一種VARI工藝成型用樹脂及其復合材料的研究
2018-02-05 01:25:17梁鳳飛
西安航空學院學報 2018年1期
梁鳳飛,金 迪,何 勇
(中航西飛民用飛機有限責任公司 工程技術中心,西安 710089)
0 引言
復合材料的比強度、比剛度大,結構可設計性強,能有效地減輕結構重量、提高結構效率,同時具有良好的耐腐蝕性能和抗疲勞性能,可降低飛機結構的維護成本[1],在飛機上的應用越來越廣[2]。在復合材料總成本中,制造成本約占60%~70%[3]。目前飛機結構使用的復合材料構件大多采用熱壓罐成型工藝,該工藝居高不下的制造成本制約了復合材料在船舶、汽車、建筑等領域的應用。因此,復合材料的低成本應用,已經(jīng)成為新一代復合材料的發(fā)展方向[4]。近年來,真空輔助樹脂滲透成型(VARI)作為一種典型的高性能、低成本的液體成型工藝,已廣泛應用于飛機復合材料零件制造,被認為是最有發(fā)展?jié)摿Φ膹秃喜牧系统杀局圃旃に囍籟5]。
VARI工藝是將按照結構和性能要求制備好的纖維預成型體放置在模具上,在真空作用下使液態(tài)樹脂在預成型體內(nèi)流動,浸潤纖維,并在相應的工藝溫度條件下固化成一定纖維/樹脂比例復合材料的成型工藝方法[6],工藝過程如圖1所示。

圖1 VARI成型工藝過程示意圖
與傳統(tǒng)的熱壓罐工藝及RTM工藝相比,VARI工藝優(yōu)點主要體現(xiàn)在:
首先,無需熱壓罐的投入,僅需要一個單面的剛性模具用來放置纖維增強體,簡化了模具,設備投入及制造成本較低;
其次,不受熱壓罐尺寸的限制,VARI工藝更適合成型大厚度、大尺寸的制件,產(chǎn)品的纖維含量高,孔隙率低(孔隙率是目前所有復合材料成型工藝中最低的);
第三,大大降低能源消耗及有害氣體(VOC)的排放;
最后,VARI工藝可設計性好,可以進行縫合、編織等,實現(xiàn)復雜結構的整體成型。
本文以某型飛機擾流板VARI成型工藝所選用的環(huán)氧樹脂RTM6-2及碳纖維緞紋織物G0926為載體,研究了樹脂體系的固化特性,并運用VARI成型工藝,制作了復合材料層合板結構,研究了復合材料的性能。
1 試驗材料及試驗設備
試驗所用主要原材料如表1所示,試驗所用設備如表2所示。

表1 試驗材料
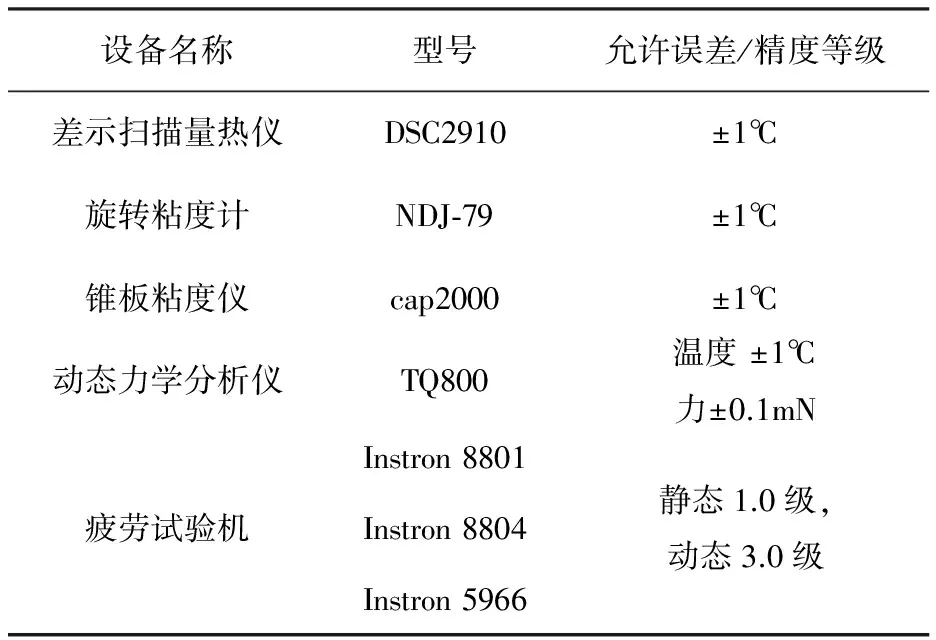
表2 試驗設備
2 實驗結果與分析
由于工藝過程的特殊性,VARI工藝對所用樹脂體系有著特定的要求:首先,樹脂在對應施工溫度范圍下有一定的粘度,最佳粘度范圍為100~300mPa·s;其次,樹脂凝膠前的低粘度持續(xù)時間要長,保證施工者有充裕操作時間;此外,對于在高溫環(huán)境下使用的制件,樹脂需有較高的玻璃化轉(zhuǎn)變溫度(Tg)[7]。基于此,對RTM6-2樹脂體系及其復合材料展開以下研究:
2.1 樹脂粘度研究
樹脂粘度是樹脂實際使用過程中的重要指標之一,對工藝操作有重要影響。按照ASTM D 4287試驗方法,采用旋轉(zhuǎn)粘度計,分別在80±2℃、100±2℃、120±2℃、140±2℃、160±2℃、180±2℃條件下測試樹脂體系的粘度變化,得到樹脂體系的粘度-時間曲線(見圖2)。
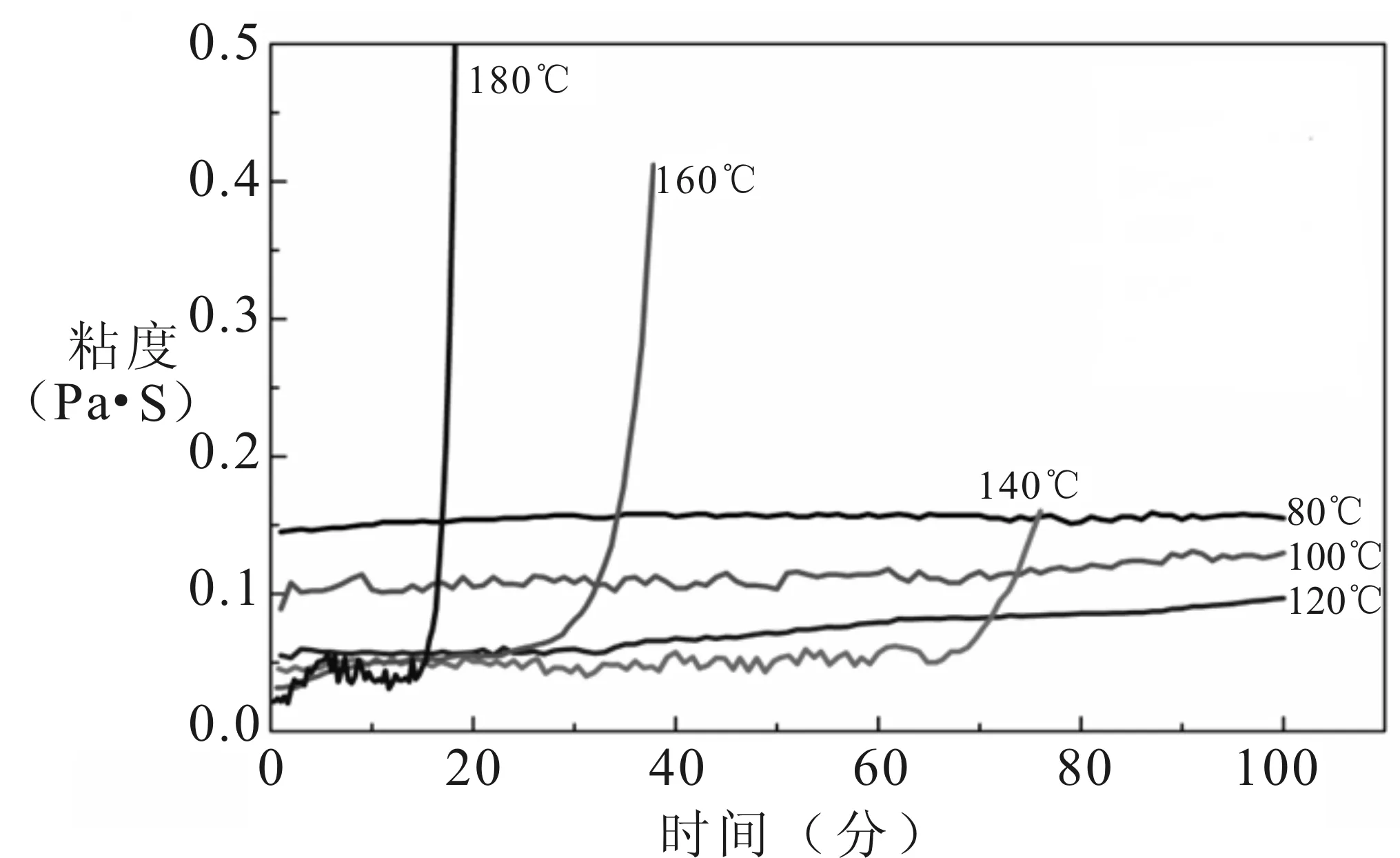
圖2 樹脂粘度研究
由圖2可見,在80℃、100℃、120℃條件下,樹脂粘度在100min內(nèi)基本保持不變,處于平臺區(qū);在140℃條件下,粘度平臺可持續(xù)60min;160℃條件下,30min內(nèi)粘度基本不變,30min后粘度迅速上升;180℃條件下,15min內(nèi),粘度基本不變。體系粘度急劇上升,表示樹脂開始凝膠,該時間即為樹脂體系在該溫度下的凝膠時間。凝膠時間是重要的工藝參數(shù)。在凝膠之前,樹脂具有流動性,可以進行澆注、浸潤等。凝膠后,樹脂分子量迅速上升,形成三維網(wǎng)絡結構致使分子運動能力降低,喪失工藝操作性能。綜合考慮樹脂粘度及凝膠時間,確定樹脂的工藝操作溫度為100±10℃。
2.2 適用期
所謂適用期,就是指環(huán)氧樹脂加入固化劑時起至不能使用時止的時間。試驗過程中將環(huán)氧樹脂的粘度較起始粘度增加一倍的時間定義為適用期。按照GB/T7123.1-2002方法,工藝溫度設定為100℃,采用旋轉(zhuǎn)粘度計,測試不同時間(20、40、60、80、100、120min)的樹脂體系的粘度,繪制粘度-溫度-時間曲線(見圖3),計算樹脂的適用期。
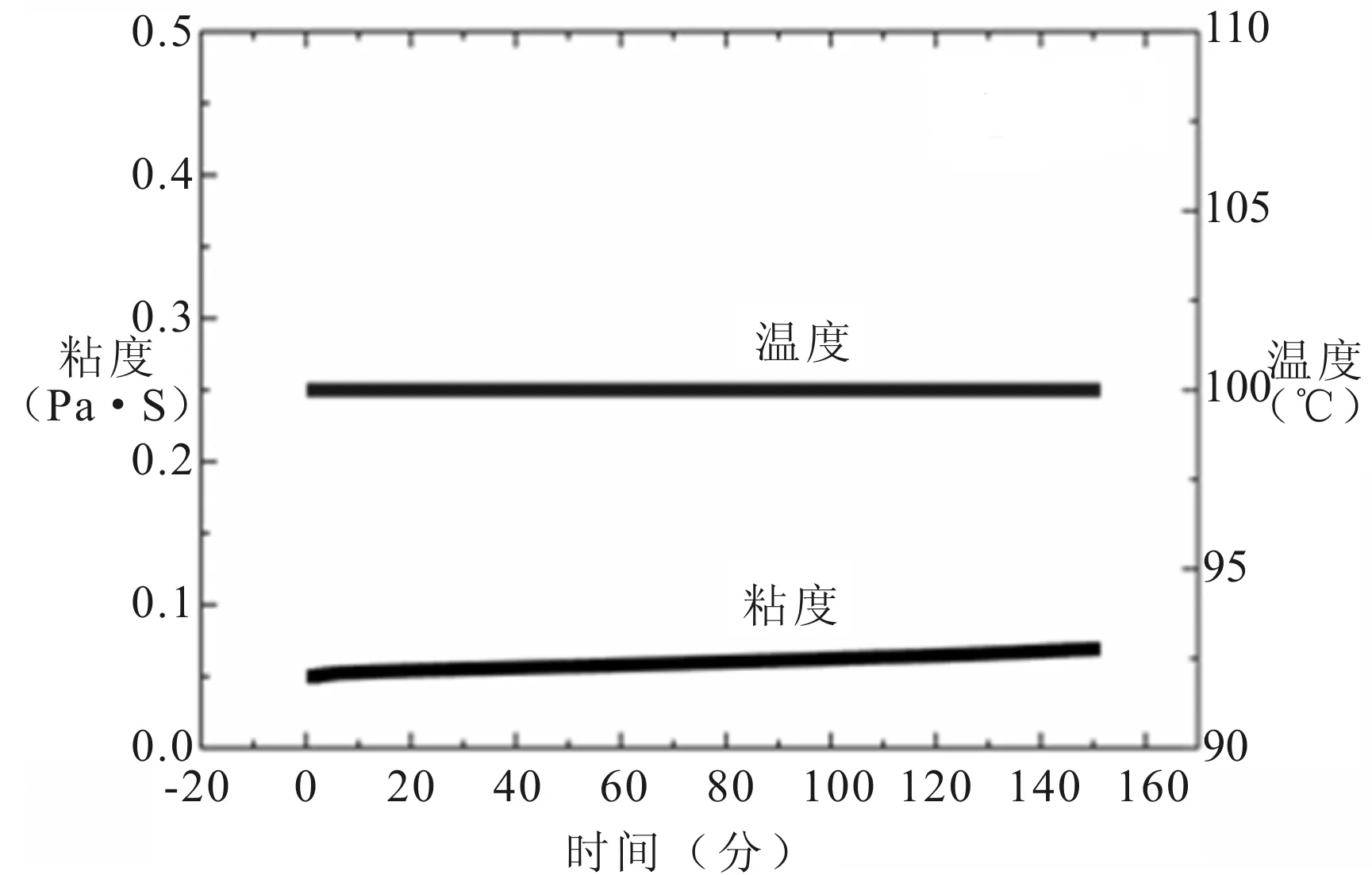
圖3 樹脂適用期研究
通過對樹脂體系粘度變化的測量,可以得到:在120min內(nèi),體系粘度基本保持不變。經(jīng)連續(xù)測量研究,得到三批樹脂樣本在100℃下的適用期分別為8.93h、7.76h、8.83h,平均值為8.51h。
2.3 固化時間
未固化的環(huán)氧樹脂是黏性液體或者脆性固體,沒有實用價值,只有與固化劑進行固化,生成三維交聯(lián)網(wǎng)絡結構,才能使其力學性能、熱穩(wěn)定性和化學穩(wěn)定性等都有顯著提高。本試驗采用差示掃描量熱分析法(DSC,見圖4),以50℃/min速率對樣品升溫,做出180℃±2℃的恒溫DSC曲線,在放熱-時間曲線中,求出樹脂體系的放熱峰從開始到結束的時間,即為體系的理論固化時間。
圖4 DSC測試儀器
通過測試,三批樹脂樣品的固化時間分別為43.4min、41.2min、46.9min,平均值為43.9min,偏差較小。
2.4 玻璃化轉(zhuǎn)變溫度
玻璃化轉(zhuǎn)變溫度是聚合物的特征溫度之一。聚合物在玻璃化轉(zhuǎn)變時,對力學性質(zhì)如形變、模量有明顯影響,并對許多其他物理性質(zhì)如比熱容、熱導率、介電常數(shù)、膨脹系數(shù)等都有重要影響。動態(tài)力學熱分析法(DMA)是一種高精度的玻璃化轉(zhuǎn)變溫度測量方法。DMA測試將會得到如圖5所示的聚合物儲能模量、線性坐標正切δ與坐標溫度的關系曲線。其中玻璃化轉(zhuǎn)變溫度發(fā)生在復合材料的儲能模量顯著降低區(qū)域,儲能模量兩條切線的交點即為材料的玻璃化轉(zhuǎn)變溫度。
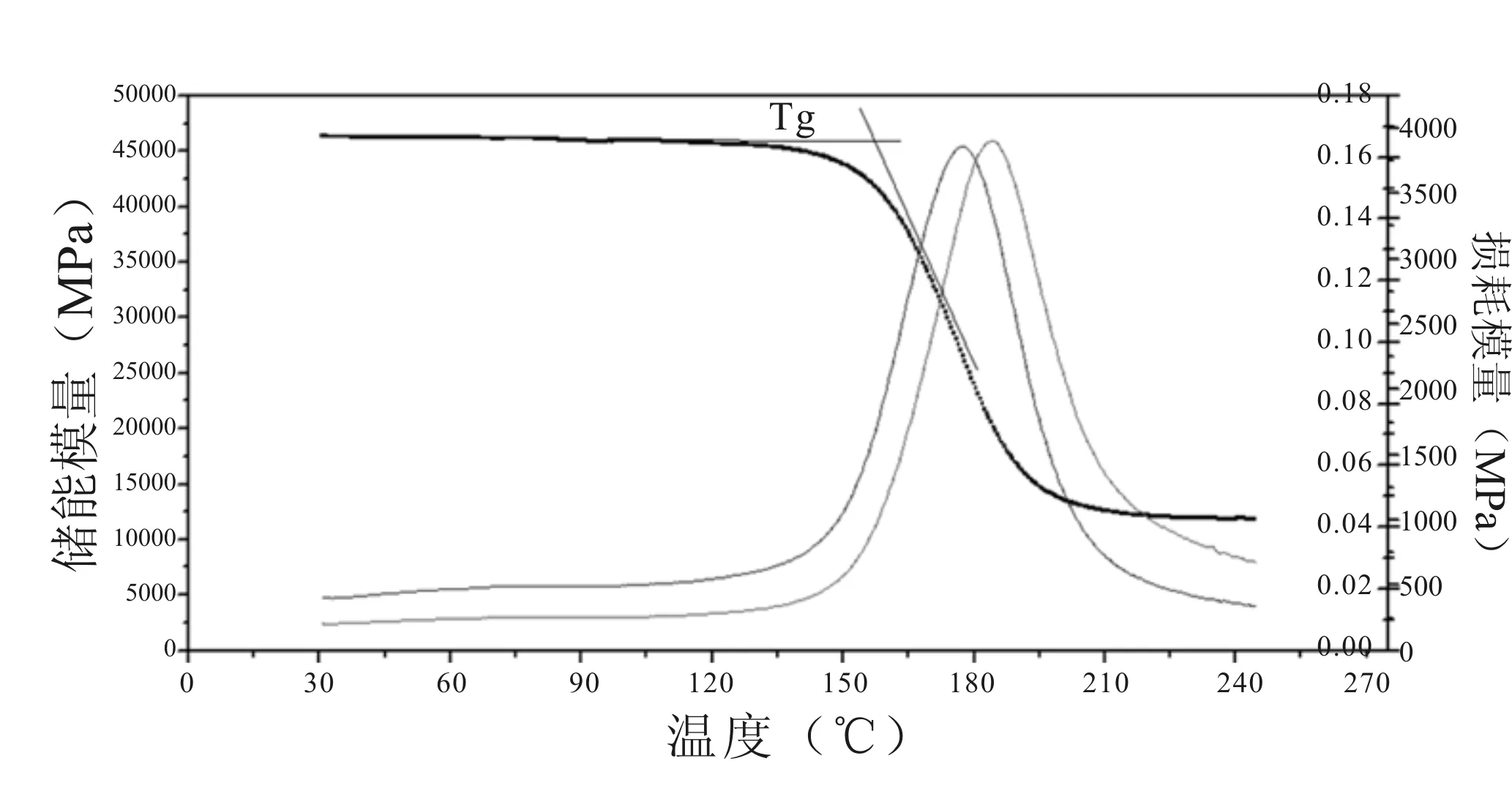
圖5 玻璃化轉(zhuǎn)變溫度的測試曲線
2.4.1 澆注體
按照ASTM D 4065要求,自制澆鑄環(huán)氧樹脂板材,在180℃±2℃下固化2h,然后切割成為56mm×12mm×2mm的標準試樣,采用DMA法進行澆鑄體玻璃化轉(zhuǎn)變溫度測試(見圖6)。

圖6 RTM6-2樹脂澆鑄體DMA測試曲線
試驗測得樹脂澆鑄體的玻璃化轉(zhuǎn)變溫度在203℃~207℃之間,數(shù)據(jù)離散很小。
2.4.2 層合板
按照ASTM D 7028測試方法規(guī)定,采用動態(tài)力學分析儀器進行纖維增強聚合物基復合材料玻璃化轉(zhuǎn)變溫度(Tg)的測試(見圖7)。
試驗測得樹脂澆鑄體的玻璃化轉(zhuǎn)變溫度在160℃~167℃之間,數(shù)據(jù)離散很小。
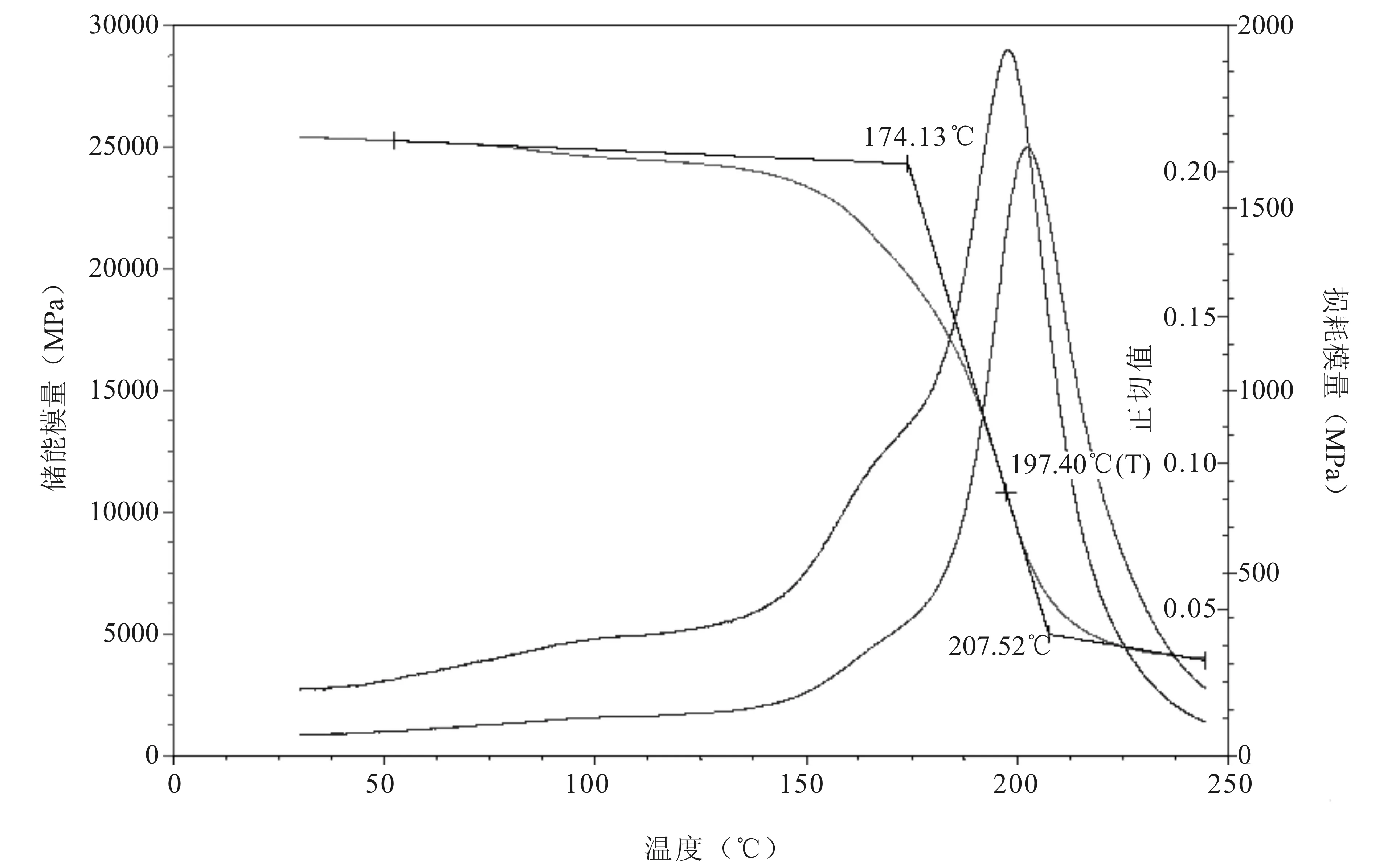
圖7層合板干態(tài)試樣DMA測試曲線
2.5 孔隙率
孔隙是復合材料成型過程中形成的空洞,孔隙缺陷的存在會降低復合材料的力學性能和濕熱性能,嚴重影響到復合材料的可靠性。按照ASTM D2734中方法A測試層合板的孔隙率,其基本原理是單獨測量樹脂、增強材料和復合材料的密度,然后測量樹脂含量并計算復合材料理論密度,并與測量得到的真實密度對比,密度的差異表明孔隙率的存在。試驗結果如表3所示:
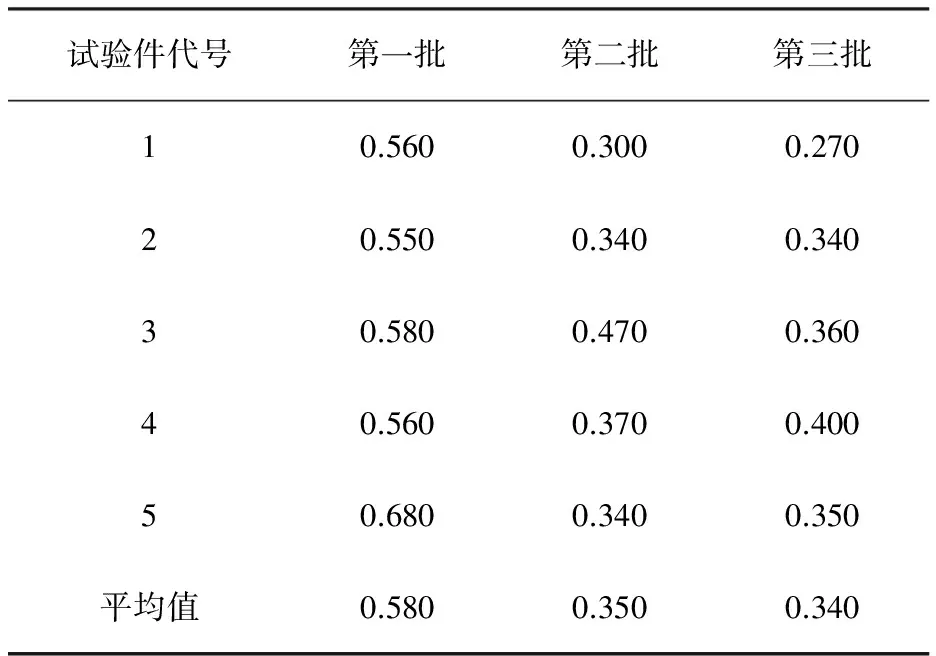
表3 層合板孔隙率測試結果表(%)
在樹脂基纖維增強復合材料中,當孔隙率低于某個臨界值時,孔隙率對碳纖維復合材料的層間剪切強度、彎曲強度和拉伸強度等性能無明顯影響[8]。依據(jù)以往研究經(jīng)驗,引起材料力學性能下降的臨界孔隙率是1%,本試驗測得的三個批次的層合板的孔隙率均小于1%,孔隙缺陷很小。
2.6 纖維體積含量
碳纖維復合材料層合板不能采用馬弗爐中灼燒法去除樹脂,該過程會造成碳纖維損失,按照ASTM D3171方法要求,采用溶液萃取法將層合板中的樹脂去除,進行層合板纖維體積含量的測定,結果如表4所示。
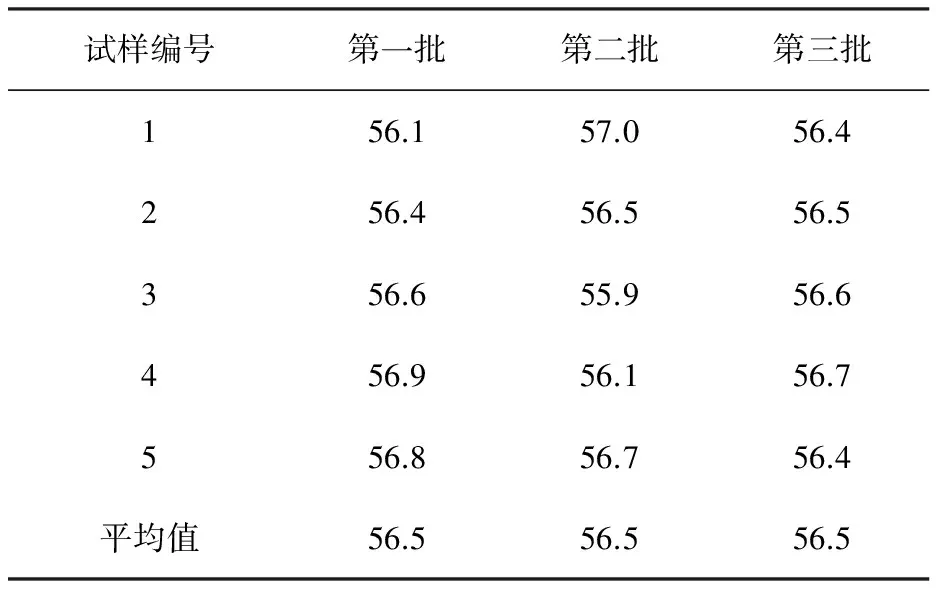
表4 層合板纖維體積含量測試結果(%)
在樹脂基纖維增強復合材料中,纖維體積含量決定著復合材料的力學性能。纖維體積含量過低會導致復合材料力學性能的降低;過高則又容易導致纖維與樹脂基體脫粘,同樣造成復合材料力學性能的降低。同時,為了保證復合材料力學性能的穩(wěn)定性,纖維體積含量的偏差也應盡可能小。試驗測得層合板的纖維體積含量在56%~57%之間,數(shù)據(jù)離散性小。
2.7 力學性能
按照ASTM相關標準要求,制作試驗試樣,采用Instron 8801、8804、5966型微機控制萬能拉力機對試樣進行測試,計算得到層合板的性能數(shù)據(jù)如表5所示。
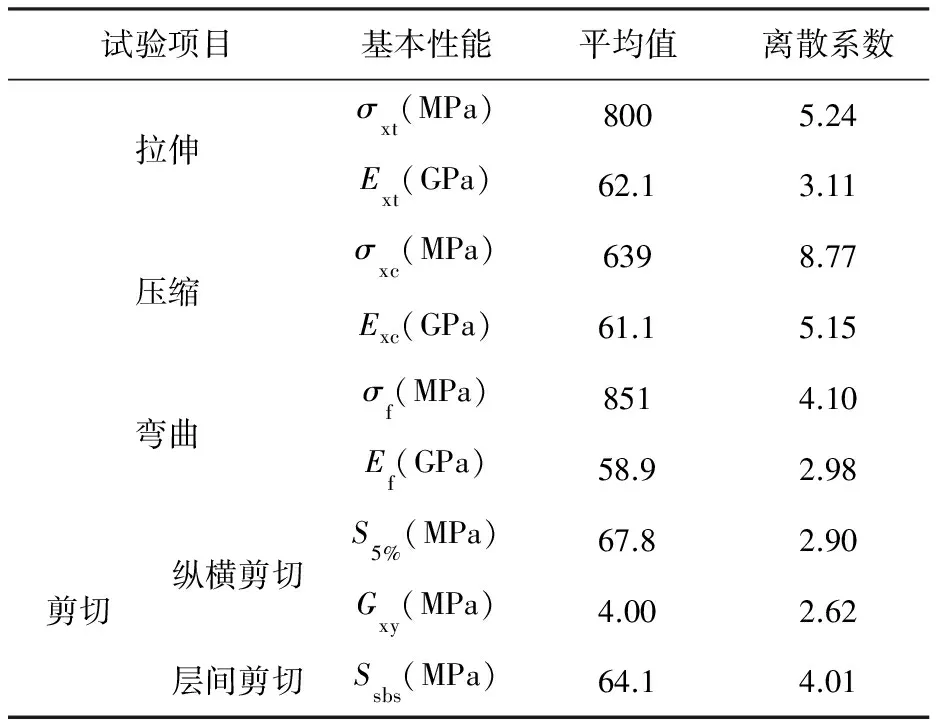
表5 層合板力學性能
試驗中,試驗件的破壞模式均滿足正常破壞要求,試驗數(shù)據(jù)離散較小。表明復合材料的加工制造工藝穩(wěn)定,可以用于制造飛機結構件,試驗的結果數(shù)據(jù)可以用作強度分析。
3 結語
環(huán)氧樹脂RTM6-2適合于VARI成型工藝,通過VARI成型工藝得到的復合材料層合板孔隙率極低,小于1%,纖維體積含量可達55%。通過對復合材料層合板的力學性能分析,數(shù)據(jù)離散均小于10%。表明RTM6-2及G0926材料工藝性能穩(wěn)定,可以通過VARI工藝制造飛機復合材料結構件。
[1] 陳祥寶. 先進復合材料低成本技術[M].北京:化學工業(yè)出版社,2004.
[2] 劉強,趙龍,曹正華.VARI工藝成型纖維增強樹脂復合材料層合板厚度和纖維體積分數(shù)的影響因素[J].復合材料學報,2013,30(6):90-95.
[3] 錢伯章.聚合物基復合材料的新進展[J].化工新型材料,2008,37(6):16-18.
[4] 胡曉睿.復合材料整體結構成形 降低飛行器制造成本[J].國防制造技術,2011(1):32-34.
[5] 劉強,趙龍,黃峰,等.仿真軟件在航空典型結構件上的應用研究[J].材料工程,2007(s1):202-206.
[6] 潘利劍,劉衛(wèi)平,陳萍,等.真空輔助成型工藝中預成型體的厚度變化與過流控制[J].復合材料學報,2012,29(5):244-248.
[7] 魏俊偉,張用兵,郭萬濤.真空輔助成型(VARI)工藝研究進展[J].材料開發(fā)與應用,2010, 25(3): 99-105.
[8] 張阿櫻,張東興,李地紅,等.碳纖維/環(huán)氧樹脂層壓板的孔隙問題[J].宇航材料工藝,2011,41(3):16-19.
猜你喜歡
建材發(fā)展導向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
應用化工(2014年10期)2014-08-16 13:11:29
石油化工應用(2014年8期)2014-03-11 17:40:03
