摩洛哥努奧塔式光熱太陽能電站三期熔鹽罐底板角焊縫施工工藝研究
2018-02-05 09:02:49譚新廣山東電力建設第三工程公司
數碼世界 2018年1期
譚新廣 山東電力建設第三工程公司
1 項目介紹
摩洛哥努奧三期150MW項目,為塔式太陽能熱電機組。利用7400面定日鏡反射和聚焦太陽輻射至吸熱塔的吸熱器。冷熔鹽罐循環泵把300℃的冷熔鹽從冷熔鹽罐輸送到位于塔頂的吸熱器,加熱到565℃后,回到熱熔鹽罐中,再由熱熔鹽泵抽出經過蒸汽發生器系統而產生高溫高壓蒸汽來驅動汽輪機發電系統發電。在日照不足和日落后,熱熔鹽罐的循環泵持續運行,供給蒸汽發生系統進行換熱。
共設計2個熔鹽罐,一個熱罐、一個冷罐。熱罐直徑為41.3米,設計為六層,上兩層壁板高度為2m,下四層每層壁板高度為2.5m,每張板長度均為12米,每層分為11塊板。

熔鹽罐(熱罐)
2 施工工程量
熔鹽罐,熱罐底板角焊縫的焊縫總長度為132米,雙面V型坡口采用雙面焊接。
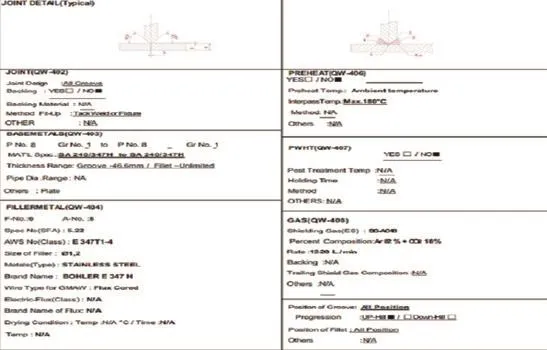
3 圖紙設計
角焊縫壁板厚度為46.6mm設計為對稱的雙面45度V型坡口,留有3mm的鈍邊。坡口與底板的對接間隙為3mm。底板厚度為35mm。要求全部焊透,焊腳寬度為13mm。

4 工藝研究
熔鹽罐焊接主要采用二保焊FCAW,雙面清根焊。熱罐采用WPS:QUA3-PR-WPS10。材質為347H具有良好的塑性和耐高溫低溫的性能,它在焊接熱循環的作用下主要顯現出一下性能。
焊接過程中盡量采用小的線能量輸入,減小熱影響區的范圍,加快焊縫和熱映想去的冷卻速度,對不銹鋼的焊接時有益的。焊接時導熱系數小存在過熱區,也容易造成熱影響區的晶粒長大。焊縫高溫停留時間過長,在高溫狀態下C和Gr形成化合物,在高溫區形成了貧鉻層,也導致了焊縫枝晶傾向加劇。因此必須選擇線能量較小的焊接方法。
由于導熱系數小而線膨脹系數大,自由焊態下焊接容易長生較大的變形,選用能量集中,熱影響區窄的焊接方法能在一定程度上減小焊接變形。
這種鋼具有較高的變形能力并且不可淬硬,而且它的碳含量也很低,所以總的來說焊接性還是不錯的。但是由于導熱系數低,熱膨脹系數大,局部加熱時溫度分布不均勻,收縮量大等都將使接頭在焊接過程中產生加大的應力。在焊接的時候應當注意這方面的問題,焊接時一定盡量減少和避免這種受熱不均勻的現象發生。焊接速度也應當適當的加快。
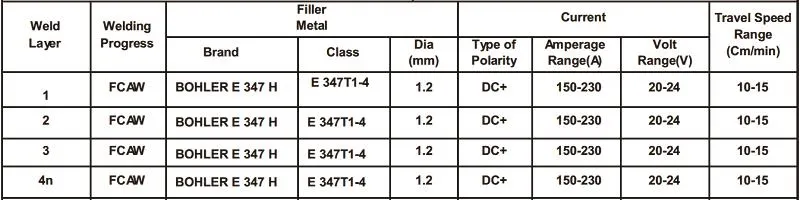
5 焊材
5.1 焊絲采用BOHLER 347H的藥芯焊絲
焊材堆放必須離地面300mm,與墻壁距離300mm,焊絲以盤裝供應每次一盤,每臺焊機焊接結束時要把焊絲盤交回焊材庫。根據ASME規范第II卷C篇‘焊條,焊絲和填充材料’和第VIII卷第一冊,第IX卷的相關規定。
6 施工難點重點
(1)由于罐體壁板采用拖拉收緊對口,滾動導致壁板鈍邊比原設計形式加厚至少一倍,造成打底焊透困難,增加打磨清根難度。
(2)施工方案如果先外側后內側焊接,在罐內清根。根據設計內部坡口小于外側,且清根時磨工需跪趴底板上,打磨工作強度大、視線較差;且打磨灰塵較多,密閉空間不易擴散,勞動條件差。此外罐內采用電燈照明,光線差,不利于檢查清根質量。所以采用先內側焊接后外側清根焊接。
(3)壁板與底板連接形式為帶坡口的T型角焊縫,焊接填充量大,焊接應力較大,焊接過程中角變形不可避免。焊接變形的控制極為關鍵。
7 施工方案
7.1 人力和機械準備
人力;熔鹽罐需要10-12二保焊工。
機械;二保焊機10-12臺。
電源需求;至少1000KW(熱處理設備及電焊機)。
氣體;Ar+CO2混合氣若干。
7.2 對口
壁板受拼接摩擦影響,其坡口鈍邊最厚處達到8mm,因此,第一層壁板落下前,需對壁板坡口鈍邊進行打磨,避免落下后再打磨,可極大減小打磨工作量、增加打磨效率和打磨效果。鈍邊符合圖紙設計要求尺寸3mm,然后進行對口安裝,對口間隙3mm。
7.3 坡口清理及打底
冷落罐前需提前打磨鈍邊,減小鈍邊厚度。焊接前清理好坡口內部的鐵銹和油污,對焊縫兩側30mm內的鐵銹油漆進行打磨清除,對口間隙不小于3mm。
采用半自動二保焊的焊接方法,從罐內側進行打底,采用分段退燒的焊接方法能及有力的控制焊接角變形,焊工對稱分布同時朝同一焊接方向進行施焊。
7.4 清根及PT檢驗
罐外部進行清根,必須保證缺根部陷清理徹底,和根部的坡口間隙夾角不能太小,要大于3mm確保背部焊接的熔合度。對于打磨缺陷造成的凹坑用半自動二保焊的焊接方法進行補焊,保證根部平整度不影響填充的焊接。對焊縫兩側30mm內的鐵銹油漆進行打磨清除。
外部清根優勢:照明充足,便于檢查清根質量;外側坡口角度大易于清根;無揚塵、工作條件好。
對清根后的焊縫進行PT檢驗,對發現的缺陷進行再次打磨,直到消除缺陷為止。打磨時注意坡口寬度平直度以保證焊接完成后焊縫外觀的平直和焊縫的均勻度,著重注意T型焊縫附近的打磨和PT缺陷的消除。對于深度缺陷打磨后造成的凹坑用半自動二保焊的焊接方法進行補焊,保證根部平整度不影響填充的焊接。
7.5 防變形措施
壁板和底板間需要用槽鋼或者鋼板進行固定(如圖),以減小底板變形量。加固前要測量底板與壁板的垂直度,保證壁板在焊接前垂直于底板,,采用小的焊接參數較快的焊接速度,分段退燒多層多道的焊接方法控制焊接變形。


7.6 填充和蓋面
采用小電流、低熱輸入量的二保焊代替埋弧焊接。施焊時采用多層多道的方法,盡量保證每道焊縫小厚度小電流快的焊接速度。焊接采用逆時針的間斷焊,焊工以罐的對稱方向進行對稱焊接。具體方案如下:
(1)將罐角焊縫等分成11段,每段長度21.6m。每段以1m的長度進行劃分,逆時針方向分別標記成1號至22號。(見圖)
(2)11個焊工分別同時從1號位置開始對稱焊接,然后依次焊接3,5,7,…21位置,然后再焊接2,4,6,…22。
(3)為防止變形,一層焊完再焊下一層,11個焊工的焊接速度保持一致。控制好層間溫度,層間溫度不超過230℃。焊縫接頭處要錯開,并且要打磨好接頭處的焊縫余高,保證焊縫平整度。
(4)在填充完畢之后,利用機械打磨的方式把焊縫打磨平整,11個焊工統一蓋面保證焊腳尺寸和厚度的要求。

7.7 擋風
焊接工作以前做好擋風措施,內部焊接時由于外側氣流會從坡口間隙進入影響焊接質量需要用保溫棉或者其他防火材料在外側坡口覆蓋,阻擋外側氣流進入坡口。外部焊接時必須用防火篷布做好擋風措施,以保證焊接工作的順利進行和焊接質量的保證。
8 經驗反饋
熔鹽罐的結構都是用板材制成的,這種結構的特點是:主體結構接頭形式大多為直線形長焊縫,焊接施工工程量大,特別適合自動化焊接。手工二保焊具有工效高、質量好等一系列優點,因此在制造行業得到廣泛使用。
儲罐現場焊接方面,和傳統的手工電弧焊相比,手工二保焊是一個巨大的進步,我公司進行儲罐施工任務,儲罐的焊縫又全部為安裝焊縫——橫焊,立焊和角焊縫,加強對此項技術的研究開發,對社會和公司的發展有著重要的意義。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36