一種電傳飛控系統測試性架構設計與評估技術研究
2022-02-25 01:39:50
測控技術 2022年1期
(1.空軍裝備部駐西安地區第五軍事代表室,陜西 西安 710076; 2.西安飛行自動控制研究所,陜西 西安 710076)
電傳飛控系統是飛機的核心部件,直接關系到飛行安全和飛行品質。該系統具有控制功能復雜,機載交聯設備眾多,信息交換容量巨大,安全性和可靠性要求高等特點[1]。面對大型運輸機使用安全性、經濟性的高度要求,測試性設計越來越受到各級用戶的高度關注[2],為保證產品的測試性設計滿足指標(檢測率和隔離率)要求,測試性實現滿足設計要求,在產品的研制階段實現測試性能力的不斷改進和持續增長,需要對測試性設計進行評估[3]。
目前在實際工程應用和型號研制中,電傳飛控系統的測試性設計的評估主要以系統的固有測試性設計為基礎[4],進行測試性設計定性分析和符合性評分,指導系統或設備對固有測試性設計進行符合性檢查,確定現有的測試性設計符合程度[5],以便識別測試性設計缺陷,并采取糾正措施,最終滿足系統的測試性設計要求[6]。
早在20世紀70年代,國外就開始在各個軍用項目中廣泛開展測試性與診斷建模的工作[7]。在20世紀70年代美軍發布的“面向功能的維護手冊”中就明確地將維護依存圖作為手冊的重要部分,而維護依存圖正是功能依存模型的一種[8]。在20世紀80年代美國海軍的“集成診斷支持系統”項目中,美國海軍還專門主持開發了“武器系統測試性分析器”并在后續的很多軍用項目中得到使用,美國空軍也通過啟動“通用綜合維修與診斷支持”進行實施。在美軍“電子可靠性設計指南”中也明確推薦將依存模型分析工具應用在測試性分析流程中[9]。目前,測試性建模工具和技術在國外已廣泛地應用在軍用航空、航天、民用航空的多個項目中[10]。在美國國家航空航天局阿莫斯研究中心的UH-60“旋轉翼飛機空勤概念空中實驗室”飛行驗證機上,研究人員以測試性建模技術為基礎研制了“機載健康和使用監控計算機”對飛機進行健康管理方面的改進[11-12]。
同國外相比,國內開展測試性研究起步較晚,大概開始于20世紀80年代中后期[13]。國內所做的工作主要體現在以下幾方面:① 開展了測試性的相關研究,發表了一些相關方法概述的文章和研究報告;② 在重要系統和設備研制中提出了明確的測試性要求;③ 開展了測試性設計分析工作,制定了《裝備測試性大綱》(GJB2547A—2012)、《測試與診斷術語》(GJB3385—1998)等國家軍用標準和相關行業標準;④ 開發了測試性計算機輔助分析軟件等[14-15]。
目前已經有多位學者對多信號流圖模型進行了研究[16],但是對電傳飛控系統的測試性設計、驗證技術和基于診斷模型的測試技術缺乏深入研究[17]。
本文基于電傳飛控系統的組成特點,提出了一種集中/分散結合的測試性架構,建立了一套完整的測試性需求追溯體系。針對電傳飛控系統測試性模型不準確、可信度不高等問題,建立了一套測試性評估體系方法,通過在分布式電傳飛控系統的實踐,驗證了方法的實用性和有效性。
1 研究的總體思路
電傳飛控系統具有部件/組件眾多、交聯復雜等特點,測試性設計存在不同層級的接口交織錯綜、需求追溯困難、完整性不強等問題。本文基于電傳飛控系統自上而下的測試性需求分解,實現了系統測試性設計需求和接口的完善、可追溯。結合系統分布式結構特點,為國內某型運輸機電傳飛控系統研制提出一種集中/分散結合的測試架構,此架構以主飛控計算機為核心,充分利用作動器控制器等節點,實現了分布式電傳飛控系統由控制核心部件向外分層逐級激勵的機內自檢測方法,有效提高了系統故障檢測效率、縮短了檢測時間,在實現發生故障時快速隔離的同時降低了系統測試虛警。
目前在實際工程中采用的固有測試性評估方法在面對高復雜、多余度、多設備的電傳飛控系統時,完全基于紙面的主觀分析,缺乏客觀性,容易造成符合項的遺漏,缺乏完備性,同時工作量巨大,對測試性設計的持續改進沒有幫助。本文首次在大型運輸機電傳飛控系統測試性研制中實現了基于模型評估的可迭代、規范化評估方法,通過建立電傳飛控系統的多信號流的故障傳遞模型,根據桌面測試性模型的評估結果和系統測試性指標要求迭代方案設計,對系統測試性設計的不足進行改進,通過優化電傳飛控系統測試性方案設計,提高了系統的檢測率和隔離率等測試性評價指標,從而驗證了該評估技術和體系方法的合理性、有效性。本文提出的測試性評估方法和建立的測試性評估體系經過了具體項目的驗證,能夠大幅度提高和快速穩定系統的測試性設計能力,同時具有普遍的適用性。
2 分布式電傳飛控系統測試性架構設計
2.1 集中/分散結合的測試架構
電傳飛控系統測試性設計是利用系統內部具有自檢功能的硬件和軟件來共同完成對設備的檢測,用于評定電傳飛控系統硬件運行的正確性。
某型運輸機電傳飛控系統采用了分布式架構,主飛控計算機(PFC)和作動器控制器(ACE)采用GJB289A協議總線進行數據交互,其他部件通過總線或硬線與PFC、ACE交聯。
PFC作為電傳飛控系統周期模態/BIT(Built-In Test)模態切換控制器,通過對系統維護聯鎖條件的判斷,控制整個系統BIT模態的進入/退出。為了避免系統在空中等非期望狀態下進入BIT模態,影響飛行安全,PFC對接收到的輪載信號、指示空速信號和BIT啟動信號進行判斷,采用“嚴進寬出”的設計原則。當“輪載信號為地面”“指示空速小于60 km/h”“BIT啟動信號為進入”3個條件同時滿足時,電傳飛控系統從周期模態進入BIT模態。進入BIT模態后,PFC判斷“輪載信號為空中”“指示空速大于等于60 km/h”“BIT啟動信號為退出”3個條件有一個滿足時,電傳飛控系統從BIT模態退出到周期模態。
系統BIT交聯關系如圖1所示,系統BIT軟件駐留在PFC中,硬件駐留在PFC、ACE、傳感器等各個部件中。PFC按照預先設計的測試內容按一定順序激勵系統的部件或監控器,例如:PFC內部的解調濾波放大電路、通道故障邏輯、離散輸入線路、ACE內部的解調濾波放大電路、伺服監控邏輯、模擬備份控制律以及外部的舵機、傳感器等部件。系統的各個部件和測試單元將響應結果通過GJB289A上傳給PFC,BIT軟件將測試結果與預先確定的、存放在某個確定存儲單元內的數值相比較,比較結果在容差之內,則認為測試通過,否則,認為測試未通過,并且把認定的故障記錄在PFC的NVM(Non-Volatile Memory)之中。整個BIT測試完成之后,PFC將測試結果和故障信息通過AFDX總線上傳給中央維護系統。
系統測試性架構以PFC作為調度核心,結合分布式系統數據傳輸時間延時的影響,充分發揮ACE等各個智能節點的作用,各個節點在PFC的集中調度下自主進行測試,實現了分布式電傳飛控系統集中/分散結合的系統測試架構,有效提高了分布式系統的機內自檢測效率。
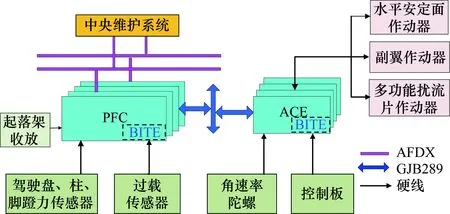
圖1 分布式電傳飛控系統BIT交聯關系示意圖
2.2 分層逐級的測試順序
基于系統測試性架構,整個系統機內自檢測分為3級檢測,如圖2所示,第1級為PFC和ACE基本單元及外圍電路檢測,第2級為傳感器、作動器等獨立部件檢測,第3級為伺服回路、系統輸入輸出鏈路測試。
3級檢測按照順序依次進行。首先進行系統第1級檢測,檢測PFC和ACE的CPU、FPGA等基本計算單元功能是否正常,檢測其外圍存儲功能(RAM、ROM等)、硬件接口單元是否完好;然后進行系統第2級檢測,對駕駛員力傳感器、舵面位置傳感器、加速度計傳感器、角速率傳感器、作動器等獨立部件依次進行檢測;最后進行系統第3級檢測,對系統各個伺服回路子系統工作狀態、輸入輸出信號鏈路是否正常進行檢測。
采用分層逐級激勵的測試邏輯為維護系統故障分析提供程序接口。為了實現系統故障的快速隔離,系統設計了不同檢測級別測試關聯,當第1級檢測結果出現故障時,不進行第2級、第3級檢測;當第2級結果出現故障時,不進行第3級檢測。

圖2 BIT檢測層級示意圖
2.3 完整可追溯的測試性設計
對分布式電傳飛控系統進行自上而下的測試性需求分解,建立了條目化的功能分解,針對測試性設計將電傳飛控系統劃分為系統、分系統、LRU、SRU、功能電路等層級,明確各層級間接口和功能需求的傳遞。
如圖3所示,考慮到電傳飛控系統的功能分布及組成特點,將系統劃分為PFC分系統、ACE分系統、傳感器分系統、作動器分系統和座艙控制分系統5部分,每個分系統都是由若干LRU級部件組成,對于復雜組成的電子產品如PFC和ACE等列出其SRU層、功能電路層等更低層次的結構關系。
系統FMEA(Failure Mode and Effects Analysis)作為整個測試性設計的基礎,采用功能法與硬件法相結合的方式建立層次化的FMEA。通過功能分析,建立每一個功能模塊的故障模式編碼、故障模式以及故障影響等特征值,示例如表1所示。依托底層的故障模式表,通過自底向上的故障傳遞過程,以本層的故障影響作為上一層的故障模式為基本規則,通過層層傳遞、層層嵌套、層層約束的設計與編制方式,最終形成層次化的FMEA。
以系統及其各個組成部件的FMEA為基礎,以FMEA中的故障模式為檢測對象,由上向下建立上、下層級間以及同層間的接口關系,由下向上逐層建立測試性模型,進行完整可追溯的分布式電傳飛控系統測試性設計。

圖3 測試需求分解過程

表1 功能模塊分析示例表
3 基于模型的測試性評估技術研究
基于工具建模的測試性評估方法使用專業的測試性建模工具,以電傳飛控系統FMEA為基礎,建立多信號流的測試性模型。考慮到電傳飛控系統的特點,將整個系統分成系統、分系統、LRU、SRU、功能電路等層次,通過有向圖的形式建立故障模式的故障影響傳遞關系,在系統建模基礎上得到系統各層級故障模式的依存矩陣。具體的評估方法如圖4所示,整個過程分為數據準備、圖形化建模、測試性分析和評估3個主要部分。
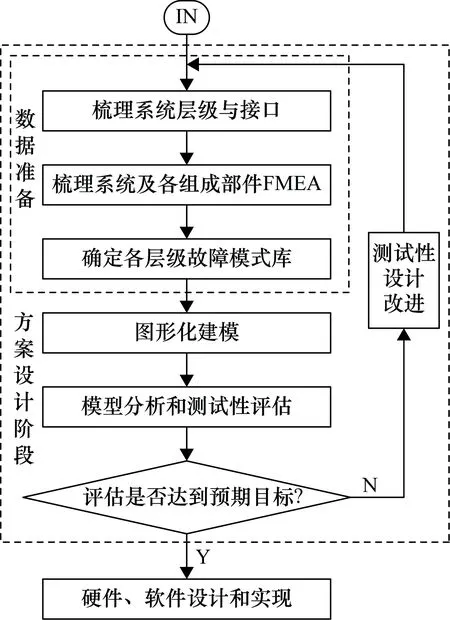
圖4 測試性建模評估方法流程圖
3.1 數據包準備
① 結構關系和交聯接口數據包。以系統方案和系統接口設計為輸入,建立各層級之間以及同層之間的結構關系數據包。
② FMEA數據包。梳理系統及其各組成部件不同層級的FMEA,并對FMEA中的故障概率非常低、可以合并的故障模式進行篩檢,形成不同層級的FMEA數據包。
③ 故障模式與測試關系數據包。梳理測試性設計,明確故障模式與測試之間的關系,形成故障模式與測試關系數據包。
3.2 圖形化建模
圖形化建模是測試性建模的核心。本研究中需要對電傳飛控系統進行一級維護(LRU級)和二級維護(SRU級)的測試性設計能力的評估,因此本研究中的圖形化建模在SRU級以下的功能電路級建立故障模式,在SRU及以上建立結構圖。
① 結構模型圖處于整個模型圖的上層,說明產品內部各模塊之間的相互影響關系,根據結構關系和交聯接口數據包建立電傳飛控系統、分系統、LRU以及SRU的輸入輸出接口定義,以及上下層級以及同層級間的信號連接。
② 根據FMEA數據包建立有向圖形式的故障模式及其故障傳遞關系,計算機分系統中接口部分的故障模式傳遞圖部分如圖5所示。
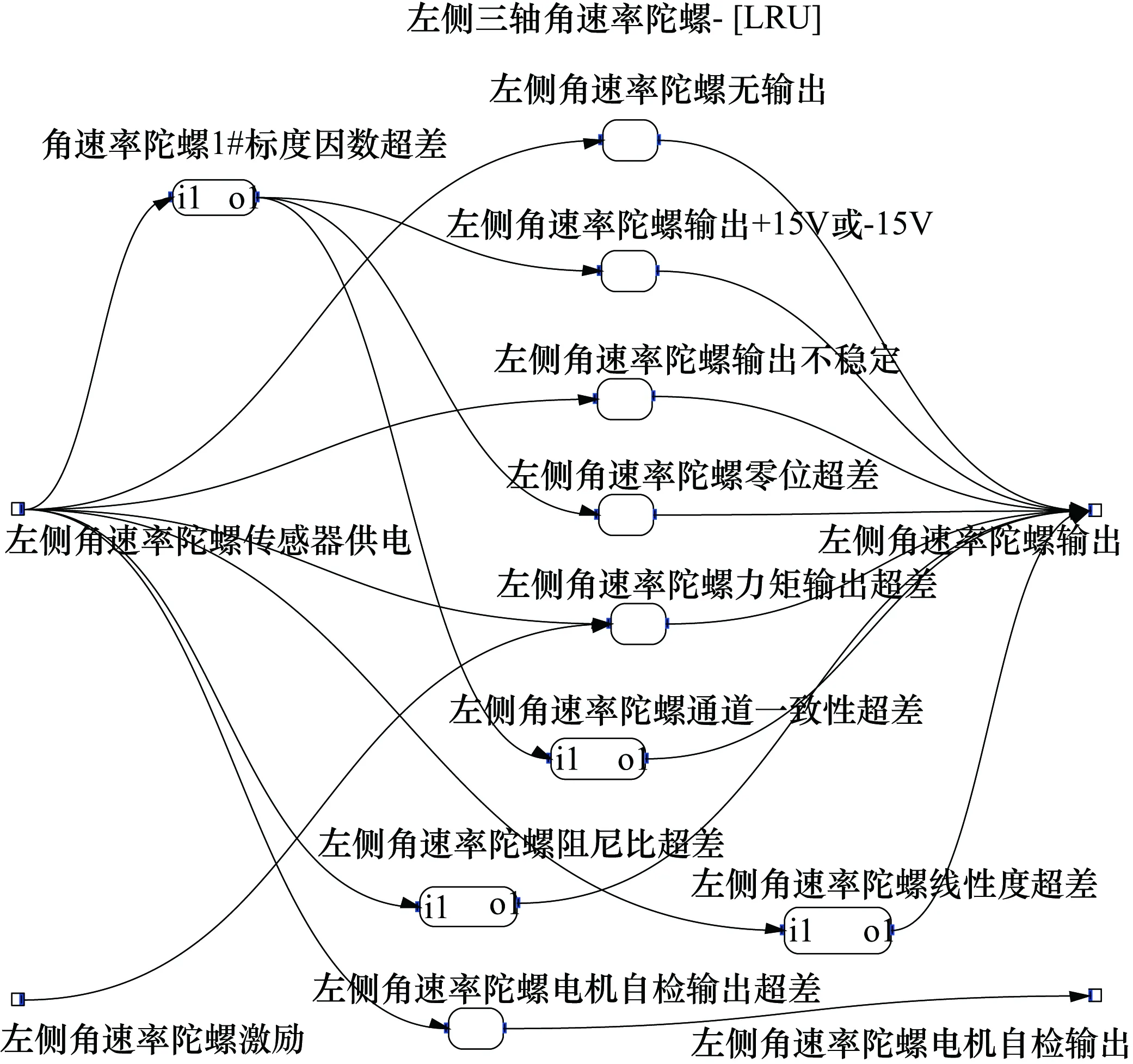
圖5 有向圖的故障模式傳遞圖
③ 對復雜電子產品(PFC、ACE和控制板)建立功能電路級故障模式,對機電類產品(傳感器和舵機)建立LRU級或SRU級故障模式,對其中的電氣特性部分或間接反映到產品電氣特性部分建立了更低層次的故障模式。
④ 建立故障模式的相關屬性,包括故障模式的影響信號、故障率等信息。
⑤ 根據故障模式與測試關系數據包判斷故障的傳遞關系,即判斷該故障會受哪些輸入信號的影響,故障會影響哪些輸出信號,故障與故障之間的傳遞關系是什么,然后建立故障模式和輸入信號(即輸入端口,信號通過端口傳輸)之間的連接、故障模式之間的連接、故障模式和輸出信號(即輸出端口,信號通過端口傳輸)之間的連接。
測試點決定測試的位置,以檢測故障是否發生,可以是硬件電路BIT、軟件形式或軟硬件結合的形式,每個測試點上可以添加多個測試,并給測試分配可以測到的功能信號。
3.3 測試性分析與評估
在建立圖形化的測試性模型后,可以通過測試性建模軟件對系統模型進行分析,以達到對測試性設計進行評估的目的。測試性分析包括靜態分析和動態分析。
靜態分析主要是依據建立的系統測試性模型,分析測試性設計的故障檢測覆蓋和隔離情況,以發現測試性檢測與隔離的缺陷,支持設計的權衡優化。通過模型的靜態分析可以得到不同檢測方法下的不可檢測故障、模糊組、冗余測試等的分析結果。
① 不可檢測故障。在系統方案設計過程中,針對分析得到的不可檢測故障,通過優化分析、增加相應測試的方法來改進測試性設計。
② 模糊組。針對分析得到的模糊組,可通過優化分析過程,采取增加測試或斷開反饋環等方法減少模糊組,以提高系統的檢測隔離率。
③ 冗余測試。權衡選取冗余測試中的一個測試作為設計用測試點,刪除其他冗余的測試點,以減少系統復雜度,提高系統可靠性。
通過對電傳飛控系統的測試性模型進行靜態分析,對測試性設計進行了評估,根據得到的測試性設計的優化建議,對測試性設計進行改進。
動態分析主要是指根據建立的系統測試性模型,通過分析和計算來估計測試性設計可能達到的量值,并與規定的指標要求進行比較,分析是否滿足指標要求的過程。動態分析的主要目的是通過估計測試性指標是否滿足規定要求,來評價和確認已進行的測試性設計工作,找出不足,改進設計。
通過建模工具仿真測試性設計,對測試性方案可行性、有效性進行評估,仿真得到測試性設計關心的測試性指標如檢測率、隔離率,生成測試性報告,設計人員根據報告決定是否需要更改設計。基于工具建模的評估方法對測試性設計評估的有效性的關鍵在于模型的真實性和準確率,本研究中的測試性建模遵循以下原則。
① 真實性。模型應客觀真實地反映所研究對象的本質,即必須準確地反映產品中影響測試性的有關因素與測試性參數的關系。
② 目的性。模型的建立要針對研究的目的,如隔離到不同層次時所對應的模型就不盡一致。
③ 清晰性。模型應清楚、明確地描述所研究的測試性問題。
④ 適應性。模型要適應產品內部結構的變化,便于修改完善。
電傳飛控系統初始測試性模型評估結果如表2所示,通過增加相應的測試點、改進BIT測試內容后,系統具體的測試性設計改進方案部分摘選如表3所示,優化后的系統測試性模型評估結果如表4所示。

表2 系統初始測試性模型評估結果

表3 系統初始評估后的系統測試性設計改進方案

表4 優化后系統測試性模型評估結果
將表2和表4對比可知,通過增加PFC的頂電電容狀態采集等測試點,改進駕駛員傳感器兩余度供電采集和水平安定面作動器備通道功能測試等BIT檢測內容,系統的故障檢測率從85.23%提升到92.35%,隔離到1個LRU的隔離率從80.12%提升至90.15%,隔離到2個LRU的隔離率從88.38%提升至95.23%,隔離到3個LRU的隔離率從90.26%提升至98.07%。可以看出,通過測試性建模結果優化系統測試性方案設計,極大地提高了電傳飛控系統的可測試性。
4 結束語
本文針對電傳飛控系統建立了一種測試性需求完整、可追溯方法,提出了一種集中/分散結合的系統測試架構方案,實現了系統分層級的機內自檢測測試,有效提高了系統的測試效率和維修能力;并且建立了電傳飛控系統基于模型的測試性分析和評估規范化流程,根據建模結果優化電傳飛控系統測試性設計,提高了系統的檢測率和隔離率等評價指標。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
汽車維修與保養(2019年7期)2020-01-06 03:30:42
光學精密工程(2016年6期)2016-11-07 09:07:19
汽車維護與修理(2016年10期)2016-07-10 08:17:41
海峽科技與產業(2016年3期)2016-05-17 04:32:12