真空度在吸鑄工藝中對各方面影響的分析
2018-03-22 02:13:38張笑山
金屬加工(熱加工) 2018年3期
■ 張笑山
在鑄造領域中,真空吸鑄是反重力澆注的一種方法,與重力澆注相比,它確有許多為重力澆注不具備的特點。如型腔內真空有利于充型,金屬液是在密封狀態下充型而不易混入雜物及氧化,金屬液在密封的型腔中除自身重力外還受到負壓狀態下和大氣的壓力差所產生的壓力,有利于金屬組織致密和補縮,特別是薄壁充型。但正由于是真空狀態下充型,所有這些特點都和真空度有關,而真空度是和大氣壓相對而言,相當于低于表壓為零時,我們稱之為真空狀態,小于表壓為零直到絕對大氣壓為零,也就是真空度最大,因而真空吸鑄其重要指標真空度是從–0.1MPa到零表壓范圍的一個局限,如何充分利用好真空范圍內的負壓狀態是真空吸鑄必須高度重視的內容之一。
1. 真空度對金屬液可吸入高度的影響
金屬液能被吸入型腔,是與重力澆注正相反,重力澆注是從上往下,靠金屬液自重充型,而真空吸鑄是在吸鑄室內建立真空度使室內外產生壓力差,金屬液在升液管內靠壓力差克服自重充型。現以金屬液的密度(鑄鋼)7.8kg/dm3計算,也就是高為1cm,面積1cm2的金屬液重量為0.0078kg,換成壓強近似為0.00078MPa,當金屬液高度為10cm,就要用0.0078MPa與之平衡。反之,如果用–0.01MPa產生壓力差,金屬液柱就能升高10cm以上,當真空度達到–0.1MPa時,金屬液柱將會升高到1m以上高度 (見圖1) 。
上面所列金屬液高度,底面是金屬液在吸鑄室外部的高度,當對吸鑄室抽吸真空時,吸鑄室的升液管插入金屬液將吸鑄室與外部大氣隔開,外部金屬液表面所受大氣壓力和吸鑄室內金屬液表面產生壓力差,金屬液被大氣頂推從升液管進入型腔,金屬液在從升液管往上升高開始,就由壓力差做功。隨著金屬液高度的增加,壓力差也要逐漸增大,所以金屬液的高度起始點是金屬液表面外在高度。再看吸鑄室內鑄件型腔,型腔充型完全,金屬液就要升高到和型腔最高點相同,因此,金屬液升高高度不低于型腔的最高點所需的真空度,這是真空吸鑄充型的第一條件。
2. 真空度對金屬內部致密性的影響
當型腔內剛好由壓力差將金屬液充型完全時,金屬液在型腔中受力狀態和重力澆注相同,是金屬液的自重由下往上遞增,并向型腔內壁作用,靠型腔的強度產生反作用力,保持金屬液在凝固后能和型腔輪廓相同。此時型腔內金屬液的凝固成形過程和重力澆注并沒有太大區別,只是型腔中是負壓,金屬液充型沒有空氣阻力,但重力澆注鑄型的澆口杯是在最高處,澆口杯與型腔最高點的高度差所產生的金屬液壓力差,是作用于金屬液向型腔內壁產生外壓力的來源。
如果真空度負壓繼續調高,使金屬液高度超過型腔最高點,超出金屬液升高平衡點的壓力差,作用在升液管底部繼續頂推金屬液,這個壓力差產生的力就使金屬液在密封的型腔內和該點自重疊加均勻作用在內壁上,并隨著真空度的變化而變化,這是與重力澆注所不同的一點,同時也是使金屬液受外力(重力以外的力)而趨向致密的要點。我們可以將真空度所產生的升液管內壓力差從金屬液面到最高點為總壓頭,由型腔最低點到最高平衡點為有效壓頭,由型腔最低點到金屬液面為無效壓頭,而由最高點到型腔最高點為致密壓頭(見圖2),可見型腔的高度是固定的,在總壓頭中應該盡量減少無效壓頭,提高有效壓頭。在有效壓頭中,型腔高度保持固定,致密壓頭就會得到提高,正由于真空度所形成的負壓是有限的,所以充分利用好減少無效壓頭而提高致密壓頭的特性,是真空吸鑄對薄壁充型,降低金屬液溫度,以及改善內在質量及時填充縮孔等都有好處。由圖2可見,只要型殼的強度足夠,應該盡量提高真空度的負壓程度。圖2中,H為設定的真空度,h1為有效壓頭,h2為無效壓頭,h3為致密壓頭。
3. 真空度對金屬液上升速度的影響
金屬液在巨大壓力差作用下,從坩堝經升液管被吸入型腔,金屬液流經升液管到型腔還有個速度問題,從眾多文獻及實際操作看,較為統一的看法不是越快越好,而是要求平穩上升。
吸鑄室在吸鑄時雖然是處于真空狀態,但不是絕對真空,而是根據鑄件型腔高度及型殼強度設定一個真空度,實際上是負壓狀態,只是低于大氣壓或者說是剩余氣體稀少而已。目前所使用的吸鑄真空度一般都設定在–0.06MPa左右,當金屬液以較快速度流經升液管進入型腔時,在內澆口處會產生紊流狀態,易卷入氣體和雜物,造成鑄件缺陷。但也不是越慢越好,如何來確定金屬液進入型腔的速度,是實現平穩充型的先決條件。
有關文獻提出了一個最小充型速度的H.M.卡爾金公式(這是針對鋁合金的):
式中 v型——金屬液在鑄型中(最小允許)平均上升速度(cm/s);
H ——鑄件高度(cm);
δ——鑄件厚度(cm);t澆—— 合金的澆注溫度(℃)。
根據這個公式,壁厚越小,要求充型速度增加,金屬液溫度低時,充型也要增快。相關文獻中介紹了一個經驗數據:如δ為4mm,v型為201cm/s;如δ為10mm,v型為80.4cm/s。雖然是鋁合金的最小充型速度,但它的變化規律可以作為參考。以v型為例,當金屬液在升液管從內澆口充型時,鑄件在型腔各個高度的截面都不可能相同,如何能保持平穩充型速度,相關文獻中將v型定義為平均上升速度,是以鑄型高度為依據,對截面的變化忽略不計的一個參考方式,只要能滿足充型,還是速度慢些好。

圖1 鋼液在不同真空度下可吸升高度

圖2
關于真空度和金屬液上升的關系,根據合金自身的密度,與真空度的平衡點是各不相同的,而同一合金在不同的真空度影響下,其吸入高度也不相同,金屬液的吸入高度是隨真空度的變化而變化的。對充型速度實際上是使升液管中金屬液不斷提升,使型腔中金屬液從低向高不斷增加,這就要真空度的負壓不斷變化,而且是平穩的變化,金屬液增高速度也會平穩增加,所以該真空度的負壓只要能勻速變化,就會影響金屬液上升速度也平穩地上升。圖3中的三種負壓變化率,相應地也影響金屬液有三種不同上升速度,如斜線1就比斜線2和斜線3上升得都快,它們的斜度依三種不同負壓變化而不同。
北京航空材料研究院在特種鑄造及有色合金上提出了一個與真空度有關的速度公式:
式中 v——金屬液進入型腔速度;
k——與升液管及坩堝面積有關的常數;
dp/dt——真空度的變化率。
這個公式是鋁合金真空吸鑄中流體充型形態中的一種關系,但可以看出在真空吸鑄中,真空度的變化是和金屬液充型速度有一定聯系的。這就給真空控制系統提出了一個如何控制真空度的負壓均勻變化的內容,變化率可以設定,再根據實際吸鑄的鑄件情況加以調整,以達到平穩充型的目的。
在設定真空變化率時,變化率的終止點應留有足夠的致密壓頭,當然也可以通過實現逐步調整,使真空變化率、致密壓頭、殼型強度等在一個平臺上通盤考慮,以求一致。
4. 如何利用好真空度產生有益效果
從鑄造工藝設計層面看,如何減少無效壓頭是和幾方面結構有關。首先,升液管插入坩堝的深度,這一點一般只認為插入過淺而從管口漏氣,實際上插入過淺不僅是漏氣,而是增加了無效壓頭,而浪費了有效壓頭,從而也就是減少了致密壓頭;第二方面在吸鑄室內,型腔最低點離吸鑄室底層過高,也是無效壓頭范圍;第三,鑄件型腔在吸鑄室內的排放位置,也要注意盡量不要增加高度;第四,在吸入金屬液時,坩堝內金屬液液面會下降,也會逐步增加無效壓頭,如何使升液管跟蹤能保持一定深度不變就應加以控制。
真空吸鑄正是由于受真空度范圍的限制,以及殼型強度的影響,金屬液在型腔中受力是小于壓力鑄造,但又大于重力澆注,因此如何利用好真空吸鑄的特點,充分發揮負壓的潛力,真空吸鑄在中小件和薄壁件方面相對重力澆注還是具有較大的優勢。
真空度對金屬液壓力差的影響,對有效壓頭的影響以及對充型速度的影響,都是在金屬尚未凝固處于液體狀態時的實際狀態,當金屬溫度由液態澆注溫度下降到凝固溫度的過程中,其流動性逐漸變差,最后趨于停止,而真空度對金屬液在真空狀態下的影響也是逐漸變化,其過程非常短暫,因此除真空度本身的影響外,還有一個能產生影響的時間段,一旦超過這個時間,諸多影響就不復存在,這也是真空吸鑄的重要先決條件。
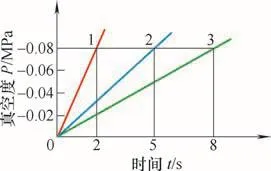
圖3 鋼液充型速度隨真空度的變化曲線
