裝配式凸輪軸的工裝設計
2018-03-26 09:37:12海軍駐興平地區(qū)軍事代表室陜西713105
金屬加工(冷加工) 2018年3期
關鍵詞:設計
■ 海軍駐興平地區(qū)軍事代表室 (陜西 713105) 高 博
■ 陜西柴油機重工有限公司 (興平 713105) 魏有理 段建華
柴油機凸輪軸分為整體式和裝配式。其中裝配式凸輪軸為細長軸類零件,并帶有多缸鍵槽,由于零件過長加工難度大,設計時一般將零件分為幾段通過法蘭連接起來。凸輪軸在裝配后,有較高的技術要求,特別是凸輪軸兩端的定位銷孔及凸輪軸外圓上的鍵槽加工難度較大。其中凸輪軸兩端的定位銷孔要求各組裝零件配鉸加工,按一般方法只能設計鉆模用手電鉆加工,加工難度大,產品容易超差。凸輪軸外圓上的鍵槽尺寸、幾何公差要求較嚴,各鍵槽間、鍵槽與定位基準孔間有著較嚴的角位要求,用普通設備加工難以保證加工要求,用數(shù)控設備加工裝夾難度大,加工成本高。為此在分析零件的技術要求后,通過設計、應用專用的配鉸鉆模和凸輪軸鍵槽銑夾具,在通用設備上完成裝配式凸輪軸定位銷孔和鍵槽的加工,保證了柴油機凸輪軸的加工要求,降低制造成本,提高經濟效益。
1. 零件技術難點分析
以某型柴油機凸輪軸為例,該零件總長為5 012mm,由兩端凸輪軸組裝而成,以其中一段為例進行說明。該零件總長為2 452mm,直徑為125+0.033+0.015mm,長徑比達到19.6,屬細長軸類零件。為了保證零件裝配后配合良好可靠,零件裝配時在φ6 5(H6/h6)的小間隙凸臺及止口定位的法蘭上設計了φ10H7銷孔,要求兩端凸輪軸配鉸加工,安裝時用定位銷定位,防止零件的相互轉動。φ125+0.033+0.015mm外圓有6個鍵槽,鍵槽寬度尺寸為32-0.026-0.088m m,鍵槽間存在一定夾角,各鍵槽間角度偏差要求≤±1 5′,并與裝配基準孔φ10H7的角度偏差≤±15′,相對于凸輪軸外圓的對稱度≤0.03mm。其結構如圖1所示。
由以上分析可知該零件鍵槽加工過程中存在以下技術難點:
裝配基準孔φ10H7要求配鉸加工,一般用鉆模及手電鉆加工難度較大,加工效率低,難以保證加工要求。
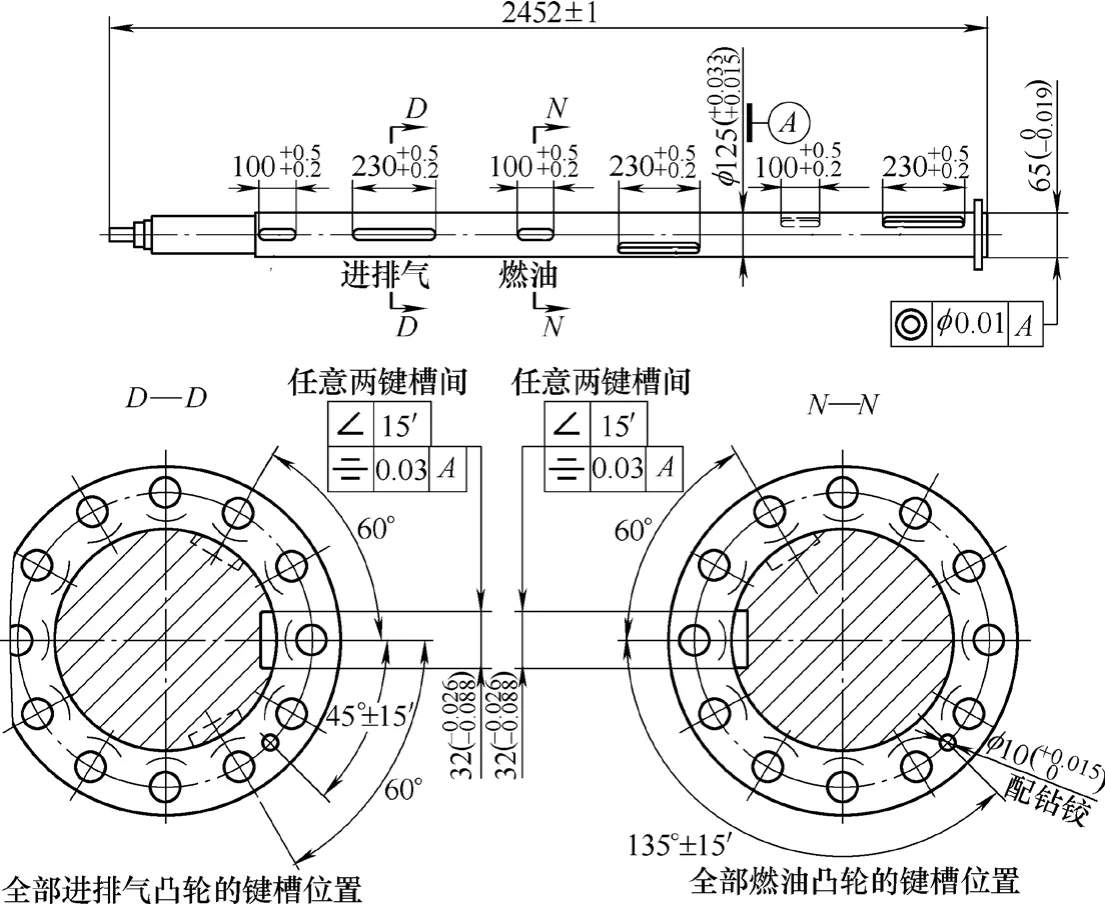
圖1 某型柴油機凸輪軸結構簡圖
鍵槽間角度偏差±15′及與裝配基準孔φ10H7的角度偏差≤±15′要求較高,利用一般對線、分度頭等加工方法難以保證。
鍵槽相對于凸輪軸外圓的對稱度≤0.03mm,由于零件屬細長軸,剛性裝夾過程存在裝夾變形,難以保證。
通過結構分析和加工工藝方案研究,設計了配鉸鉆模及角位分度盤,在通用設備上實現(xiàn)了零件的高效精密加工,保證了零件的技術要求,提高了加工效率。
2. 夾具設計
配鉸鉆模設計。通過對零件的技術要求進行分析,為了保證零件上φ10H7裝配基準孔的高度一致,我們在設計鉆模時采用了如圖2所示的鉆模,在鏜床上對零件進行加工。該鉆模用凸輪軸的裝配基準φ65h6凸臺為中心定位,定位孔與零件選用小間隙配合G7/h6配合,該鉆模上同時設計了定位凸臺φ65g6與另一段凸輪軸止口φ65H7定位,對鉆模上的定位止口和凸臺提出了較高的同軸度要求,保證φ10H7的位置一致性,確保加工出的φ10H7孔與零件中心距離一致。鉆模上設計了φ9mm、φ9.8mm和φ10mm(件號1、2和3)的速換鉆套,用于對φ10H7孔鉆、擴、鉸,保證定位孔尺寸要求和精加工時鉸刀和鉆套孔的精密配合。鉆模用鉤頭壓板固定在零件上。利用此配鉸鉆模可在鏜床上分別加工兩個零件的φ10H7裝配基準孔且位置度可滿足裝配要求,加工效率大大提高,加工難度降低,效果良好。
角位分度盤。為了保證零件鍵槽間及與裝配基準孔φ10H7的角度偏差,我們設計了角位分度盤,其結構如圖3所示。該工裝以零件上的φ65h6凸臺(另一段凸輪軸以φ65H6止口)為中心定位基準,同時利用菱形定位銷,以零件的裝配基準孔φ10H7為角位定位基準,根據(jù)零件的鍵槽相互角度,確定銑鍵槽的六方分度盤上各六方面間角度為60°±2′,在加工零件鍵槽過程中,通過螺栓、墊圈和螺母將零件與六方分度盤緊固在一起,機床主軸始終保持水平不動,通過旋轉六方角位分度盤上的6個平面,并用直角尺靠緊垂直平面,控制直角尺六方角位分度盤上平面間隙≤0.05mm,保證零件的精確旋轉定位,從而保證各鍵槽間的角度公差要求,加工效率大大提高。

圖2 配鉸鉆模1、2、3.速換鉆套 4.鉤頭壓板
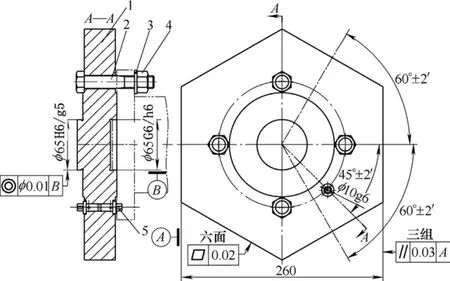
圖3 角位分度盤1.六方分度盤 2.螺栓 3.墊圈 4.螺母 5.菱形定位銷
3. 結語
通過設計、應用裝配式凸輪軸專用工裝,解決了裝配式凸輪軸裝配基準孔的配鉸難題,在普通鍵槽銑床上實現(xiàn)了裝配式凸輪軸加工多角位鍵槽的高效精密加工,在保證零件加工精度的前提下,節(jié)約了生產成本,提高了加工效率。應用前景較好,可全面推廣。
[1] 孟少農.機械加工工藝手冊[M].北京:機械工業(yè)出版社,1991.
[2] 孫光華.工裝設計[M].北京:機械工業(yè)出版社,2004.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
