鋼板孔洞缺陷的形成原因及修復措施
2018-01-27 01:26:28寧波智匯汽車運用與維修技術研究中心臧聯防
汽車維護與修理 2017年10期
關鍵詞:方法
寧波智匯汽車運用與維修技術研究中心 臧聯防
沒有整形機前,內部不宜觸及的損傷修復主要通過以下方法修復:將損傷部位切割下來,整平后焊接到原位置;切割內部鋼板,形成1扇“窗戶”,以方便伸入墊鐵或撬棒,配合手錘將損傷部位修平,然后將切割下來的內部鋼板焊接到原來位置;剝邊分離內外層,修復后再咬合到一起;局部剝邊或鉆孔,分離內外層,從邊緣部位伸入撬棒與手錘配合整平;將銅焊條垂直焊接在損壞部位,使用老虎鉗夾住銅焊條,利用手錘擊打老虎鉗的沖擊力整平損傷部位等。這些方法普遍勞動強度高,有的熱影響較大,有的則破壞了車身的整體性。
整形機,也稱介子機,屬于電阻焊接的一種,其工作原理是利用電極頭上夾持的各種附件與鋼板接觸,通電后,接觸部位將產生電阻熱,以獲取與需求相對應的各種功能,如焊接、收縮等。整形機是10多年前出現的一種外板修復設備,它的出現極大提高了工作效率,特別是方便了那些內部不易觸及的損傷修復。
1 鋼板孔洞缺陷現象
整形機焊接后向外拉拔的原理類似于手錘與墊鐵配合作業時的虛敲作業。虛敲作業是將墊鐵放置到鋼板內側凹陷較低的部位,整形機修復是將焊片焊接到鋼板外側凹陷較低的部位,向外拉出,以取代從內側向外壓出的墊鐵。和手工修理相比,整形機修復具有很多優勢,但是如果操作不當,將導致鋼板出現較高的凸起點,甚至孔洞等缺陷。
孔洞是車身外板在拉拔作業經常出現的一種修理缺陷(圖1),常見于兩沖壓線間距較窄的部位,如車門立柱、上橫梁、底邊梁、輪弧等。加工硬化現象明顯、損傷較重、剛性較強的高曲面及車身線上,也很容易出現上述缺陷。這些孔洞如果沒有采取有效補救措施,車輛在使用過程中,潮濕的空氣、積水將從孔洞內側逐漸滲入到鋼板表層,一旦開始銹蝕,原子灰的附著力會隨之下降,從而產生開裂、脫落現象。孔洞較大,或孔洞之間距離較近,會形成一道裂紋,這些情況將會降低鋼板的強度。
2 孔洞形成的主要原因
(1)整形機焊接電流、時間參數調整過大。
(2)使用蠻力強行拉拔。
(3)受力部位過于集中。
(4)由于碰撞、敲擊、打磨等原因導致鋼板厚度變薄。
(5)拆卸焊片方法錯誤。
3 孔洞的修復措施
(1)調整合適的焊接參數。通過試焊,分別調整整形機焊接電流、焊接時間參數,直到符合拉拔要求。參數過小,焊點部位無法承受拉拔力量,容易脫開。參數過大,焊接時的熱量也隨之增大,鋼板表面拉拔后將會出現凹坑,即俗稱的“掉肉”現象,導致鋼板表面精度降低,嚴重的情況下,鋼板將被擊穿,出現孔洞缺陷。正常情況下,焊點部位不該出現火色,拉拔后應留下一個白色的小點。

圖1 孔洞缺陷
(2)力度控制。由于鋼板具有彈性特性,矯正力一般應略微大于撞擊力,力量太小,起不到應有的效果,力量較大,容易產生較高的凸起點、孔洞,甚至鋼板撕裂,給后期作業造成一定難度。外板修復時的矯正力通常有兩種形式:一種為沖擊力,另一種為緩和的矯正力。緩和的矯正力可通過撬、拉、拽等方式等實現,操作過程可實時對損傷恢復程度進行監測,力度相對容易控制。沖擊力操作時對于力度把控相對較難,猛拉、重拉等野蠻操作往往是產生孔洞缺陷的主要原因。拉拔時,應根據損傷位置、程度等具體情況,注意控制力量的大小。無論是采取沖擊力還是緩和的矯正力,都應遵循力量由小往大逐步增加及試探性拉拔的原則。
(3)增加受力面積。整形機焊接焊片的拉拔方法分為單點拉拔和穿軸法拉拔兩種。單點拉拔(圖2),是指焊接并拉拔單個焊片的方法,單點拉拔的受力面積小,適合于面積小、損傷輕、剛性弱的部位修理。穿軸法拉拔(圖3)也稱整體拉拔,是指焊接成排墊片或蛇形線等,通過一定的方式連接,使用人力或機械牽引,使每個墊片或蛇形線的焊接部位均勻受力,從而將損傷部位整體拉出的方法。穿軸法拉拔的受力面積大,損傷恢復時所影響的范圍廣,通常以面的形式表現,適合于面積大、損傷重、剛性強的部位修理。兩者相比,單點拉拔更容易產生孔洞缺陷,應盡可能采取穿軸法整體拉拔。必要時,可以采取氣體保護焊焊接臨時焊片的方法與損傷部位連接,以增加受力面積,減少孔洞缺陷產生的可能。
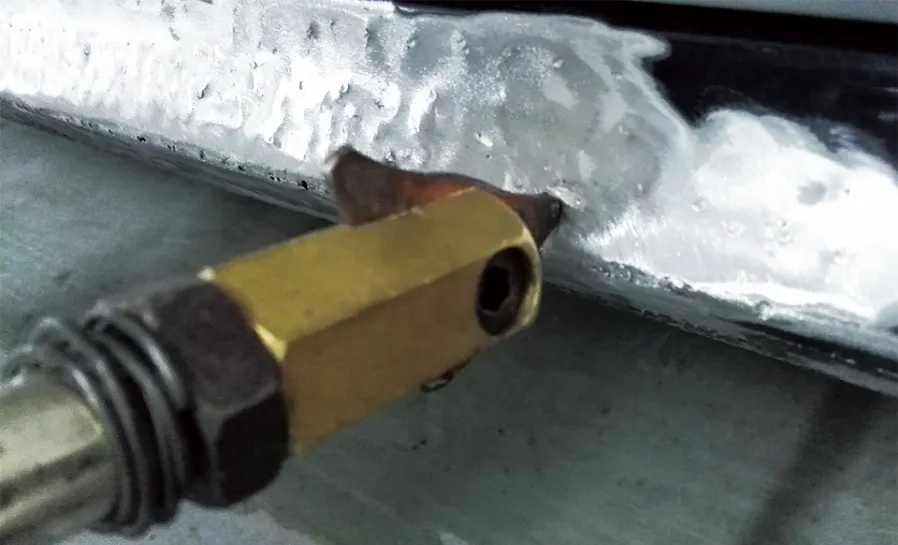
圖2 單點拉拔

圖3 穿軸法拉拔
(4)更改維修工藝。碰撞及實敲方式將會導致鋼板延展變薄,而修理過程中的反復、過度打磨則是鋼板厚度變薄的主要原因。當損傷部位的鋼板出現厚薄不均時,焊接擊穿及拉拔時出現孔洞缺陷便很難控制。如果出現這一傾向,應及時停止拉拔作業,盡可能采取撬棒或墊鐵與手錘配合的方式進行修理。如果鋼板厚薄不一的情況較為嚴重,應局部或整體更換外板。
(5)正確拆卸焊片。焊片采取左右晃動的方法拆卸時,焊接部位將可能出現孔洞。多數情況下,焊片通過拇指與食指配合捏住旋轉即可拆卸,如果焊接較為牢固,可使用一根鋼桿穿過墊片孔,或者使用鯉魚鉗夾住焊片,通過扭轉從鋼板上取下。
出現孔洞后,可以使用氣體保護焊設備進行焊補。直徑較小的孔洞,可以使用整形機焊補。具體操作方法為:將整形機工作模式調整到熱收縮檔位,在焊接極頭上安裝好碳棒,一手持一段粗細合適的二氧化碳保護焊絲,并將端部放在孔洞位置,碳棒輕壓孔洞上方的焊絲(圖4),啟動焊槍開關,焊絲將被熔化在孔洞處。

圖4 焊接孔洞
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
