手表包金工藝技術研究
2018-03-09 05:36:17賴喜慶劉海華趙可淪
科技創新與應用 2018年7期
賴喜慶+劉海華+趙可淪

摘 要:介紹了包金手表及K金的概念,對手表激光焊接過盈包金工藝進行了研究。采用手表激光焊接過盈包金工藝制備了三種結構(斜面形、折線形和弧形)包金表身,并對其耐腐蝕和可靠性能進行了測試研究。研究結果表明,手表激光焊接過盈包金工藝耐腐蝕性能良好、包金層牢度可靠。
關鍵詞:手表;不銹鋼;包金;K金;過盈;焊接;可靠性
中圖分類號:TQ153.2 文獻標志碼:A 文章編號:2095-2945(2018)07-0066-02
Abstract: This paper introduces the concepts of gold wristwatch and K gold, and studies the technology of interference wrapping gold by laser welding. Three kinds of structures (oblique shape, fold line shape and arc shape) were prepared by the laser welding process of wristwatch, and the corrosion resistance and reliability were tested and studied. The results show that the corrosion resistance and the fastness of the gold coating are good.
Keywords: wristwatch; stainless steel; rolled gold; K gold; interference; welding; reliability
1 概述
金因其稀有性及在自然環境中優良的化學穩定性,以及其高貴的金屬黃色——金黃色,而成為富貴財富的象征。金可作為貨幣流通,亦被做成貴重飾品和貴重及奢侈品的裝飾零部件。金在高檔手表行業中亦被廣泛地應用。然而純金較軟,硬度低,致使純金手表較少,因此金表通常使用的是K金。金表采用K金原因有二:一是K金硬度高,用其制作的手表可靠性良好;二是K金較純金(24K金)價格便宜,有利于節約成本。然而即使是使用K金作為手表制造的原材料其成本仍然不菲。為了在控制手表成本的同時增加手表的檔次,手表上會用金加以裝飾,手表包金工藝技術隨之應運而出。目前用于手表制造的主要原材料是不銹鋼(如316不銹鋼和304不銹鋼),但由于不銹鋼與K金性能上的差異,不銹鋼與K金結合后耐腐蝕性能和結合力不佳。目前手表行業常用的包金工藝有兩種:(1)采用焊膏涂抹在表殼上,再通過高溫過爐的方式將K金與表殼結合起來,即焊膏焊接工藝;這種方式成本相對較高,且在后期使用的過程中,在K金與手表配件間的焊縫中會發生縫隙腐蝕及焊膏外泄等不良現象。(2)即為本文激光焊接工藝。
2 K金
K金是指黃金(Au)與其他金屬(如銀(Ag)、銅(Cu)等金屬)的合金,K是英文單詞“karat”的縮寫,1K約含4.167%的黃金,K金具有硬度高、不易變形及耐磨損等優良性能。根據QB/T 1901.1-2006 《表殼體及其附件 金合金覆蓋層 第1部分:一般要求》4.3包金覆蓋層的規定,手表用包金覆蓋層的純度不得低于58.5%,即手表用包金層的金含量必須大于或等于14K。18K金因同時具有較高的硬度及與黃金極為相近的色澤,為包金手表的首選K金材料。依據ISO 8654《金合金顏色定義、顏色范圍和標記》的規定,14K和18K依據顏色的不同又可分為0N~5NK金,如表1所示。
3 手表激光焊接包金工藝技術
手表外觀組成部件主要有表玻璃、上套、表殼體、巴的、后蓋、表帶(主要有金屬表帶、皮革表帶、等)及表扣等,手表內部件主要有表針、表盤、機心、內罩等。目前國內外包金手表的制備技術為在手表上套上包覆一層200μm~300μm的K金層。其結構包括表殼體、上套、K金金屬圈以及上套與表殼體的中間連接件,中間連接件與表殼體過盈配合連接,包金上套與中間連接件過盈配合連接,K金金屬圈與上套通過多點激光焊接相連。上套基體和表殼均為316不銹鋼材質,K金金屬圈為14K-24K金。K金金屬圈為弧形、折線形或斜面結構,K金金屬圈與上套基體相接觸處的外輪廓相適,上套基體采用契形結構。上套基體與中間連接件過盈配合連接的接觸面粗糙度值為Rα≤2.00,過盈量為30μm~100μm;中間連接件與表殼體通過過盈配合連接的配合接觸面粗糙度為Rα≤2.00,過盈量亦為30μm~100μm;K金金屬圈的厚度為200μm~300μm,K金金屬圈與上套基體焊接連接的焊點不少于3個。
3.1 斜面形結構包金表身制備工藝
表身部件包括:表殼體、中間連接件、上套基體、和K金金屬圈,其中表殼體和上套基體為316不銹鋼制成,K金金屬圈為14K 1N色合金,其結構為斜面結構,厚度為300μm。14K 1N色金屬圈位于上套基體的上方,上套基體與14K 1N色金屬圈的接觸面的外輪廓相同,中間連接件與表殼體通過過盈配合連接,上套基體與中間連接件通過過盈配合連接,14K 1N色金屬圈與上套基體采用多點激光焊接進行連接。
首先將14K 1N色金屬圈與上套基體采用多點激光焊接進行連接,焊點數為10個,焊點均勻分布于14K 1N色金屬圈與上套基體之間;隨后將此包金上套與中間連接件通過過盈配合連接,配合接觸面表面粗糙度為Rα=1.00,兩者過盈量為50μm;隨后將組合好的包金上套整體壓入表殼體中,配合接觸面表面粗糙度為Rα=1.50,兩者過盈量為30μm。
3.2 折線形結構包金表身制備工藝
表身部件包括:表殼體、中間連接件、上套基體、和K金金屬圈,其中表殼體和上套基體為316 不銹鋼制成,K金金屬圈為18K 2N色合金,其結構為折線形結構,厚度為240μm。18K 2N色金屬圈位于上套基體的上方,上套基體與18K 2N色金屬圈的接觸面的外輪廓相同,中間連接件與表殼體通過過盈配合連接,上套基體與中間連接件通過過盈配合連接,18K 2N色金屬圈與上套基體采用多點激光焊接進行連接。endprint
首先將18K 2N色金屬圈與上套基體采用多點激光焊接進行連接,焊點數為5 個,焊點均勻分布于18K 2N色金屬圈與上套基體之間;隨后將此包金上套與中間連接件通過過盈配合連接,配合接觸面表面粗糙度為Rα=1.00,兩者過盈量為100μm;隨后將組合好的包金上套整體壓入表殼體中,配合接觸面表面粗糙度為Rα=0.80,兩者過盈量為80μm。
3.3 弧形結構包金表身制備工藝
表身部件包括:表殼體、中間連接件、上套基體、和K金金屬圈,其中表殼體和上套基體為316 不銹鋼制成,K金金屬圈為18K 5N色合金,其結構為弧形結構,厚度為320μm。18K 5N色金屬圈位于上套基體的上方,上套基體與18K 5N色金屬圈的接觸面的外輪廓相同,中間連接件與表殼體通過過盈配合連接,上套基體與中間連接件通過過盈配合連接,18K 5N色金屬圈與上套基體采用多點激光焊接進行連接。
首先將18K 5N色金屬圈與上套基體采用多點激光焊接進行連接,焊點數為3 個,焊點均勻分布于18K 5N色金屬圈與上套基體之間;隨后將此包金上套與中間連接件通過過盈配合連接,配合接觸面表面粗糙度為Rα=0.80,兩者過盈量為80μm;隨后將組合好的包金上套整體壓入表殼體中,配合接觸面表面粗糙度為Rα=1.20,兩者過盈量為100μm。
4 耐腐蝕性能
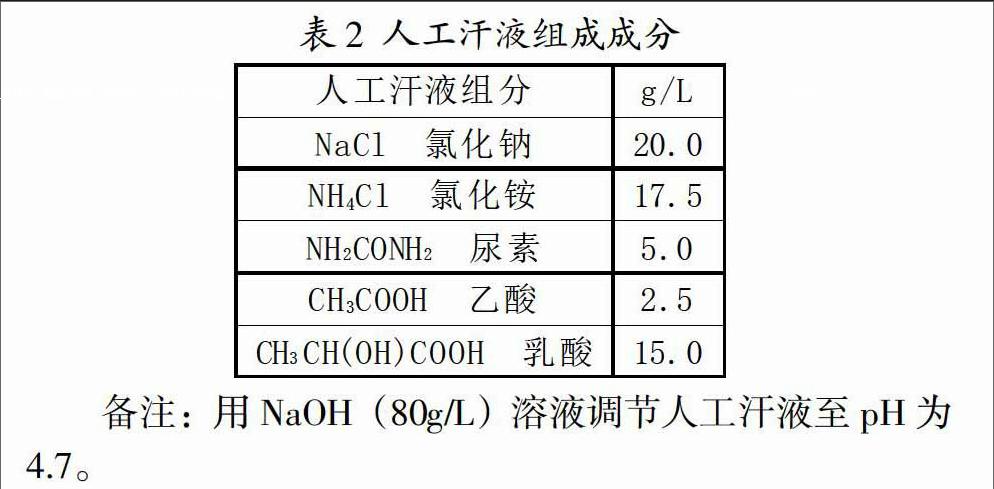
人工汗腐蝕試驗
4.1 檢測條件
HK-D58型精密高溫烘箱(東莞華凱);人工汗液;燒杯等玻璃儀器及塑料薄膜。
4.2 試驗步驟
(1)容器(燒杯)內盛入深度大約為10mm的人工汗液,試樣懸掛在距液面和器壁至少30mm的玻璃鉤上。
(2)將裝有人工汗液及試樣的容器(燒杯)放入40±2℃HK-D58型精密高溫烘箱(東莞華凱)中恒溫48h后,取出試樣,并觀察試樣表面的腐蝕情況。
4.3 評判標準
(1)合格:用清水沖洗后,試樣有效表面的總體顏色未發生變化,且試樣表面無明顯鹽析和銹蝕。
(2)不合格:試樣有效表面的總體顏色發生變化,或試樣表面有鹽析或銹蝕。
人工汗48h腐蝕試驗后,斜面形、折線形及弧形結構包金表身有效表面的總體顏色未發生變化,且試樣表面無明顯鹽析和銹蝕。結果表明,采用激光焊接過盈工藝制備的包金表身耐人工汗腐蝕性能良好。
5 牢度檢測
依據QBT 1898-1993《防震手表》對采用激光焊接過盈工藝制備的斜面形、折線形及弧形結構包金表身進行擺式沖擊試驗。試驗后,包金層未出現脫落、松動等不良現象。結果表明,采用激光焊接過盈工藝制備的包金表身包金層結合力良好。
6 結束語
對手表激光焊接過盈包金工藝進行了研究,研究結果表明,手表激光焊接過盈包金工藝耐腐蝕性能良好、包金層牢度可靠。手表激光焊接過盈包金工藝有效解決了傳統焊膏焊接包金工藝的耐腐蝕性差的問題。
參考文獻:
[1]QB/T 1901.1-2006.表殼體及其附件 金合金覆蓋層 第1部分:一般要求[Z].
[2]ISO 8654.金合金顏色定義、顏色范圍和標記[Z].
[3]QBT 1898-1993.防震手表[Z].
[4]劉海華,宋鵬濤,孔晶.PVD鍍金技術在手表制造行業中的應用[J].科技創新與應用,2016(16):152.endprint
猜你喜歡
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業導報(2016年11期)2016-06-16 15:47:07
企業導報(2016年8期)2016-05-31 18:40:49
石油化工建設(2016年4期)2016-02-27 15:03:16