一種手機(jī)鏡片模具模仁表面霧化加工新方法
2018-02-18 10:31:36高賈順
裝備制造技術(shù) 2018年11期
關(guān)鍵詞:振動
高賈順
(廈門海洋職業(yè)技術(shù)學(xué)院機(jī)電工程系,福建 廈門361000)
0 引言
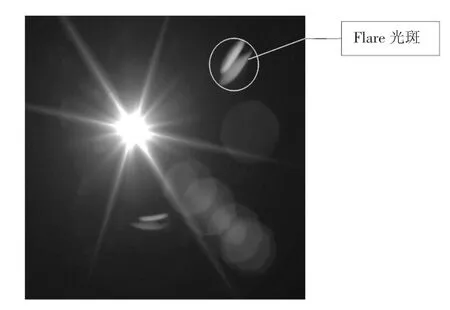
圖1 白光光源下的Flare光斑

圖2 手機(jī)鏡頭
近幾年,隨著科技的發(fā)展,人們對手機(jī)鏡頭品質(zhì)的要求越來越高。有時(shí)人們會發(fā)現(xiàn)手機(jī)拍出的照片上多了一些紅色、黃色等Flare光斑(見圖1),其原因是鏡頭外光線從鏡頭通光孔射入鏡片后經(jīng)過若干次幾何光學(xué)反射和折射,照射到鏡片的非有效徑表面(見圖2),又經(jīng)過一系列折射和反射后與正常光線一起被傳感器接受,通過軟件解析最終形成“失真”照片。為消除Flare光斑,需要解決光線傳播到鏡片非有效徑表面的問題,即需要把傳播到鏡片非有效徑表面光線“打散”(漫反射)。目前手機(jī)鏡頭中的鏡片絕大部分均采用注塑成型,本研究需要解決注塑模具模仁非有效徑表面霧化問題。當(dāng)前主流的霧化工藝是霧化結(jié)果較為相似的噴砂處理工藝和EDM霧化工藝[1-5]。噴砂霧化和EDM霧化后模仁非有效徑表面霧化顆粒感較明顯且具備一定的光學(xué)霧化效果。一般情況下噴砂時(shí)砂粒尺寸越小,EDM凹坑越精細(xì),反光亮度越低,霧化效果越顯著,但是凹坑尺寸不均勻以及表面紋理規(guī)則程度低致使一些高端手機(jī)鏡片模具模仁非有效徑區(qū)域霧化效果并不理想。基于以上原因研究者想出了其他霧化處理工藝,譬如在鏡片模具模仁非有效徑區(qū)域利用激光打孔機(jī)床打盲孔,其霧化效果較理想,表面紋理規(guī)則程度高,但激光加工容易灼傷模仁光學(xué)有效徑表面影響光學(xué)成像效果。在不破壞手機(jī)鏡片模具模仁有效徑區(qū)域前提下為使非有效徑區(qū)域具備有規(guī)律可尋理想霧化效果,本研究提出利用超聲波切削加工模仁非有效徑區(qū)域的新方法。
1 理論分析
超聲振動切削從微觀上看是一種脈沖性振動切削[6]。在單個完整全振動周期中,超過70%時(shí)間的里刀具與被加工工件、切屑徹底分離,刀具的有效切削時(shí)間比較短。刀具與被加工工件以及切屑斷續(xù)性接觸,這就使得刀具所受到的摩擦力變小,所產(chǎn)生的熱量急劇減少,切削力顯著下降,避免了普通切削產(chǎn)生時(shí)的“讓刀”現(xiàn)象,并且不產(chǎn)生積屑瘤。當(dāng)?shù)毒叩恼駝臃较蚝凸ぜ跈C(jī)床工作臺上的運(yùn)動方向平行時(shí)(見圖3),在常用機(jī)床上就可以進(jìn)行精密加工平面度、圓度、圓柱度、平行度、直線度等。工件形位公差主要取決于加工時(shí)機(jī)床主軸及導(dǎo)軌精度,最高可達(dá)到接近零誤差,使以車代替磨、以鉆代替鉸、以銑代替磨成為可能。與高速硬切削相比,超聲波加工不需要高的機(jī)床剛性,而且不破壞被加工工件表面金相組織。在曲線曲面輪廓零件的精加工中,可以借助數(shù)控車床、加工中心等進(jìn)行仿形加工,可以節(jié)約高昂的數(shù)控磨床購置費(fèi)用[6-7]。當(dāng)工件運(yùn)動方向與刀具振動方向不在一條直線上時(shí)(見圖4),工件表面被加工出鋸齒狀的紋路。紋路軌跡取決于振動形式、振幅、刀具前角、刀具后角、頻率和工件運(yùn)動速度。本研究選取彎曲振動形式來驗(yàn)證利用超聲振動切削加工鏡片模具模仁非有效徑霧化表面的可行性。
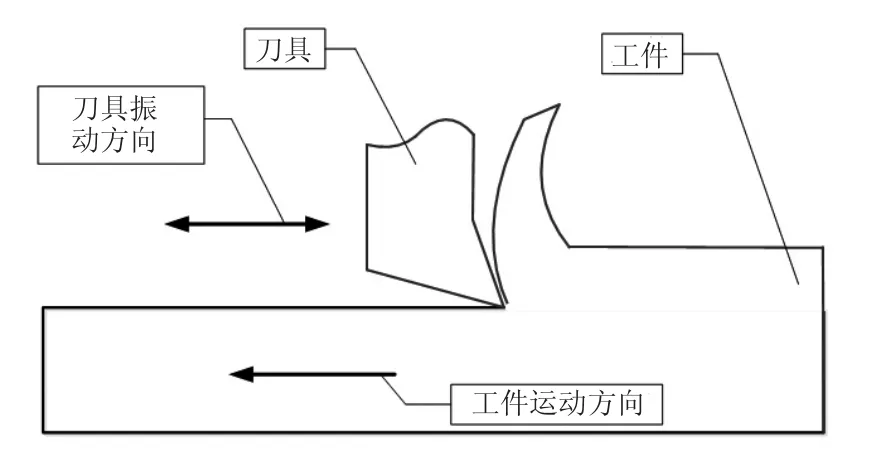
圖3 刀具振動方向和工件運(yùn)動方向平行

圖4 刀具振動方向和工件運(yùn)動方向不平行
夾心式彎曲振動換能器是在兩圓形金屬棒之間裝夾有一組半圓形的壓電陶瓷片,并適當(dāng)安排極化方法,通過螺釘施加預(yù)緊力而構(gòu)成[8-10]。夾心式彎曲振動換能器的壓電陶瓷是半圓形的,并且上半片與下半片極化方向完全相反,由四個陶瓷半圓片組成,這與縱向振動夾心壓電陶瓷換能器結(jié)構(gòu)有所區(qū)別。由于壓電陶瓷本身的伸縮特性,當(dāng)施加模擬驅(qū)動電壓時(shí)夾心式彎曲振動換能器就會產(chǎn)生伸縮運(yùn)動。在模擬驅(qū)動電壓為正的半個周期內(nèi),上側(cè)壓電陶瓷伸長,下側(cè)壓電陶瓷收縮;在模擬驅(qū)動電壓為負(fù)的半個周期內(nèi),效果則剛好相反,這樣就形成了彎曲振動形式,本研究采用的就是彎曲振動。在提高面型精度的前提下,超聲振動要求刀具振動方向與切削方向一致,刀尖振動方向與工件的線速度不一致時(shí),理論上可以加工出鋸齒狀霧化表面[4]。
在超聲振動切削加工中刀尖的位移公式為:
式中,f為振動頻率;A為振動幅度。
由上面兩式可得刀尖的速度為:

假定被加工工件靜止時(shí),刀尖相對工件的偏角為θ,工件運(yùn)動速度為v0,由上式可得刀尖相對工件的運(yùn)動方程:

式中:x,z分別為刀尖相對于工件在x軸和z軸上的位移分量。
位移方程為:
由以上兩式得出刀尖的運(yùn)動軌跡(圖5)。

圖5 刀尖運(yùn)動軌跡
2 實(shí)驗(yàn)驗(yàn)證
2.1 實(shí)驗(yàn)方案
本研究采用單因素實(shí)驗(yàn)法,對比超聲振動加工方法和EDM電火花加工方法霧化表面效果。研究以霧化后工件表面反光亮度和表面紋理規(guī)則程度作為評價(jià)指標(biāo)。表面反光亮度越低,表面紋理規(guī)則程度越高,霧化效果越好。
2.2 實(shí)驗(yàn)條件
超聲振動加工方法采用自行搭建的系統(tǒng)(圖6),系統(tǒng)頻率為19.7 kHz,振幅為8 μm的彎曲振動切削加工系統(tǒng),并將此系統(tǒng)搭建至數(shù)控車床(CKS6140)。刀具為PCD車刀刀片(聚晶金剛石)。工件材料為φ30 mm的STAVAX棒料,加工位置為棒料端面,端面加工時(shí)工件運(yùn)動速度為600 r/min,進(jìn)給量為10 μm,被吃刀量為 10 μm.

圖6 超聲振動車削系統(tǒng)
EDM電火花加工方法采用蘇州新火花SPZ450機(jī)床(圖7)。電極為紫銅電極。工件材料為φ30 mm的STAVAX棒料,加工位置為棒料端面。表1為EDM具體加工參數(shù)。
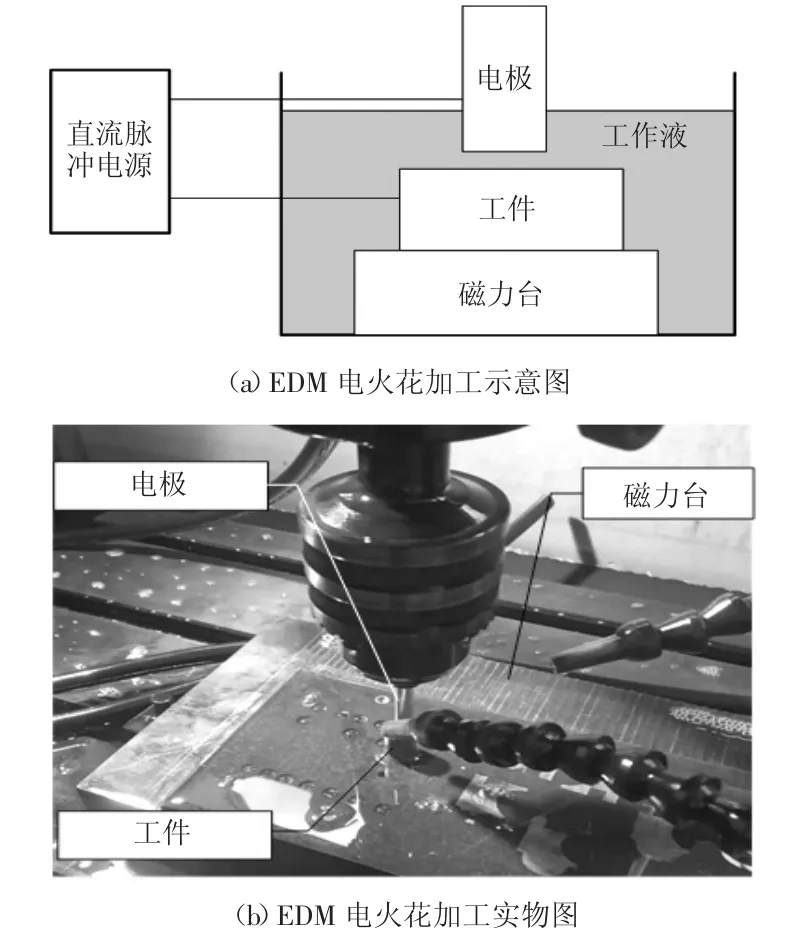
圖7 EDM電火花加工

表1 SPZ450加工參數(shù)
2.3 實(shí)驗(yàn)結(jié)果
測量儀器為激光共聚焦顯微鏡(VKX100K)。結(jié)果顯示:從表面紋理規(guī)則程度對比,相對圖8,圖9中有較明顯的規(guī)則鋸齒波紋,此波紋對于光學(xué)設(shè)計(jì)人員來說相較于EDM霧化表面分布較為規(guī)整,具有可預(yù)測性;從霧化后工件表面反光亮度對比,相對圖9,圖8中有較多的亮斑,反光亮度高,霧化效果不理想。利用超聲波切削加工技術(shù)加工霧化表面的可行性得以驗(yàn)證。

圖8 EDM霧化表面
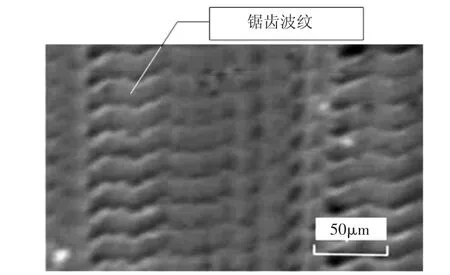
圖9 超聲切削霧化表面
3 結(jié)論
本研究提出一種加工霧化表面的新方法,即利用超聲波切削技術(shù)加工霧化表面;研究了超聲振動切削基本原理;分析了彎曲振動切削時(shí)刀尖運(yùn)動軌跡并以此作為利用超聲波切削加工霧化表面的理論基礎(chǔ);最終實(shí)驗(yàn)驗(yàn)證了利用超聲波切削加工霧化表面的可行性。結(jié)果表明,利用超聲波切削能夠加工霧化表面,且此方法相較于電火花加工方法表面反光亮度底,表面紋理規(guī)則程度高。
猜你喜歡
科學(xué)大眾(2023年17期)2023-10-26 07:39:14
大電機(jī)技術(shù)(2022年5期)2022-11-17 08:12:48
天天愛科學(xué)(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數(shù)學(xué)物理學(xué)報(bào)(2018年4期)2018-09-14 03:40:58
數(shù)學(xué)物理學(xué)報(bào)(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計(jì)算物理(2014年2期)2014-03-11 17:01:44
鄭州大學(xué)學(xué)報(bào)(理學(xué)版)(2014年3期)2014-03-01 04:21:00