影響消失模球墨鑄鐵件組織的主要因素
2018-03-20 08:53:46程俊偉王世杰楊永錄
中國鑄造裝備與技術 2018年1期
關鍵詞:質量
程俊偉,王世杰,楊永錄,常 征
隨著先進農機裝備技術的發展,一方面對新產品的開發周期和質量要求越來越高,另一方面對關鍵產品向輕型化、精確化及環保方向發展的要求日益迫切。消失模鑄造作為低排放精確成型生產技術,鑄件加工余量小,尺寸精度高,鑄件重量輕、生產成本低;另外,消失模生產原砂可重復利用,通過除塵和過濾大大降低了廢氣的排放,為清潔生產提供了新的技術路徑。但在實際生產中,消失模所用原砂、白模等因素不同程度對球墨鑄鐵件的組織產生一定的影響。
1 消失模模樣材料及真空度的影響
消失模鑄造過程中,大量采用白模成型,外掛厚度1mm左右的涂料,在一定真空度的條件下澆注。白模材料、模樣內外表面使用的涂料、澆注時砂箱內真空度的大小都會對球墨鑄鐵件組織產生影響。因此消失模鑄造對球鐵組織的影響,遠遠大于潮模砂(粘土砂)鑄造,尤其是對球鐵石墨形態有明顯的不良影響。
消失模白模一般采用聚苯乙烯和共聚料,在使用中澆注的鐵液與白模接觸,一般發生以下兩種反應[1]。生產消失模球墨鑄鐵件中,共聚料多于聚苯乙烯的使用,這是由于共聚料與鐵液反應后釋放較少的碳渣。

EPMMA C5H8O2→3C+2CO↑+4H2↑
由于球墨鑄鐵件碳當量高,EPS裂解的碳量高(9C),會使球鐵鐵液含碳量高,增加了球墨鑄鐵件出現石墨漂浮缺陷的風險,因此球墨鑄鐵件白模材料多用共聚料代替EPS,即便如此,生產中還會時常出現球化不良的缺陷,致使鑄件力學性能降低或報廢。美國鑄造師協會在鑄件缺陷分析一書[2]中指出:鑄鐵在熔煉與澆注過程中,金屬液中如果溶解有氫氣,就具備了產生反白口的條件。換言之,在熔煉和澆注中遇到過多的氫氣,就容易出現鐵液過冷傾向。而消失模鑄造中裂解出大量的氫氣,如果不能及時依靠負壓作用抽出型外,氫氣就非常容易進入鐵液,形成反白口傾向,不利于石墨球的析出。所以說涂料的透氣性、澆注后真空度大小直接影響著裂解氫氣與鐵液接觸時間的長短,也決定鐵液析出石墨球的多少。白模模樣的材料和密度大小決定著裂解出氫氣的多少,密度大的白模強度高,但裂解出氫氣越多。白模表面使用透氣性好的涂料,氫氣脫離的速度比較快。真空泵的大小與質量的優劣以及砂箱密封程度,決定了澆注后真空度的變化與大小。澆注后真空度變小不利于氫氣脫離,增加了氫氣與鐵液的接觸時間,增大了氫氣對鐵液的影響。因此穩定澆注后真空度數值較高,能減少氫氣對鐵液的不良影響。
在生產車間對相同的鑄件分別進行了消失模、消失模與酚醛樹脂砂組織對比實驗。采用同一包球化鐵液先澆注消失模鑄件,后澆注酚醛樹脂砂鑄件,消失模鑄件球化級別多為3級,其次4級,部分2級。水玻璃紗和樹脂砂鑄件球化級別均為2級。通過大量的對比試驗表明:消失模球墨鑄鐵件與水玻璃砂和樹脂砂球墨鑄鐵件相比,球化級別平均低1~2級,如圖1、2所示。

圖1 樹脂砂球墨鑄鐵件石墨形態
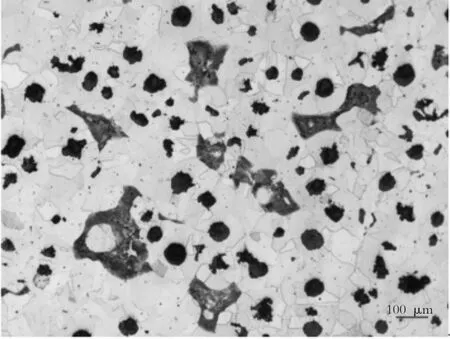
圖2 消失模球墨鑄鐵件石墨形態
2 消失模用原砂的影響
與消失模灰鑄鐵件生產工藝相比,消失模生產球墨鑄鐵件多了爐前球化處理過程,消耗了更多的鐵液熱量,溫度出現不同程度地降低,因此消失模球墨鑄鐵件需要更高的出爐溫度。1580℃以上高溫熔煉,使鐵液冶金質量變差,加上模樣裂解出來的氫氣,以及涂料透氣性和澆注后真空度的影響,會增大氫氣與鐵液接觸作用的時間,石墨球析出的數量減少。較高的鐵液澆注溫度,型砂被烘熱后,處于較高的溫度,從而延遲了鐵液的凝固時間,石墨球發生畸變。模樣裂解出的碳富集或擴散至鐵液中,使原本高碳當量的鐵液,非常容易出現石墨漂浮現象,石墨球出現開花狀或串聯狀畸變,造成球化級別的降低。圖3為畸變的石墨形態圖。
為了解決造型原砂過熱質量問題,除了采用砂冷卻系統之外,有些廠家,選用寶珠砂代替硅砂。這種粒度圓整的人造砂以三氧化二鋁為主要成分,透氣性好,熱傳導性良好,耐火度高,不易粉碎。

圖3 消失模畸變石墨形態
消失模造型用砂,沒有任何添加物,在負壓的作用下具有很高的強度,尤其是殼體件的內部,與鑄件外部一樣是高強度干砂。澆注后不具備粘土砂內部砂芯的退讓性,凝固時產生應力,對于結構中存在應力集中的殼體件,容易出現裂紋缺陷[3]。
3 冶金質量和澆注溫度的影響
目前,鑄鐵件消失模鑄造出爐溫度大多集中在1550~1610℃,有的企業高達1650℃,鐵液處于過熱狀態,超出了鐵液過熱一般許可的溫度,鐵液的冶金質量變差,激冷能力增大,白口傾向也急劇增大。
針對消失模球墨鑄鐵件出現的球化不良缺陷,有生產企業依靠增加球化劑的加入量保證消失模球墨鑄鐵件的球化率和力學性能,爐前球化劑加入量達到鐵液重量的2.0%、2.4%,是治表不治本的技術措施,其結果是出現夾渣、石墨漂浮、加工性差、滲漏等一系列質量問題,而且還會造成生產成本的增加。引起這些問題的原因是消失模鑄造過程中,球化處理大量使用球化劑,使鐵液中大量的稀土殘余量增加了石墨漂浮的傾向。由于球鐵鐵液具有較大的張力,大量細小的稀土氧化物和硫化物與鐵液比重接近,在沒有外力作用的條件下不能浮出,增加了夾渣夾雜的風險,惡化了鑄件的加工性。
改善消失模球墨鑄鐵件的組織性能,通過澆注系統的改進,增加每次澆注鑄件的重量,減少每包鐵液的澆注時間,可適當降低出爐溫度、改善鐵液冶金質量、強化爐前和澆注孕育,使用長效孕育劑或硫氧孕育劑,關鍵是選擇優質、反應平穩的球化劑,嚴格控制爐內硫量。此外選用適當的真空泵,保證真空度的穩定,防止澆注鐵液后真空度降低,選用共聚料和透氣性好的涂料,能夠減少或消除消失模生產中各種工藝因素對球鐵鐵液的影響。
4 結論
消失模球墨鑄鐵件生產中,原砂、白模、涂料、真空度、冶金質量、澆注溫度等因素,在一定條件下,對球墨鑄鐵件的石墨形態產生較大影響,改變了鐵液的凝固特征,降低了鑄件的球化率。改善鐵液冶金質量、強化爐前和澆注孕育、加強對球鐵處理過程、消失模澆注過程工藝參數的監測與控制,是可以減少或消除消失模原材料等各種藝因素的不良影響。
[1]劉俞銘.消失模鑄造新工藝新技術與生產應用實例及鑄件缺陷防止和有色合金消失模鑄造關鍵技術使用手冊[M].北京:北方工業出版社,2011:32-35.
[2] 美國鑄造師協會.鑄件缺陷分析[M].機械工業出版社,1982:55-57.
[3] 程俊偉.高強度殼體鑄鐵件裂紋的成因分析與對策[J].中國鑄造裝備與技術,2005(02):53-57.
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54