42CrMo轉(zhuǎn)子軸與Q235B輻板焊接工藝
2018-03-19 09:19:54朱建瑋莊明輝
電焊機 2018年1期
關(guān)鍵詞:焊縫
朱建瑋 ,莊明輝 ,王 軍 ,呂 迎 ,連 軍 ,馬 振
(1.佳木斯大學 材料科學與工程學院,黑龍江佳木斯154007;2.佳木斯電機股份有限公司,黑龍江佳木斯154007)
0 前言
某企業(yè)開發(fā)的兆瓦級海上風力發(fā)電機的電機轉(zhuǎn)子為42CrMo軸材和Q235B輻板異種鋼焊接結(jié)構(gòu)。電機轉(zhuǎn)子在扭矩、交變載荷、單邊電磁力等[1]條件的影響下,焊接接頭強韌性減弱,導致接頭過早失效,給企業(yè)造成巨大經(jīng)濟損失,因此保證焊接接頭具有足夠的強韌性尤為重要。但電機轉(zhuǎn)子為異種鋼焊接結(jié)構(gòu),物理性能、化學成分及顯微組織等差異較大,接頭易發(fā)生脆化或軟化[2]、脫碳和增碳[3]、熱疲勞損傷[4]、焊接接頭性能劣于母材[5-6]等問題而影響接頭的強韌性。為此探究焊接熱輸入對焊接接頭組織性能的影響規(guī)律具有重要的理論意義和現(xiàn)實價值。
模擬電機轉(zhuǎn)子焊接生產(chǎn)工藝,對比不同焊接熱輸入下對接接頭的顯微組織、拉伸試驗、彎曲性能及不同溫度下沖擊吸收功值,分析沖擊斷口形貌,闡明焊接熱輸入對接頭組織性能的影響,為電機轉(zhuǎn)子焊接提供技術(shù)支撐。
1 試驗方法和材料
對接接頭試板尺寸600 mm×160 mm×40 mm,42CrMo調(diào)質(zhì)狀態(tài),Q235B熱軋狀態(tài)。焊材選用焊條J507R φ3.2 mm、焊絲 ER50-6 φ1.2 mm。采用焊條電弧焊打底,φ(Ar)80%+φ(CO2)20%氣體保護焊填充蓋面,X型坡口,角度60°,鈍邊3 mm;預熱溫度250℃,層間溫度350℃;焊后立即550℃去應力退火,保溫3 h,其他焊接工藝參數(shù)如表1所示。
焊接試樣按國家標準GB/T11345-1989進行超聲波探傷檢測,Ⅰ級標準;按照GB/T2649-1989取樣焊接試板,采用OLYMPOS-GX71金相顯微鏡觀察焊接接頭的組織形貌特征,拉伸試驗和彎曲試驗參照GB/T2651-1989和GB/T2653-1989,沖擊性能試驗參照GB/T2650-1989,夏比V型缺口,20℃和-40℃對焊縫金屬和熱影響區(qū)進行沖擊試驗并分析沖擊試樣斷口形貌,從微觀機理上解讀沖擊吸收功值的變化。
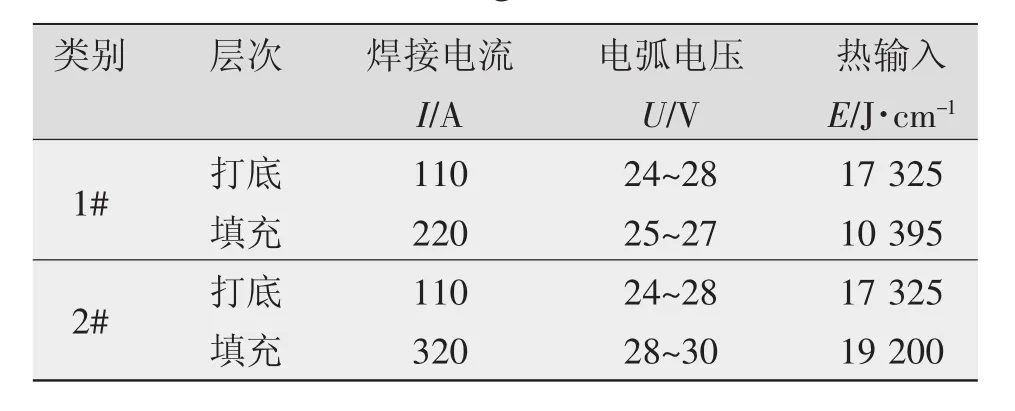
表1 42CrMo與Q235B焊接工藝參數(shù)
2 試驗結(jié)果和分析
2.1 焊接接頭金相組織
不同焊接熱輸入條件下焊根處的金相組織如圖1所示。小熱輸入(見圖1a)焊根部的組織為細小鐵素體和珠光體。大熱輸入(見圖1b)焊根組織為粗大的先共析鐵素體、側(cè)板條鐵素體及珠光體。
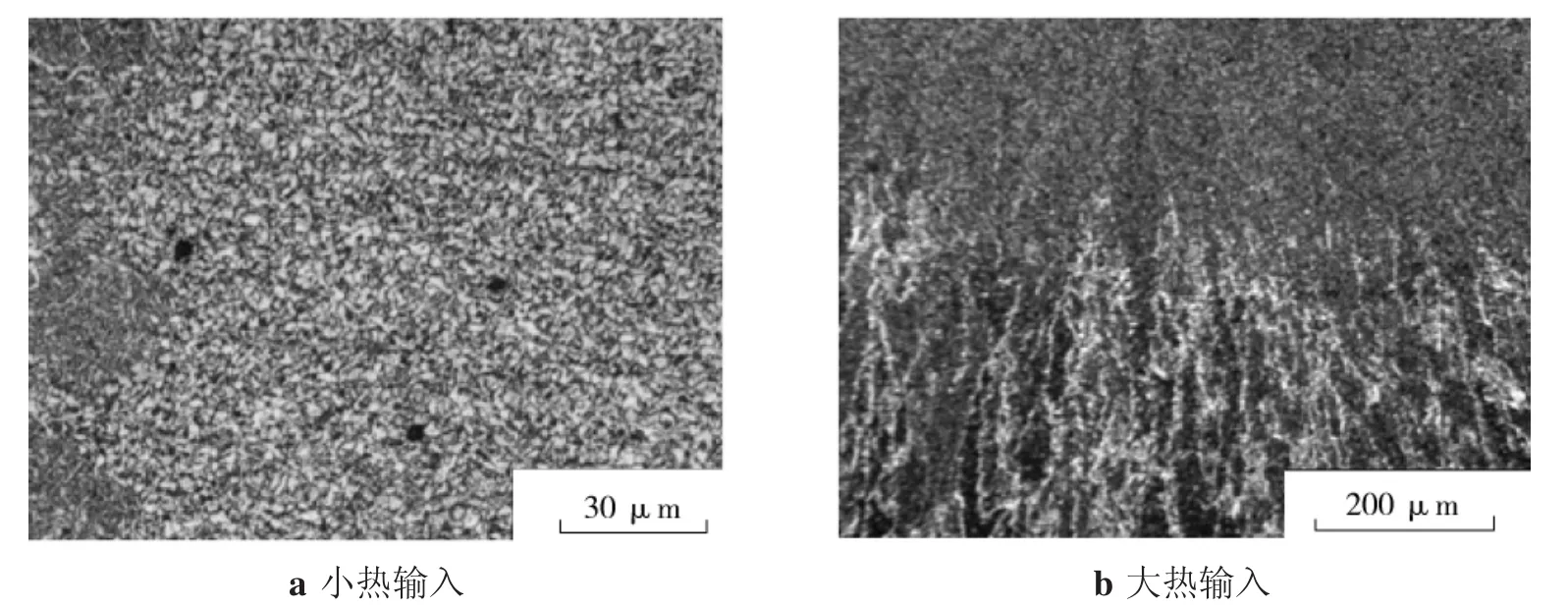
圖1 不同焊接熱輸入的焊根處金相組織
不同焊接熱輸入的焊根部組織差異性較明顯。小熱輸入時焊根組織致密,晶粒細小均勻,柱狀晶幾乎全部消失,這是由于小熱輸入焊縫填充量較小,后道焊縫將上道焊縫枝晶全部細化,相當于正火處理,從而提高了焊根處的抗裂性。焊根處的組織與焊縫填充量及冷卻速度有關(guān)。大熱輸入時由于填充量較大,焊縫厚度大,后道焊縫正火處理作用有限,只能細化上道焊縫部分,多層多道焊熱循環(huán)的作用,冷速慢,使部分焊縫得到粗大的先共析鐵素體及側(cè)板條鐵素體,韌性降低,脆性傾向增加。
不同焊接熱輸入下42CrMo側(cè)熱影響區(qū)的金相組織如圖2、圖3所示。
由圖2b、圖3b可知,不同焊接熱輸入對42CrMo側(cè)熱影響區(qū)的組織形態(tài)影響較大。對于焊縫區(qū)、42CrMo側(cè)熔合區(qū)以及42CrMo側(cè)粗晶區(qū),無論從晶粒尺寸大小還是各區(qū)域的顯微組織看,小熱輸入焊接獲得的組織細小、致密、均勻,界面處過渡自然;大熱輸入變化較為明顯,熔合區(qū)有明顯的分層界面,可能發(fā)生增碳現(xiàn)象。由圖2c、2d可知,小熱輸入時42CrMo側(cè)熔合區(qū)組織為細小塊狀鐵素體,因為多層多道焊過程中后道焊縫對前道焊縫有正火作用,42CrMo側(cè)粗晶區(qū)組織為針狀鐵素體和回火索氏體。由圖3c、3d可知,大熱輸入時42CrMo側(cè)熔合區(qū)組織為細小針狀鐵素體和少量板條貝氏體,42CrMo側(cè)粗晶區(qū)的組織為板條馬氏體,其具有良好的韌性和強度,但一定程度上會降低焊接接頭力學性能,造成早期的斷裂,應控制好焊接過程中的預熱溫度和層間溫度,避免焊接接頭產(chǎn)生淬硬組織。
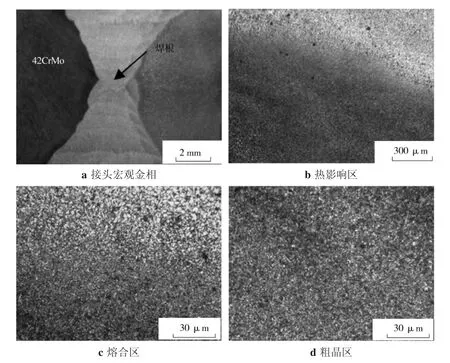
圖2 小熱輸入時42CrMo側(cè)HAZ金相照片
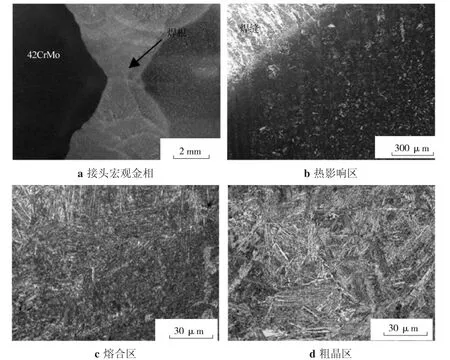
圖3 大熱輸入時42CrMo側(cè)HAZ金相照片
2.2 拉伸試驗結(jié)果
不同焊接熱輸入下42CrMo和Q235B對接接頭拉伸試驗宏觀斷裂位置如圖4所示。不同焊接熱輸入下的42CrMo和Q235B接頭的平均抗拉強度分別為小熱輸入焊接460MPa、大熱輸入焊接450MPa。不同焊接熱輸入條件下42CrMo和Q235B焊接接頭的抗拉強度變化不明顯。拉伸試樣宏觀斷裂均發(fā)生在距焊縫較遠的母材Q235B處,斷裂前母材發(fā)生明顯的塑性變形,斷口呈凹凸不平的暗灰色纖維狀,呈杯錐狀,為韌性斷裂,接頭區(qū)未發(fā)生塑性變形。
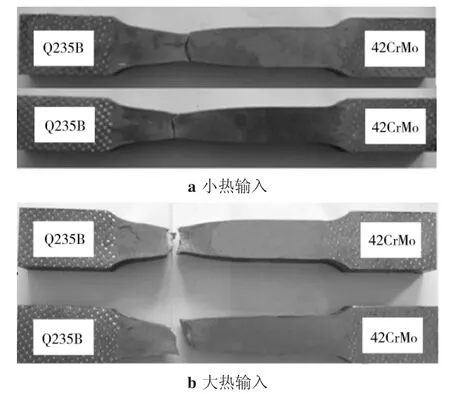
圖4 焊接接頭拉伸試樣宏觀斷裂位置
2.3 彎曲試驗結(jié)果
42CrMo與Q235B對接接頭縱向彎曲試驗結(jié)果如表2所示,角度180°。

表2 42CrMo與Q235B對接接頭彎曲試驗結(jié)果
由彎曲試驗結(jié)果可知,小熱輸入焊接時縱向彎曲到規(guī)定的180°,彎曲面上沿任何方向無裂紋或缺陷,也沒有未熔合、夾渣或其他焊接缺陷引起的棱角開裂,滿足GB/T2653-1989規(guī)定。大熱輸入焊接時,42CrMo焊根處沿熔合線和焊根有多處裂紋,且裂紋長度大于GB/T2653-1989規(guī)定的3 mm。焊縫及母材合金元素和焊接冷卻速度是影響接頭彎曲性能的主要因素,焊接熱輸入的變化會導致上述因素發(fā)生改變,熱輸入的增加會增加焊接冷卻速度,促使碳發(fā)生擴散遷移,Cr對C的親和作用大,導致焊縫中的C向含Cr量較高的母材區(qū)遷移,在焊縫與母材42CrMo界面處形成增碳層。焊接熱輸入的增加導致焊接冷卻速度減小,促使增碳層加寬,其失效表現(xiàn)為接頭韌性下降。
2.4 沖擊試驗結(jié)果
20℃、-40℃下42CrMo與Q235B焊接接頭焊縫區(qū)和兩側(cè)熔合區(qū)的沖擊結(jié)果如表3所示。

表3 42CrMo與Q235B對接接頭沖擊試驗結(jié)果
由表3可知,沖擊溫度20℃時,不同焊接熱輸入下42CrMo與Q235B焊接接頭各區(qū)域的沖擊性能優(yōu)異,符合標準及設計要求。隨著沖擊溫度的降低,焊縫區(qū)、42CrMo側(cè)熔合區(qū)、Q235B側(cè)熔合區(qū)的沖擊功值降低,符合金屬材料在低溫環(huán)境下的沖擊功下降的特性。根據(jù)GB/T2650-1989及相關(guān)設計文件規(guī)定值(45 J),至多允許有1個試樣的沖擊吸收功低于規(guī)定值,但不得低于規(guī)定值的70%。-40℃沖擊試驗時,小熱輸入條件下焊接接頭各區(qū)沖擊功符合相關(guān)標準及設計要求,但大熱輸入條件下焊接接頭的沖擊值下降嚴重,各區(qū)域沖擊功僅為室溫下沖擊功值的20%~30%,焊縫中心區(qū)3個試樣沖擊功平均值為42 J,其中有2個試樣的沖擊功值低于規(guī)定值[34 J>45 J×70%(31 J),39 J>45 J×70%(31 J)],焊縫中心區(qū)沖擊功不合格;42CrMo側(cè)熔合區(qū)的沖擊功值下降更嚴重,3個試樣的沖擊功平均值僅為25 J,遠低于設計值 45 J,其中一個 25 J<45 J×70%(31 J),另一個 16 J<45 J×70%(31 J),因此 42CrMo側(cè)熔合區(qū)的沖擊功不合格。
2.5 沖擊斷口SEM微觀形貌
-40℃不同焊接熱輸入42CrMo與Q235B焊接接頭焊縫中心區(qū)、42CrMo側(cè)熔合區(qū)和Q235B側(cè)熔合區(qū)的沖擊試樣斷口SEM形貌如圖5所示。
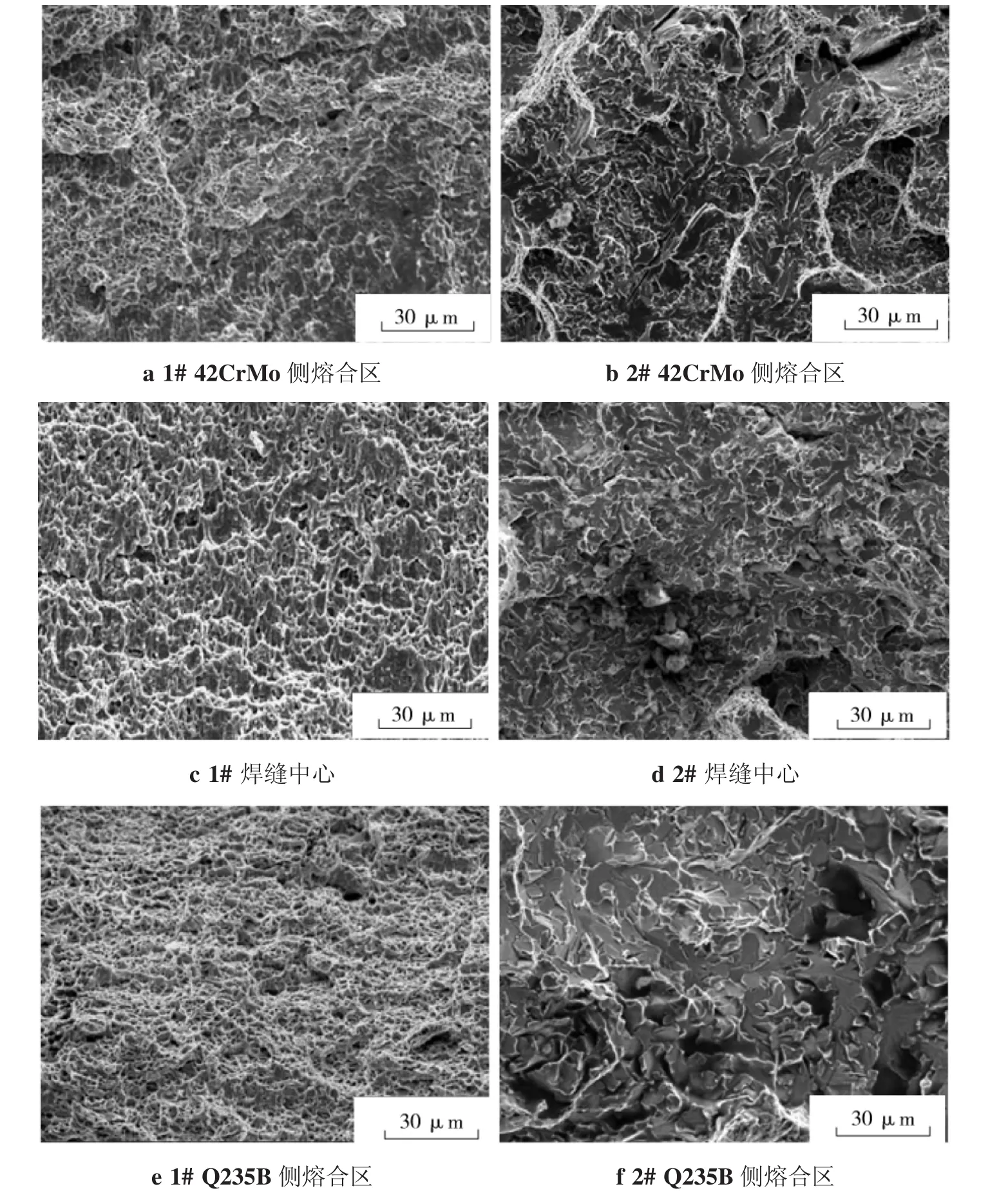
圖5 不同焊接熱輸入42CrMo與Q235B焊接接頭-40℃沖擊斷口掃描斷口形貌
由圖5a可知,小熱輸入焊接時42CrMo側(cè)熔合區(qū)沖擊斷口形貌以韌窩為主,解理斷裂為輔,并有孔洞和裂紋,表面凸凹不平,有明顯的塑性變形特征,與沖擊功值下降相一致。由圖5b可知,大熱輸入焊接時42CrMo側(cè)熔合區(qū)沖擊斷口形貌為準解理,撕裂嶺的周圍存在韌窩斷裂,為明顯的準解理斷裂特征,呈階梯形斷面和河流花樣,發(fā)生明顯的塑性變形,伴有二次裂紋。準解理斷口形貌的存在及所占比例能夠反映焊接接頭在低溫下脆性的大小,斷口中準解理形貌所占比例越大,裂紋失穩(wěn)擴展階段越長。
由圖5c可知,小熱輸入焊接時焊縫中心區(qū)沖擊斷口形貌為拉長的韌窩且較淺,形狀分布不均勻,明顯的韌性斷裂特征。由圖5d可知,大熱輸入焊接時焊縫中心區(qū)主要為解理斷裂,有小片狀河流花樣。由圖5e可知,Q235B側(cè)熔合區(qū)沖擊斷口為細小的韌窩斷口,局部有微裂紋;由圖5e可知,大熱輸入焊接時Q235B側(cè)熔合區(qū)沖擊斷口形貌為準解理斷裂,同時斷口表面有部分空洞,主要是焊接熱輸入較大,層間溫度過高,導致晶粒嚴重長大,弱化晶界,沖擊斷裂后部分晶粒間失去聯(lián)系沿晶界斷裂,成為焊接接頭的薄弱環(huán)節(jié)。
3 結(jié)論
(1)采用小熱輸入焊接工藝制備的42CrMo和Q235B異種鋼焊接接頭的金相組織、力學性能及沖擊斷口形貌等技術(shù)指標滿足企業(yè)相關(guān)規(guī)范,為后續(xù)的電機轉(zhuǎn)子的焊接提供有力的技術(shù)支持。
(2)焊接熱輸入的增大會降低42CrMo和Q235B焊接接頭的彎曲性能和低溫沖擊性能,實際電機轉(zhuǎn)子焊接時應控制焊接熱輸入、預熱溫度及層間溫度。
(3)焊接熱輸入的變化對42CrMo和Q235B焊接接頭的微觀組織形態(tài)影響較明顯,小熱輸入時焊縫根部微觀組織為細小、均勻的鐵素體和珠光體,焊縫柱狀晶消失。大熱輸入焊縫根部微觀組織為粗大的先共析鐵素體、側(cè)板條鐵素體及珠光體。
[1] 楊湘洪.電機軸的斷裂分析及優(yōu)化設計[J].機床與液壓,2005(3):109-110.
[2]Faber G,Gooch T G.Welded joints between stainless and low allow steels Current position[J].Welding in the World,1982,20(5/6):87-99.
[3] Schimmocler H A,Ruge J L.Estimation of residual stresses in reactor pressuer vessel steel specimens clad by stainless strip electrodes Residual Stress in welded Construction and Their Effects[J].London,1977,1(11):15-17.
[4] 李亞江,王娟,劉鵬.異種難焊材料的焊接及應用[M].北京:化學工業(yè)出版社,2004.
[5] 叢欣滋.鐵素體-奧氏體異種鋼接頭高溫失效原因分析[J].焊接學報,1989,10(1):19.
[6] 劉奇威,丁中平,武月達,等.EPR核電機組蒸發(fā)器異種鋼焊接工藝研究[J].焊接,2015(11):62-65.
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學院學報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(shù)(2014年4期)2014-10-13 08:30:07
