單顆立方氮化硼磨粒磨削GH4169合金的仿真研究*
2020-06-23 07:15:16王海寧徐汝鋒韓康寧周懷彪周永鑫
機(jī)械制造 2020年6期
關(guān)鍵詞:深度
□ 王海寧 □ 徐汝鋒 □ 韓康寧 □ 周懷彪 □ 周永鑫
山東理工大學(xué) 機(jī)械工程學(xué)院 山東淄博 255049
1 研究背景
隨著航空工業(yè)的發(fā)展,新型材料不斷涌現(xiàn),硬度高、耐高溫、損傷容限性能優(yōu)異的高溫合金逐步成為航空航天領(lǐng)域的重要材料。GH4169合金作為20世紀(jì)40年代發(fā)展起來(lái)的新型航空合金材料,在強(qiáng)度、導(dǎo)熱性、壽命方面具有優(yōu)異的性能,并且可以在高溫、氧化等復(fù)雜環(huán)境中長(zhǎng)期可靠工作,已成為發(fā)動(dòng)機(jī)高溫零部件的關(guān)鍵材料[1-2]。但是,GH4169合金的切削性能極差,是一種典型的難加工材料,在航空、航天領(lǐng)域的精密制造和多樣化應(yīng)用受到了嚴(yán)重影響[3-4]。
目前,航空材料的加工仍然以機(jī)械加工為主,加工精度高、加工方式靈活的磨削加工可以很好地應(yīng)用于難加工材料的精密加工[5]。立方氮化硼砂輪是加工鎳基高溫合金的典型工具,但對(duì)GH4169合金的磨削性能還需進(jìn)一步進(jìn)行試驗(yàn)研究,大批量進(jìn)行試驗(yàn)研究將耗材耗力。隨著計(jì)算機(jī)輔助技術(shù)的發(fā)展,通過(guò)仿真軟件模擬材料預(yù)加工來(lái)了解材料的切削性能,得到了國(guó)內(nèi)外學(xué)者的廣泛支持。Doman等[6]通過(guò)建立單磨粒磨削的有限元仿真模型,詳細(xì)研究了磨削過(guò)程中工件的變形和受力情況。蘇若斌等[7]通過(guò)仿真與試驗(yàn)并行的方式,驗(yàn)證了仿真結(jié)果的準(zhǔn)確性。程澤[8]對(duì)單顆磨粒磨削高溫合金進(jìn)行了詳細(xì)研究,發(fā)現(xiàn)在磨削深度一定的條件下,磨削力與磨削速度的變化趨勢(shì)相反。
在磨削仿真中,單顆磨粒磨削可以減小其它磨粒的影響,深入分析磨削機(jī)理[9]。為了節(jié)約實(shí)際磨削加工試驗(yàn)成本,縮短試驗(yàn)周期,筆者應(yīng)用Deform-3D軟件進(jìn)行單顆立方氮化硼磨粒磨削GH4169合金材料的加工仿真,進(jìn)而獲得GH4169合金材料的磨削性能,為GH4169合金材料的進(jìn)一步磨削試驗(yàn)研究提供參考和借鑒。
2 單顆立方氮化硼磨粒仿真模型
2.1 磨粒模型
砂輪依靠隨機(jī)分布在砂輪表面的磨粒進(jìn)行切削,大量磨粒的切削刃組成了砂輪的切削刃,因此很難完全仿真實(shí)際砂輪表面磨粒的切削。隨著計(jì)算機(jī)仿真技術(shù)的發(fā)展,通過(guò)單顆磨粒的磨削仿真去研究砂輪復(fù)雜磨削過(guò)程已經(jīng)成為常用方法[9]。通過(guò)大量學(xué)者的研究數(shù)據(jù)可以發(fā)現(xiàn),單顆磨粒的形狀可以分為圓錐形、橢球形、棱錐形等,其中,圓錐形磨粒的仿真最為典型[10-11]。筆者選取圓錐形磨粒作為研究對(duì)象,根據(jù)立方氮化硼磨粒的大小,應(yīng)用Unigraphics軟件進(jìn)行建模,設(shè)置頂錐角為60°,磨粒的鈍圓半徑為0.8 μm,磨粒結(jié)構(gòu)如圖1所示[12]。

▲圖1 立方氮化硼磨粒結(jié)構(gòu)
仿真過(guò)程中采用的立方氮化硼磨粒物理參數(shù)見(jiàn)表1[13]。假定立方氮化硼磨粒在磨削過(guò)程中不受變形的影響,忽略彈塑性變形,將模型設(shè)定為剛性模型。

表1 立方氮化硼磨粒物理參數(shù)
2.2 材料本構(gòu)模型
立方氮化硼磨粒在工件表面以圓弧的形式進(jìn)行磨削,試驗(yàn)截取磨削圓弧中的一小部分,假定以直線進(jìn)行切削。工件材料為GH4169合金,特點(diǎn)為熱穩(wěn)定性強(qiáng),切削難度大,選用的本構(gòu)模型為Johnson-Cook模型,流動(dòng)應(yīng)力σ為:
(1)

GH4169合金材料的本構(gòu)模型參數(shù)按照表2進(jìn)行設(shè)置[14-15],設(shè)置為塑性模型。
2.3 網(wǎng)格劃分
為了更加真實(shí)地反映磨削加工過(guò)程,工件、工具均采用相對(duì)方式進(jìn)行網(wǎng)格劃分,網(wǎng)格數(shù)量分別設(shè)置為50 000個(gè)、40 000個(gè)。切削仿真時(shí),立方氮化硼磨粒尖端與工件接觸處的網(wǎng)格易發(fā)生變化,對(duì)接觸處進(jìn)行網(wǎng)格細(xì)化,最終的磨削加工仿真模型如圖2所示。

表2 GH4169合金材料本構(gòu)模型參數(shù)
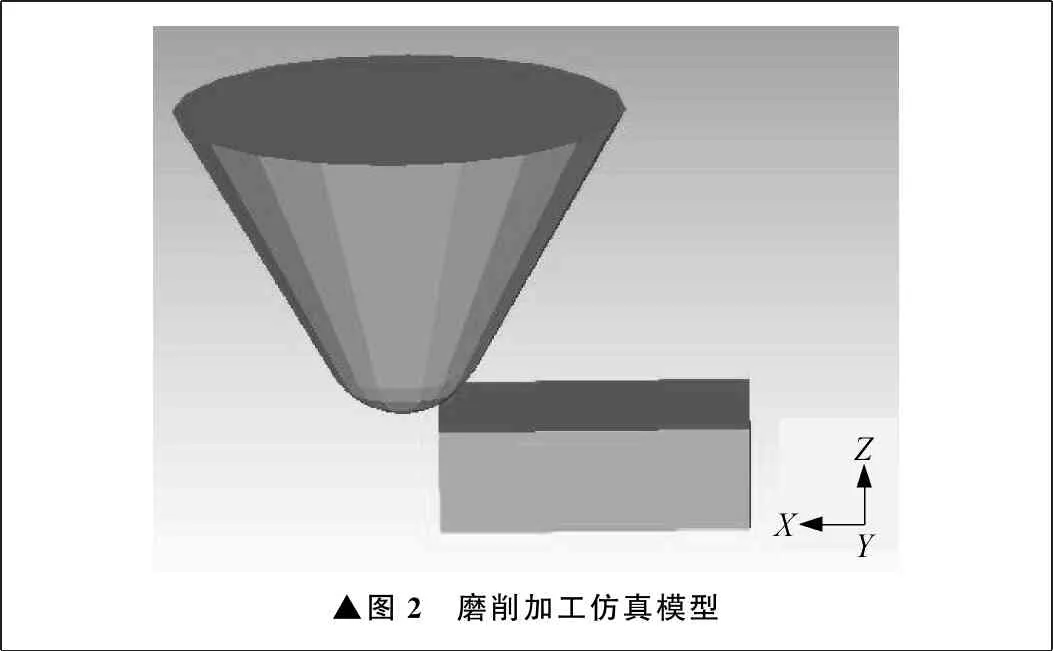
▲圖2 磨削加工仿真模型
3 磨削仿真設(shè)置
3.1 環(huán)境變量
仿真過(guò)程中的環(huán)境變量會(huì)對(duì)加工過(guò)程產(chǎn)生直接影響,關(guān)系到磨削結(jié)果的準(zhǔn)確性,應(yīng)盡量使環(huán)境變量符合實(shí)際情況。設(shè)置初始溫度為20 ℃,工件與與環(huán)境之間的對(duì)流熱交換系數(shù)為0.02 N/(s·mm·℃),刀具與工件之間的剪切摩擦因數(shù)為0.6,立方氮化硼磨粒與工件之間的熱傳遞系數(shù)為45 N/(s·mm·℃)。
3.2 磨削參數(shù)
為了解立方氮化硼磨粒磨削GH4169合金材料的過(guò)程,分別對(duì)磨削深度、進(jìn)給量進(jìn)行參數(shù)選擇,并進(jìn)行單因素對(duì)比仿真,磨削參數(shù)見(jiàn)表3。
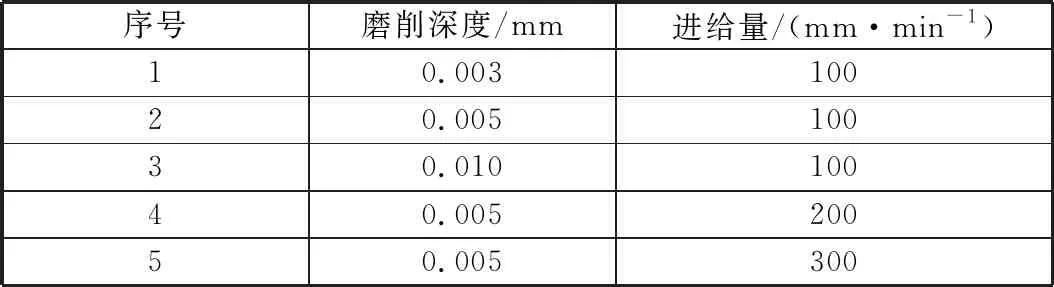
表3 磨削參數(shù)
4 仿真結(jié)果分析
4.1 磨削溫度
磨削溫度是影響磨削表面質(zhì)量的直接因素,溫度過(guò)高會(huì)使材料表面產(chǎn)生相變,影響加工后的表面質(zhì)量與疲勞壽命。通過(guò)仿真能夠獲得整個(gè)磨削過(guò)程的溫度,但由于磨削切入階段與磨削切出階段的溫度變化幅度大,因此仿真僅選取磨削穩(wěn)定階段的最高溫度。磨削過(guò)程如圖3所示,溫度隨進(jìn)給量及磨削深度的變化曲線分別如圖4、圖5所示。

▲圖3 磨削過(guò)程▲圖4 溫度隨進(jìn)給量變化曲線▲圖5 溫度隨磨削深度變化曲線
磨削加工GH4169合金材料的溫度在350~650 ℃之間,最高溫度產(chǎn)生于立方氮化硼磨粒進(jìn)給方向的前端。當(dāng)進(jìn)給量與磨削深度增大時(shí),溫度均會(huì)升高。其中,磨削深度的變化對(duì)溫度的影響大,主要原因是當(dāng)磨削深度增大時(shí),立方氮化硼磨粒接觸的材料面積變大,隨著磨削的進(jìn)行,材料發(fā)生塑性變形,并在材料表面產(chǎn)生堆積,使材料與磨粒的磨削面積不斷增大,磨削產(chǎn)生的溫度高于釋放的溫度,從而使磨削溫度升高。
適當(dāng)減小磨削深度,能夠有效減小溫度對(duì)立方氮化硼磨粒和工件的影響。當(dāng)磨削深度由0.003 mm變化到0.005 mm時(shí),溫度變化不明顯。因此,在磨削加工中,為了更好地利用立方氮化硼磨粒,減小立方氮化硼磨粒磨削不均勻而對(duì)溫度產(chǎn)生的影響,可以選取0.005 mm的磨削深度進(jìn)行加工。
4.2 磨削力
磨削力產(chǎn)生于磨削過(guò)程中,是一種瞬時(shí)力,磨削力的大小會(huì)影響工件的加工變形和砂輪的使用壽命。當(dāng)磨削力過(guò)大時(shí),會(huì)影響立方氮化硼磨粒在砂輪表面的附著程度,嚴(yán)重時(shí)會(huì)使立方氮化硼磨粒直接破碎,影響加工表面的質(zhì)量。因此,磨削力在磨削過(guò)程中應(yīng)得到重視。
單顆立方氮化硼磨粒仿真過(guò)程中,立方氮化硼磨粒的切削路徑為直線,沒(méi)有工件深度方向的進(jìn)給。提取磨削過(guò)程中進(jìn)給方向磨削力Fx與垂直于進(jìn)給方向的磨削力Fy,磨削過(guò)程中磨削深度與進(jìn)給量對(duì)磨削力的影響分別如圖6、圖7所示。
由圖6、圖7可知,單顆立方氮化硼磨粒磨削GH4169合金材料時(shí),能夠很快進(jìn)入穩(wěn)定狀態(tài)。當(dāng)磨削深度由0.003 mm變化到0.010 mm時(shí),Fx最大值可達(dá)26 N,Fy最大值為6 N。當(dāng)進(jìn)給量由100 mm/min變化到300 mm/min時(shí),磨削力Fx與Fy的變化不太明顯。
總體而言,磨削深度對(duì)磨削力的影響較大,而進(jìn)給量的變化對(duì)磨削力的影響較小。由此可見(jiàn),在磨削條件允許的情況下,可以適當(dāng)增大進(jìn)給量,以獲得更高的磨削效率。
4.3 磨削殘余應(yīng)力
在Deform-3D軟件中卸載其余力后,將工件上剩余的力作為磨削仿真加工后的殘余應(yīng)力。磨削殘余應(yīng)力的測(cè)量方式如圖8所示,將卸載后的工件從中間剖開(kāi),在立方氮化硼磨粒中心位置沿磨削深度方向進(jìn)行測(cè)量,測(cè)量結(jié)果如圖9所示。
殘余應(yīng)力是切削變形與溫度共同作用的結(jié)果。磨削仿真中GH4169合金材料表面的殘余應(yīng)力表現(xiàn)為拉應(yīng)力,這是由于GH4169合金材料磨削過(guò)程中產(chǎn)生的熱量較多,熱應(yīng)力大于擠光效應(yīng)與塑性變形產(chǎn)生的應(yīng)力。從磨削殘余應(yīng)力的變化趨勢(shì)可以看出,磨削深度對(duì)磨削殘余應(yīng)力可以產(chǎn)生一定的影響,而進(jìn)給量對(duì)磨削殘余應(yīng)力的影響并不大。從磨削殘余應(yīng)力零值處可以看出,磨削深度為0.003 mm、0.005 mm時(shí),磨削殘余應(yīng)力層深度約為50 μm;磨削深度為0.010 mm時(shí),磨削殘余應(yīng)力層深度約為60 μm。

▲圖6 磨削深度對(duì)磨削力影響▲圖7 進(jìn)給量對(duì)磨削力影響

▲圖8 磨削殘余應(yīng)力測(cè)量方式▲圖9 磨削殘余應(yīng)力變化曲線
材料表面的殘余拉應(yīng)力會(huì)加劇材料表面的微裂紋擴(kuò)展,縮短材料加工后的表面疲勞壽命,因此應(yīng)盡量減小殘余拉應(yīng)力[16-17]。在選取的參數(shù)中,磨削深度為0.005 mm、進(jìn)給量為300 mm/min時(shí)的殘余拉應(yīng)力較小,可以作為試驗(yàn)參考值進(jìn)行進(jìn)一步的實(shí)際磨削試驗(yàn)研究。
5 結(jié)束語(yǔ)
筆者對(duì)單顆立方氮化硼磨粒磨削GH4169合金材料進(jìn)行仿真研究[18-20]。
磨削深度在單顆立方氮化硼磨粒磨削GH4169合金材料的過(guò)程中起主導(dǎo)作用,對(duì)磨削溫度、磨削力與殘余應(yīng)力均會(huì)產(chǎn)生很大的影響。磨削溫度對(duì)磨削深度的變化敏感,當(dāng)磨削深度為0.01 mm時(shí),磨削溫度可達(dá)650 ℃。
磨削進(jìn)給量對(duì)磨削力的影響較小,可以采取適當(dāng)增大進(jìn)給量的方式來(lái)提高磨削效率。
單顆立方氮化硼磨粒磨削GH4169合金材料的影響層深度大約為60 μm,主要表現(xiàn)為拉應(yīng)力。磨削溫度產(chǎn)生的熱應(yīng)力是影響殘余應(yīng)力的主要因素。
當(dāng)磨削深度為0.005 mm、進(jìn)給量為300 mm/min時(shí),磨削仿真后磨削溫度、磨削力、磨削殘余應(yīng)力均在可接受范圍內(nèi)。可以將磨削深度0.005 mm、進(jìn)給量300 mm/min作為參考參數(shù),進(jìn)一步進(jìn)行立方氮化硼砂輪實(shí)際磨削GH4169合金材料的試驗(yàn)研究。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2022年6期)2022-06-05 06:50:50
快樂(lè)學(xué)習(xí)報(bào)·教育周刊(2022年16期)2022-05-01 21:25:05
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設(shè)與管理(2015年15期)2015-03-20 15:18:57
