激光—電弧復合焊接專利技術分析
2018-02-03 04:42:35劉淵
科技創新與應用 2018年5期
劉淵
摘 要:激光-電弧復合焊接將兩種熱源結合在一起,綜合了激光和電弧各自的優點。文章從專利角度出發,研究了激光-電弧復合焊接技術國內外專利技術路線及發展動態,為國內的激光-電弧復合焊接技術的研究和專利布局提供參考和借鑒。
關鍵詞:激光;電弧;復合焊接;專利分析
中圖分類號:TG456.7 文獻標志碼:A 文章編號:2095-2945(2018)05-0024-02
Abstract: The laser-arc composite welding combines the two heat sources and combines the advantages of laser and arc. From the point of view of patent, this paper studies the patent technology route and development trend of laser-arc composite welding technology at home and abroad, and provides reference for the research and patent layout of laser-arc composite welding technology in China.
Keywords: laser; arc; composite welding; patent analysis
1 概述
激光-電弧復合焊接將兩種性質、能量傳輸機制不同的熱源復合在一起,同時作用于一加工位置完成焊接。焊接中,電弧的加入延緩了焊縫凝固時間,有利于減少氣孔、裂紋等缺陷;焊絲與母材的冶金作用有利于減少焊接裂紋、提高焊縫力學性能;電弧的加入降低了對工件的間隙、錯邊和對中的要求[1]。
本文對國內外激光-電弧復合焊接領域的專利進行了全面檢索,通過對激光-電弧復合焊接領域的國內外專利分析,了解該領域的國內外研究現狀,為掌握領域關鍵技術、尋找發展方向提供幫助。
2 激光-電弧復合焊接技術發展線路
激光-電弧復合焊接既充分發揮了兩種熱源的優勢,又彌補了各自不足,是一種全新的高效焊接熱源。經過多年研究,已發展出多種激光-電弧復合焊接技術,包括激光-TIG復合焊接,激光-MIG/MAG復合焊接,激光-等離子弧復合焊接等。
2.1 激光-TIG復合焊接
激光-TIG復合焊接是最早研究的激光-電弧復合焊接形式[2],其適合焊接薄板。但在焊接鋁合金方面,鋁合金對激光的高反射率和高導電性使得焊接時小孔不穩定而容易生成氣孔。針對這一問題,公開號為CN101670495A的專利申請公開了一種高強鋁合金板的激光-TIG復合焊接工藝,其采用光纖激光器,波長在1070-1080nm范圍內利于能量吸收,TIG直流脈沖正接電弧,解決了電弧與連續電流復合時穩定性差的問題,而且有利于電弧對激光的調制作用,顯著增強鋁合金板對激光的吸收作用,明顯減少了焊接缺陷。
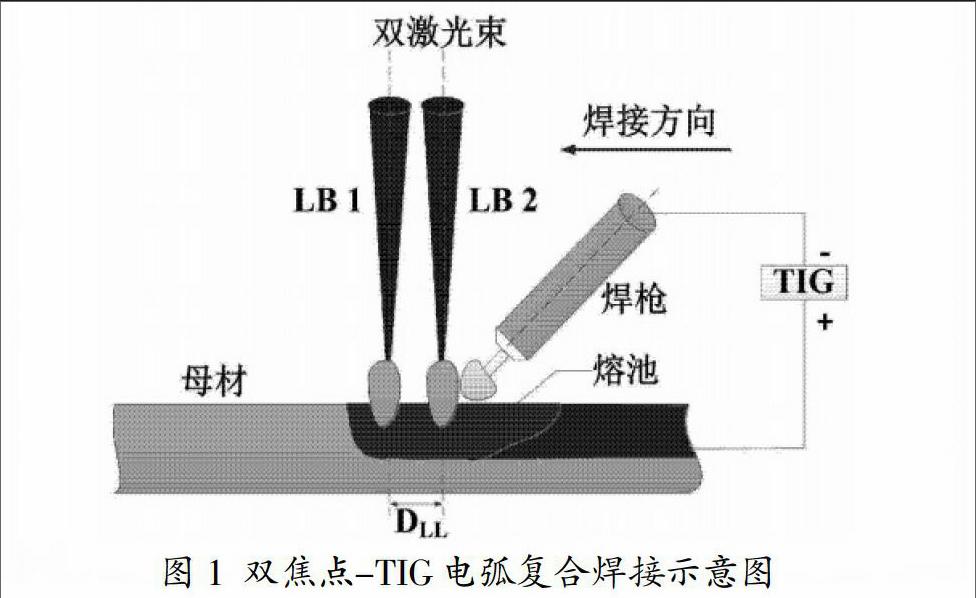
公開號為CN103862178A的專利申請公開了一種雙焦點-TIG電弧復合焊接方法,其采用兩束激光和TIG電弧共同作用在被焊區域,焊縫同時受到三個熱源的共同作用,其焊接過程如圖1所示。
該方法能夠將鋁合金焊縫氣孔率降低到零,原因在于:雙光束增加了匙孔直徑,使其不易閉合;第一束激光形成的匙孔后壁被第二束激光和TIG電弧的能量氣化,避免匙孔塌陷;雙焦點激光-TIG復合焊接提高了電弧穩定性,同時增加了熔池直徑,金屬蒸汽有更寬的通道逸出,抑制氣孔產生。
2.2 激光-MIG/MAG復合焊接
激光-MIG/MAG復合焊接與激光-TIG 焊接原理基本相同。在消除或減少焊縫凹陷、變形等缺陷方面比激光-TIG 焊接效果更明顯[3]。通過調節電弧與激光的相對位置,可有效地改善焊接適應性,提高對大間隙的適應性,輸入的電弧能量能夠調節冷卻速度,改善微觀組織,在增加熔深的同時提高焊接速度。
針對激光-MAG復合焊接中熔滴過渡行為對焊接穩定性和質量的影響,公開號為CN105108340A專利申請公開了一種激光-MAG復合焊接熔滴過渡控制方法,通過實時變化全位置焊接中的激光功率、電弧電流、焊槍角度以及保護氣流量,實現在管道激光-MAG復合焊接中射滴過渡或射流過渡的熔滴過度模式,焊接過程穩定,飛濺小,焊縫成型良好。
對于激光-MAG電弧復合焊接中厚高強鋼板一次焊透熔深大,激光功率需求高,熔滴過渡困難,過渡不穩的問題,公開號為CN105108341A專利申請公開了一種中厚超高強鋼板激光-MAG焊接方法,通過增大光絲間距和保護氣流量,降低激光與電弧的耦合作用,促進熔滴過渡;通過擴大熔池面積,降低熔池冷卻速度,降低高強鋼焊接時的裂紋傾向,通過打底焊與填充焊兩層焊接,降低了一次焊透板的厚度要求和激光器的最大功率要求。
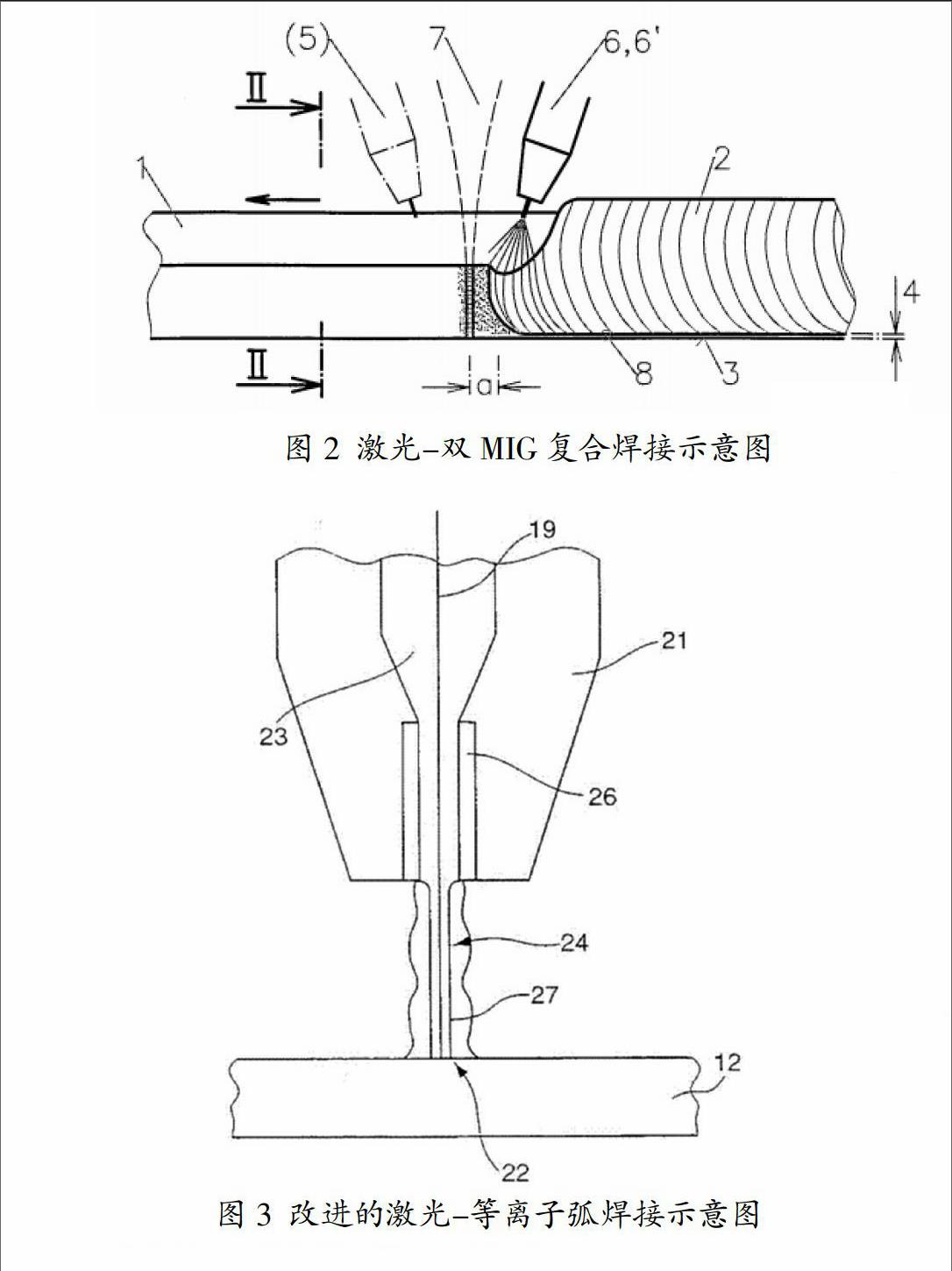
激光-雙MIG復合焊接方法是德國的ISF焊接研究所研制出來的一種焊接方法,公開號為WO0024543A1的專利申請公開了一種激光與兩個MIG電弧復合焊接方法,如圖2所示。激光與兩個MIG電弧同時復合,每個焊炬都可相對另一焊炬和激光束位置調整,兩個電弧在激光的作用下吸引在一起,同時作用在熔池中。焊速和間隙裕度得到顯著提高,無焊接方向的限制,空間可調度比較大,可以更好地實現自動化焊接,能夠滿足大批量焊接生產的需要。
2.3 激光-等離子弧復合焊接
20世紀90年代,英國Coventry大學的Walduck等人首次提出激光-等離子弧復合焊接技術。自由電弧一方面為激光焊接提供額外能量,提高焊接速度;一方面產生熱處理的效果,延長冷卻時間,減少硬化和殘余應力,改善了焊縫的組織性能。
公開號為WO2011029462A1的專利申請公開了一種激光-等離子弧焊接方法和裝置。如圖3所示,激光束在等離子束內被引導,電極構造成環形并且激光束可以在環形電極的中心開口之內延伸,激光束形成提高等離子束導電能力的通道,使等離子氣體射流導電率受控的增加,電弧能夠在等離子氣體射流內聚集穩定。
近年來,激光-等離子弧焊接在鋼板對焊、鍍鋅板搭接焊等高速高質量連接方面應用廣泛。公開號為CN105945430A的專利申請公開了一種基于微束等離子弧誘導的低功率激光高效焊接方法,尤其適用于鋁合金、鎂合金等材料的焊接,其利用微束等離子弧能量作用集中的特性,優良的穩定性和導電性,提高材料對激光熱源的吸收率,誘導激光等離子體的活性,降低其對激光的吸收和散熱,抑制匙孔效應的不穩定性,實現鋁合金、鎂合金等輕合金材料的高效焊接。
3 結束語
激光-電弧復合焊接綜合了激光和電弧各自的優點,焊接效率、穩定性、可靠性和焊接質量進一步得到提高。目前,激光-電弧復合焊接技術的仍是先進制造技術的研究熱點,對激光-電弧復合焊接的專利技術進行分析,有利于企業和科研院所了解激光-電弧復合焊接技術的發展現狀,推動我國激光-電弧復合焊接技術的發展。
參考文獻:
[1]陳彥賓.現代激光焊接技術[M].北京:科學出版社,2005,99~107.
[2]Steen W M.Arc augmented laser processing of materials[J]. J.Appl.Phys.1980,51(11):5634-5641.
[3]王治宇.激光-MIG電弧復合焊接基礎研究及應用[D].武漢:華中科技大學,2006.
[4]謝雪新.激光-電弧復合焊接技術的研究與應用[J].科技創新與應用,2016(15):153.endprint