有箱造型技術(shù)的探討
2018-03-20 08:53:44付延軍趙林棟朱小鋼張國(guó)輝
中國(guó)鑄造裝備與技術(shù) 2018年1期
付延軍,趙林棟,朱小鋼,張國(guó)輝
粘土砂型鑄造是最經(jīng)濟(jì)、最廣泛應(yīng)用的一種鑄造方法,工業(yè)化國(guó)家中65%~70%的鑄件是用粘土砂工藝生產(chǎn)的,因此,以粘土砂作為造型材料,在相當(dāng)長(zhǎng)的時(shí)間內(nèi)仍將占絕對(duì)優(yōu)勢(shì)。粘土砂型鑄造的核心工序是造型,造型技術(shù)是關(guān)系到砂型鑄造產(chǎn)品質(zhì)量的關(guān)鍵因素。自從1921年德國(guó)BMD公司生產(chǎn)了世界上第一臺(tái)震實(shí)造型機(jī)以來(lái),各種有箱造型新技術(shù)層出不窮。
1 有箱造型技術(shù)分類(lèi)及其特點(diǎn)
1.1 微震壓實(shí)造型
微震壓實(shí)造型的原理是通過(guò)微震機(jī)構(gòu)將砂箱舉升到一定高度然后下落與機(jī)體發(fā)生撞擊,從而使砂箱中的型砂下落速度變成很大的沖擊力,使型砂層層得到緊實(shí),然后平板二次壓實(shí)補(bǔ)壓,微震壓實(shí)后的緊實(shí)度分布呈現(xiàn)分型面和砂型背面硬度高,砂型中間硬度低的特點(diǎn)[1],如圖1所示。微震振幅為5~25mm,頻率為 500~1000 次/min,壓實(shí)比壓約為(2~3)kgf/cm2。
微震壓實(shí)造型機(jī)一般采用幾組造型機(jī)配備輸送線,組成機(jī)械化生產(chǎn)線。由于微震壓實(shí)造型機(jī)噪音大于90分貝,壓實(shí)比壓低,目前在全自動(dòng)造型線上很少采用。
1.2 高壓造型
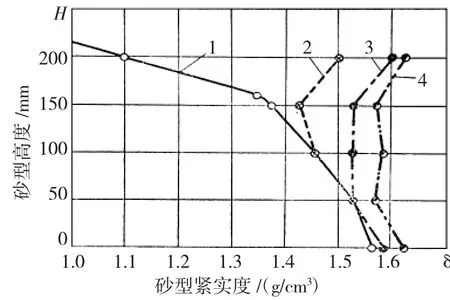
圖1 不同的微震壓實(shí)方法緊實(shí)度分布1-微震 2-微震后壓實(shí) 3-壓震 4-預(yù)震加壓震
高壓造型是五十年代初期發(fā)展起來(lái)的,高壓造型工作原理是重力加砂后通過(guò)高壓壓頭二次緊實(shí)砂型,為了提高壓實(shí)效果,在壓實(shí)的同時(shí)增加微震。
高壓造型按壓頭的形狀來(lái)講,有平壓頭、成形壓頭和多觸頭之分。由于多觸頭類(lèi)型具備隨模型形狀能自動(dòng)調(diào)節(jié)壓頭行程的特點(diǎn),故其適用范圍寬。
高壓造型機(jī)壓實(shí)比壓為(10~15)kgf/cm2,微震頻率約為500~1000次/min,微震振幅約為5~25mm。
高壓微震壓實(shí)后的緊實(shí)度分布呈現(xiàn)分型面和砂型背面硬度高,砂型中間硬度低的特點(diǎn)[2],如圖2所示。
高壓造型由于比壓過(guò)大,造成砂型密度過(guò)大、砂型排氣困難、砂型回彈大以及易產(chǎn)生夾砂等缺陷,逐漸被其它的造型方法取代。
1.3 射壓造型
射壓造型是通過(guò)射砂方式使型砂快速填充砂箱,一般射砂壓力在(2~4)kgf/cm2,砂型預(yù)緊實(shí)度不高,只有1.2kg/cm2左右,需要用壓板或多觸頭進(jìn)行二次壓實(shí),壓實(shí)比壓約為10kgf/cm2,適用于中小規(guī)格有箱造型機(jī)型。

圖2 幾種造型的緊實(shí)度分布
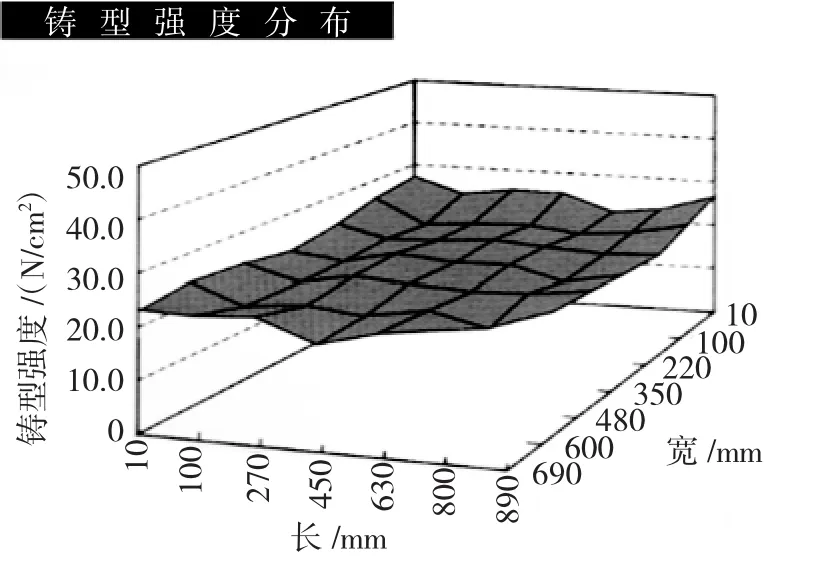
圖3 ACE鑄型緊實(shí)強(qiáng)度分布
目前只有日本新東公司80年代推出的ACE還在銷(xiāo)售。ACE鑄型緊實(shí)強(qiáng)度分布如圖3所示。
1.4 真空壓實(shí)造型
德國(guó)KW公司在1979年國(guó)際鑄造博覽會(huì)上第一次展出了真空壓實(shí)造型機(jī),它是采用定量斗和多觸頭壓頭可以在真空腔內(nèi)移動(dòng)的結(jié)構(gòu)。
真空造型的原理是先在砂箱與模板之間產(chǎn)生真空,在真空狀態(tài)下進(jìn)行填砂,型砂被吸入砂箱并高速?zèng)_向模板,從而產(chǎn)生預(yù)緊實(shí),然后,在真空狀態(tài)下進(jìn)行壓實(shí),完成造型。壓實(shí)比壓約為10kgf/cm2以上,真空度約為0.04MPa。
根據(jù)濟(jì)南鑄造鍛壓機(jī)械研究所的試驗(yàn),真空造型時(shí)在壓實(shí)比壓5kgf/cm2下,真空度和砂型硬度的關(guān)系[2],如圖4所示。
真空壓實(shí)造型機(jī)需要增設(shè)真空系統(tǒng)、對(duì)抽真空時(shí)的造型室結(jié)合面密封要求高,造型密封室體積過(guò)于龐大。目前的有箱造型很少采用此技術(shù)。
1.5 氣流沖擊造型
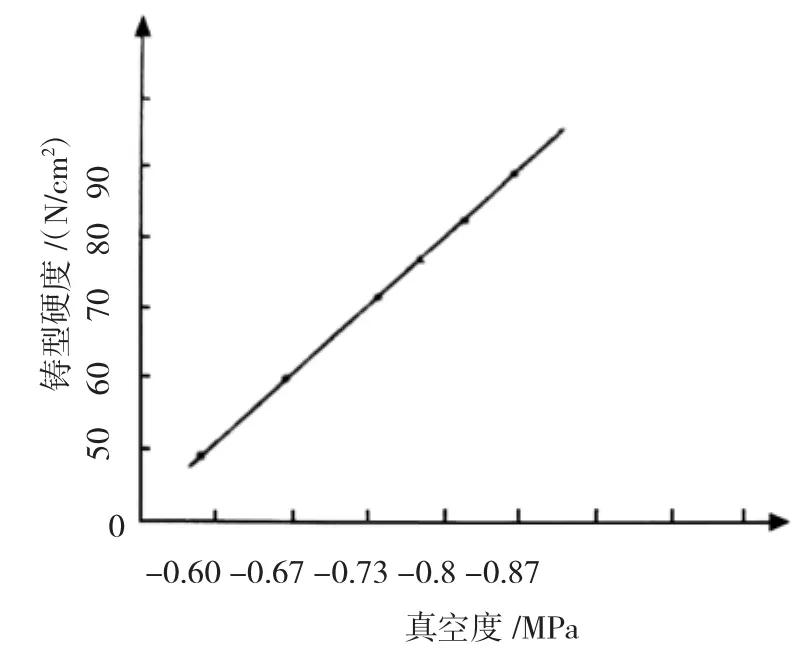
圖4 真空度和砂型硬度的關(guān)系
所謂氣流沖擊造型是指用具有一定壓力的氣流直接對(duì)裝填在砂箱中的型砂進(jìn)行瞬間的沖擊,使型砂緊實(shí)的方法。最初采用燃?xì)獗_擊造型,后來(lái)逐漸被更為安全可靠的空氣沖擊造型機(jī)取代,目前仍有使用。
根據(jù)研究,空氣沖擊動(dòng)壓緊實(shí)過(guò)程分為砂粒加速及初步緊實(shí)和砂層沖擊緊實(shí)2個(gè)階段:
氣流沖擊后砂型緊實(shí)度分布特點(diǎn)是靠近模樣表面的砂層緊實(shí)度分布均勻,緊實(shí)度最高,向鑄型背面逐漸減少[3],如圖5所示。
氣流沖擊造型在生產(chǎn)使用過(guò)程中也存在一些工藝上的弊端:
(1)在高模樣、大深凹比情況下,氣流沖擊造型砂型邊角處及深凹部出現(xiàn)緊實(shí)度不良的現(xiàn)象,即“拱效應(yīng)”問(wèn)題。
(2)砂型背面總存在30~50mm未緊實(shí)的松散砂層,這部分型砂在造型后必須刮掉。這一方面造成型砂的嚴(yán)重浪費(fèi),同時(shí)使氣流沖擊造型砂箱高度方向的有效利用率降低,這樣就制約了氣流沖擊造型的適用范圍,使氣流沖擊造型砂箱的高度必須大于250mm,才能獲得合格的砂型。
(3)對(duì)氣流沖擊時(shí)的造型室結(jié)合面密封要求高
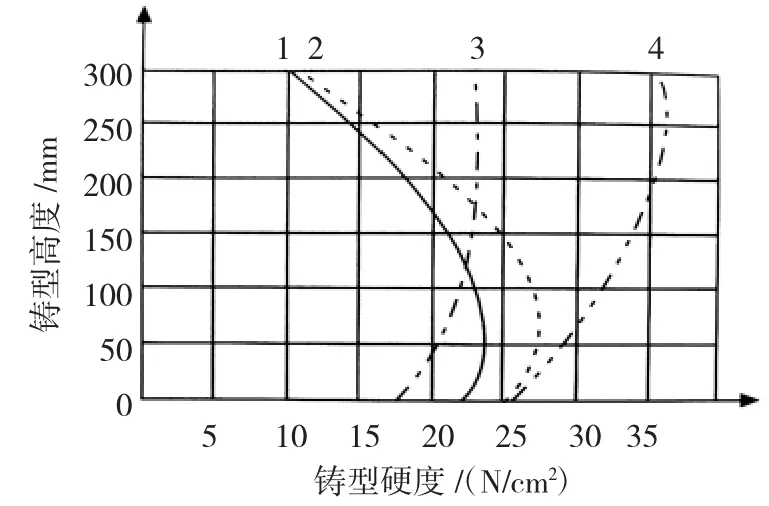
圖5 氣流沖擊造型緊實(shí)度分布
1.6 靜壓造型
靜壓造型在1976年起源于日本新東(Sinto)公司,經(jīng)過(guò)多年的完善,使這一工藝技術(shù)的許多獨(dú)特優(yōu)點(diǎn)顯現(xiàn)出來(lái),得到了全世界鑄造工作者的普遍認(rèn)可與青睞。
目前,靜壓造型國(guó)際市場(chǎng)的典型代表是德國(guó)HWS公司和KW公司,國(guó)內(nèi)市場(chǎng)的典型代表是濟(jì)南鑄造鍛壓機(jī)械研究所、蘇鑄成套裝備制造有限公司、保定維爾鑄造機(jī)械有限公司,其它單位如濰坊市凱隆機(jī)械有限公司也陸續(xù)涉足了這一領(lǐng)域。
靜壓造型原理是利用壓縮空氣瞬間向砂型增壓,壓縮空氣從砂型背面穿過(guò)型砂流向模樣,通過(guò)模樣上的排氣塞排出,完成氣流預(yù)緊實(shí),利用第二工序壓實(shí)完成砂型最終緊實(shí),壓實(shí)比壓為高壓(10~12)kgf/cm2,氣流預(yù)緊實(shí)所需壓力大于4kgf/cm2,如圖2所示。
靜壓造型吹氣后模板需要排氣才能完成氣流預(yù)緊實(shí),因此,模板上需開(kāi)設(shè)砂型面積1%~2%的排氣塞。
1.7 高速多觸頭沖擊造型
高速?zèng)_擊多觸頭造型機(jī)是1989年BMD公司根據(jù)粘土砂造型動(dòng)壓緊實(shí)原理開(kāi)發(fā)的高速?zèng)_擊多觸頭(Dynapulse)技術(shù)并在GIFA89國(guó)際展覽會(huì)上亮相。迄今為止,世界上已有近20條高速?zèng)_擊多觸頭造型線正在運(yùn)行使用,其優(yōu)越性逐漸被人們所認(rèn)識(shí)。
高速?zèng)_擊多觸頭緊實(shí)機(jī)理是利用高速氣液缸推動(dòng)多觸頭和舂實(shí)板高速?zèng)_擊型砂,在多觸頭、舂實(shí)板和砂層沖擊力同時(shí)作用下,使砂型得到緊實(shí)。
根據(jù)沈陽(yáng)工業(yè)大學(xué)陳士梁教授的研究,沖擊緊實(shí)過(guò)程分為3個(gè)階段:砂層加速及初步緊實(shí)、砂層沖擊緊實(shí)、多觸頭和舂實(shí)板沖擊緊實(shí)。
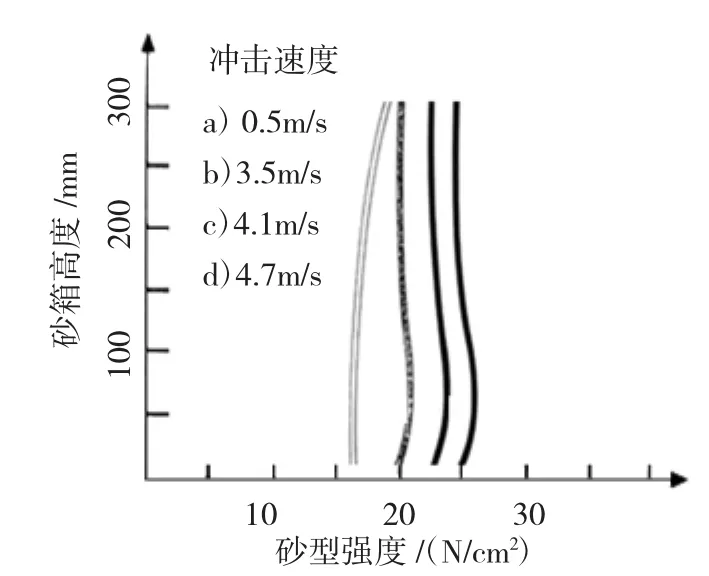
圖6 高速?zèng)_擊多觸頭造型緊實(shí)度分布
高速?zèng)_擊壓實(shí)在沖擊速度不同時(shí)的砂型緊實(shí)度分布如圖6所示。
由于高速?zèng)_擊驅(qū)動(dòng)裝置是采用氮?dú)飧邏号蛎浤茯?qū)動(dòng)的原理,受氮?dú)鈿鈮汉透讖降挠绊懀?qū)動(dòng)速度<5m/s,因此,緊實(shí)面積<1.2m2,緊實(shí)行程<400mm,只適合中小規(guī)格砂箱砂型緊實(shí)。此外,由于高速?zèng)_擊驅(qū)動(dòng)能量有限,多觸頭桿徑較小,對(duì)型砂的擾動(dòng)面積小。沖擊型砂預(yù)緊實(shí)的效果不理想,必須通過(guò)上端液壓缸驅(qū)動(dòng)多觸頭和舂實(shí)板完成最終砂型緊實(shí)。
2 結(jié)論
當(dāng)今世界鑄造生產(chǎn)總的發(fā)展趨勢(shì)是在提高綜合經(jīng)濟(jì)技術(shù)指標(biāo)的前提下,提高鑄件質(zhì)量,重視表面粗糙度和幾何精度,在這一趨勢(shì)下應(yīng)運(yùn)而生的幾類(lèi)粘土砂型有箱造型技術(shù)各有千秋,不斷朝著精確、高效、節(jié)能和環(huán)保的方向發(fā)展和提高。
[1] 十四院校鑄造專(zhuān)業(yè)教材聯(lián)合編寫(xiě)組,鑄造生產(chǎn)機(jī)械化[M].北京:國(guó)防工業(yè)出版社,1979:15-15.
[2] 王德勝,于正仁.真空壓實(shí)造型技術(shù)的研究[J].中國(guó)鑄機(jī),1993(6):12-14.
[3] 徐順慶,曹立人.國(guó)外鑄造機(jī)械[M].北京:機(jī)械工業(yè)出版社,1987:26-26.