落料沖孔復合精沖模
2018-03-26 09:37:13安徽方圓機電股份有限公司蚌埠233010
金屬加工(冷加工) 2018年3期
■ 安徽方圓機電股份有限公司 (蚌埠 233010) 文 斌
某零件外形如圖1所示,查表公差等級IT6,斷面的表面粗糙度值Ra=1.6μm,其內型尺寸精度、表面粗糙度要求高,材料為低碳鋼,料厚t=2mm,年產量大,原生產工藝為下條料→作穿絲孔→線切割成形→拋光、去毛刺,工序多、效率低,且在線切割加工成型過程中,由于工件加工內應力產生尺寸變形原因,內型尺寸精度難以保證。如用普通落料沖孔模加工,零件內型尺寸精度和表面粗糙度要求均無法保證。為此,設計了一副在普通壓力機上使用精沖技術的落料沖孔復合精沖模,零件沖壓成形后,其外形和內型尺寸精度和表面粗糙度都能滿足產品要求,生產效率及質量均大幅提高。
1. 模具工作過程
模具結構如圖2所示,其工作過程是上模下行,件3、件5、件13和件16把條料壓緊,隨后件4、件12進行外形落料,上模繼續下行,件4、件9進行內型精沖成形。沖裁完成后,上模回升,件5、件13將沖好的零件退出,件3、件16將條料搭邊卸出,整個沖裁完成。
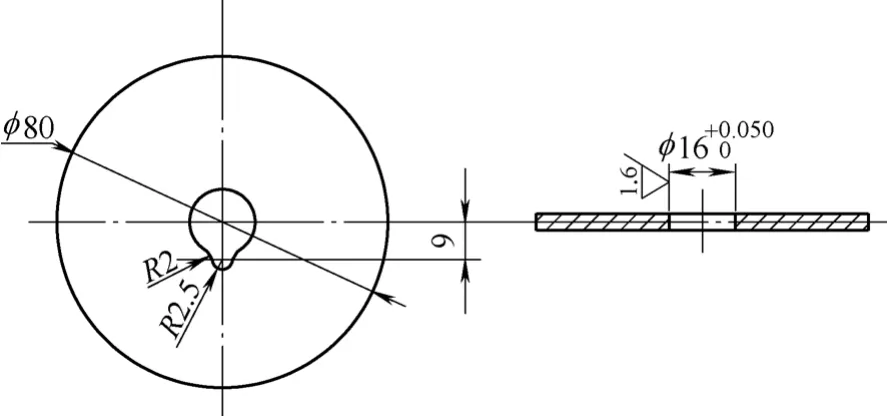
圖1 接電片
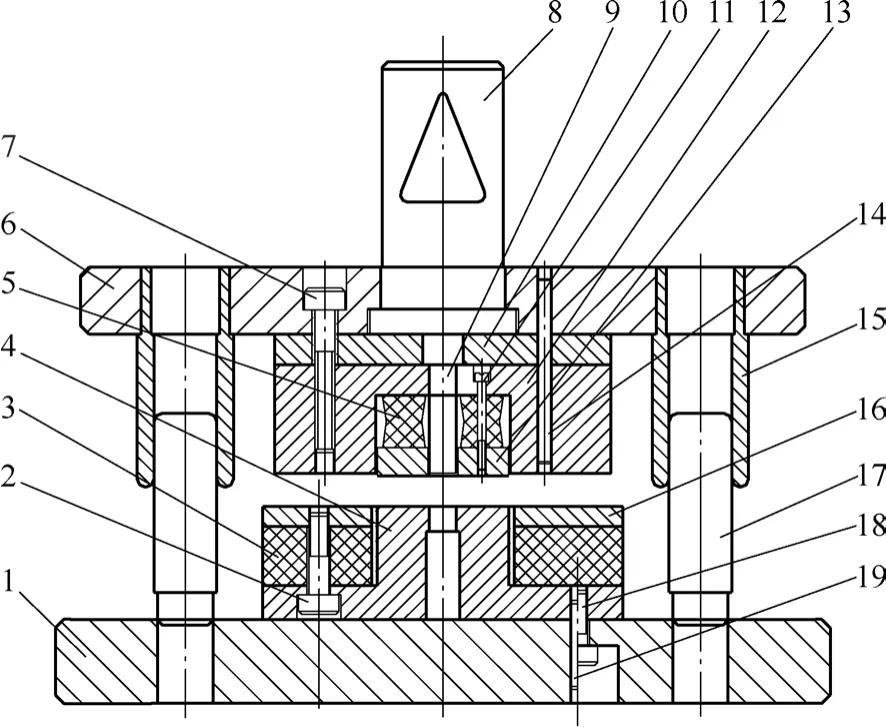
圖2 落料沖孔復合精沖模1.下模座 2、7、11、18.螺釘 3.退料橡皮 4.凸凹模 5.壓料橡皮 6.上模座 8.模柄9.沖頭 10.墊板 12.凹模 13.壓料板 14、19.銷釘 15.導套 16.退料板 17.導柱
2. 模具結構特點
因零件對外形尺寸精度及表面粗糙度均無特別要求,所以其外形落料可按普通落料模形式設計,我們主要對其內型成形結構進行說明。
(1)精沖間隙。為滿足零件內型尺寸精度和表面粗糙度要求,沖頭與凸凹模相互配合間隙(雙面)為0.005~0.010mm,間隙大小與被沖裁材料厚度無關。
(2)沖頭和凸凹模結構。因僅對內孔給予精沖,所以凸凹模工作刃口鋒利,表面粗糙度值Ra≤0.4um。沖頭刃口采用R0.2mm(沖裁材料厚度10%)較小圓角刃口,表面粗糙度值Ra≤0.4um,如圖3a所示,這主要是為加大剪切表面擠壓作用,從而降低內型剪切表面的表面粗糙度值。如精沖為落料尺寸,凹模刃口應采用R0.2mm(沖裁材料厚度10%)較小圓角刃口,沖頭鋒利,如圖3b所示。
(3)壓料結構。當沖頭進入凸凹模前,首先應由壓料板將條料壓緊,以便于零件產生塑性變形,壓料力足夠使模具工作時,材料不至于發生移動。此模具采用聚氨酯橡膠做強力壓料,壓縮反彈所產生的壓料力取P壓=(15%~20%)P沖。聚氨酯橡膠截面積及高度可用壓料力P壓推算出。
(4)壓料板設計。因零件對上表面不允許有壓痕,所以我們放棄了最初設計時所采用的三角形凸起雙齒圈壓料板(見圖4a),改為臺階形凸平臺壓料板(見圖4b),不僅制造簡單,而且也達到了與雙齒圈三角形凸起壓料板一樣的效果。
3. 注意事項
由于精沖的沖頭與凸凹模的間隙小,沖裁力較大,因此對上、下模座等強度應適當增加,制造精度應提高,要求上、下模座的平行度為0.03/300mm,導柱和導套的間隙不得超過0.015mm。模具工作時應采用濃度不大的干凈的錠子油作為潤滑劑使用。此模具設計方法,也適用于其他對孔有較高要求的沖件。

圖3 精沖沖頭、凹模
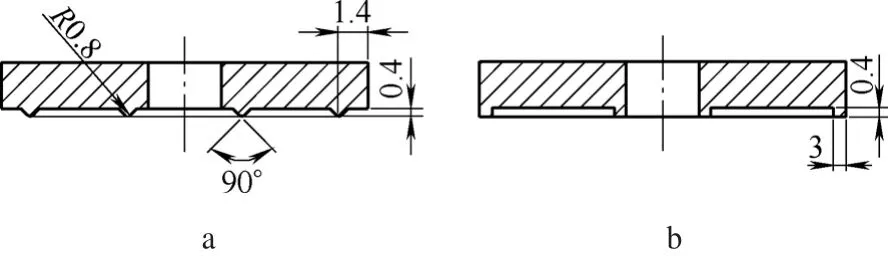
圖4 壓料板
[1] 劉靖巖.冷沖壓工藝與模具設計[M].北京:中國輕工業出版社,2006.
[2] 周開華,汪愷.精沖技術[M].北京:國防工業出版社,1980.
