR A,BONEV I A.Kinematic Calibration of a Six-axis Serial Robot Using Distance and Sphere Constraints[J].The International Journal of Advanced Manufacturing Technology,2015,77(1):515-523.
[14] WANG W,LI A,WU D.Robot Calibration by Observing a Virtual Fixed Point[C]//Proceedings of 2009 IEEE International Conference on Robotics and Biomimetics.Washington D.C.,USA:IEEE Press,2009:1351-1355.
[15] HU J S,WANG J J,CHANG Y J.Kinematic Calibration of Manipulator Using Single Laser Pointer[C]//Proceedings of IEEE/RSJ International Conference on Intelligent Robots and Systems.Washington D.C.,USA:IEEE Press,2012:426-430.
[16] LIU Y,SHI D,DING J.An Automated Method to Calibrate Industrial Robot Kinematic Parameters Using Spherical Surface Constraint Approach[C]//Proceedings of IEEE International Conference on Cyber Technology in Automation,Control,and Intelligent Systems.Washington D.C.,USA:IEEE Press,2014:154-165.
[17] DU S,DING J,LIU Y.Industrial Robot Kinematic Calibration Using Virtual Lne-based Sphere Surface Constraint Approach[C]//Proceedings of 2015 IEEE International Conference on Cyber Technology in Automation,Control,and Intelligent Systems.Washington D.C.,USA:IEEE Press,2015:48-53.
[18] LIU Yong,XI Ning,SHEN Yantao.High-accuracy Positioning of an Industrial Robot Using Image/PSD-based Hybrid Servo Control[J].International Journal of Optomechatronics,2011,5(2):170-187.
[19] 張文增,陳 強,孫振國,等.弧焊機器人工件坐標系快速標定方法[J].焊接學報,2005,26(7):1-4.
[20] 賈天祥,徐熙平,董文博.二維位置敏感探測器自動測試系統[J].儀表技術與傳感器,2012(10):67-69.
[21] LIU Y,XI N,ZHANG G,et al.An Automated Method to Calibrate Industrial Robot Joint Offset Using Virtual Line-based Single-point Constraint Approach[C]//Proceedings of IEEE/RSJ International Conference on Intelligent Robots and Systems.Washington D.C.,USA:IEEE Press,2009:715-720.
[22] 周 祥.工業機器人工具及工件坐標系的標定研究[D].南京:南京理工大學,2015.
[23] MADSEN K,NIELSEN H B,TINGLEFF O.Methods for Non-linear Least Squares Problems[EB/OL].(2004-10-21).http://www2.imm.dtu.dk/pubdb/views/edoc_download.php/3215/pdf/imm3215.pdf.
[24] 蔡錦達,張劍皓,秦緒祥.六軸工業機器人的參數辨識方法[J].控制工程,2013,20(5):805-808.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19