
變頻電機底座共振模態分析及改造案例
2018-02-01 14:30:02王江
中國新技術新產品 2018年3期
關鍵詞:改造
王江

摘 要:電機廣泛使用在機電領域,共振現象時有發生,危害極大。設備現場電機和底座發生共振,借助有限元軟件和三維建模軟件,從多種改造方案中選出最優方案,并現場改造,成功消除共振。
關鍵詞:電機;底座;共振;模態分析;改造
中圖分類號:TH122 文獻標志碼:A
0 引言
電機共振是機械和電氣領域常見現象,共振會影響電機的正常運行,降低電機使用壽命,并且帶來振動、噪聲和效率降低。
某設備使用大型變頻電機,通過電機底座固定在基礎上,在設備運行時電機振動明顯。利用有限元軟件對該電機及底座進行模態分析,確定為發生共振。用三維軟件建立原設備仿真模型,并加入多種底座的改造方案,再用有限元分析,確定最優的改造方案。設備現場按最優方案進行改造,共振消除。
1 現場振動情況及振動測量
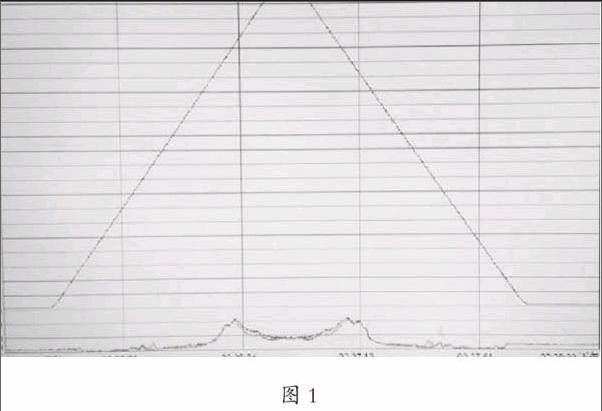
電機空載,在較高轉速時振動明顯,拾取變頻器頻率和振動傳感器信號,如圖1所示。
圖表說明:橫坐標為時間,縱坐標為幅值;藍線為電機輸入頻率,紅線、綠線為電機前后軸承附近振動值。
空載時,振動信號在變頻40Hz(電機額定50Hz,1494r/min)附近發生振幅明顯提高,經分析為共振現象,共振頻率為20Hz。
帶負載運轉測試,電機部分在變頻46.8Hz時振動明顯,共振頻率為23.3Hz,共振頻率發生上移,可能是電機受聯軸器反作用力影響,本身固有激振頻率改變。
2 計算機模型振動仿真
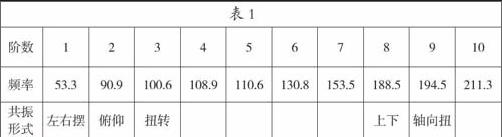
按原圖紙建立三維模型,進行模態分析,前10階模態見表1。
電機作為振動源,轉子受軸承約束繞軸心旋轉,激振方向主要是徑向,即電機左右擺和上下振;根據經驗,電機的共振主要在激振頻率和二倍頻時出現,即23.3Hz和46.6Hz。
通過模態分析,底座加電機的第一階固有頻率(圖2)與現場共振相符,53.3Hz與激振二倍頻46.6Hz相差14.4%,且振動形式相符,兩者之間的誤差應該是由模型及約束條件與實際不完全相符造成。
3 電機底座改造方案
經過近10種改進方案的對比,確定了最優的方案,模型如圖3所示,改進思路如下(下文提到的固有頻率都是一階左右擺振型的固有頻率):
(a)原模型的左右擺(下同)固有頻率為53.3Hz;
(b)按照常規方法加固的頻率為63.3Hz;
(c)在常規加筋基礎上增加兩對X型斜筋,固有頻率為86.4Hz;
(d)X型斜筋換成V型斜筋,V底增加地腳孔,固有頻率為81Hz;
(e)由于X型筋或V型筋施工難度大,換成兩塊貫通上下層的厚豎筋,固有頻率為88.6Hz;
(f)在此基礎上,增加上層水平橫筋,固有頻率為91.7Hz;
經過對比,確定最終改造方案f,固有頻率由53.3Hz提高到91.7Hz,避開了倍頻和二倍頻范圍(0Hz~50Hz)。
4 現場改造及效果
現場改造時,共增加鋼板約70塊。改造后,電機空轉,拾取變頻器頻率和振動傳感器信號,如圖4所示。
與改造前測振曲線對比,同樣測試條件下,電機全頻率范圍內的共振消失。
帶負載運行,全頻率范圍內電機都沒有出現振動強烈的情況,現場人員也確認,改造后變頻器46.8Hz時的共振消失,運行過程中的振動也明顯減輕。
結語
隨著設備的大型化,底座剛度卻提升不足,造成個別設備發生共振問題。經有限元軟件仿真分析,確定了電機及底座存在共振。
通過設計優化及仿真,確定了較好的結構改進方案,現場進行改造施工,運行效果滿意,共振消除。
這件案例的成功解決,為我們積累了此類問題的處理方法,同時,也從設計上加強了底座的剛度,根除了共振的可能。
參考文獻
[1]郁永章.容積式壓縮機技術手冊[M].北京:機械工業出版社, 2000.
[2]朱茂勛. 變頻調速電機共振現象的分析[J].防爆電機,2009,44(1):42.
[3]徐建國.大型高速電機軸向振動的分析和處理[J].電機技術,2013(4):38-39.endprint
猜你喜歡
中小企業管理與科技·上旬刊(2016年11期)2016-11-28 21:12:33
科學與財富(2016年15期)2016-11-24 14:07:33
中小企業管理與科技·下旬刊(2016年10期)2016-11-18 21:32:25
科技資訊(2016年19期)2016-11-15 08:34:13
科技資訊(2016年19期)2016-11-15 08:18:29
企業技術開發·中旬刊(2016年10期)2016-11-12 15:01:13
知音勵志·社科版(2016年9期)2016-11-09 08:05:00
中國科技博覽(2016年22期)2016-11-01 17:21:45
中國科技博覽(2016年18期)2016-10-19 08:49:55
科學與財富(2016年28期)2016-10-14 04:57:41
