盾構(gòu)機主驅(qū)動密封維修改造關(guān)鍵技術(shù)的思考
2018-03-27 02:04:26馬鶴
中國設(shè)備工程 2018年6期
馬鶴
(中國鐵建重工集團有限公司,湖南 長沙 410100)
對于盾構(gòu)機來說,主驅(qū)動系統(tǒng)是以“心臟”的地位而存在,而主驅(qū)動的密封便是心臟外的一層保護膜。在盾構(gòu)機掘進的過程中,主驅(qū)動密封不能夠在洞室中進行更換,如若由于密封損壞或者間隙過大等原因,使泥沙顆粒或者齒輪油等侵入到齒輪箱當中,導(dǎo)致主軸承損壞,將會引起整個盾構(gòu)機的癱瘓,為盾構(gòu)工程帶來經(jīng)濟損失。
1 主驅(qū)動密封的設(shè)計
1.1 出廠設(shè)計
在當前國內(nèi)市場中,雖然盾構(gòu)機的品牌多種多樣,但是主驅(qū)動密封的形式卻十分相似,在結(jié)構(gòu)設(shè)計方面應(yīng)保障密封唇口具有較強的跟隨性,與旋轉(zhuǎn)軸之間始終處于最理想的角度。在確保密封效果的基礎(chǔ)上,使各個密封件之間的接觸面積盡量變小,控制摩擦發(fā)熱和對唇口產(chǎn)生的磨損,使其能夠與壓力工況相符合。對盾構(gòu)機主密封進行的設(shè)計主要分為內(nèi)周密封和外周密封兩周,內(nèi)周密封由唇形密封實現(xiàn),外周密封由VD密封實現(xiàn),其中唇形密封能夠?qū)崿F(xiàn)靜、動、自密封作用,韌性良好。而VD密封是將V形的一側(cè)唇部加厚處理而成,活動性較強,能夠彌補較大的公差和角度差,具體的出廠設(shè)計圖如圖1所示。
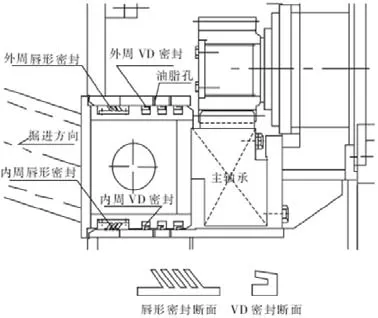
圖1 主驅(qū)動出廠密封設(shè)計示意圖
1.2 工作原理
在兩道密封中間注入EP0潤滑油,外周的設(shè)計注入量約為20mL/min,內(nèi)周每腔的注入量約為16mL/min,盾構(gòu)機在掘進時累計消耗量約為2000mL/min。VD密封能夠促進潤滑油產(chǎn)生壓力,當壓力超出界定范圍時會發(fā)生外泄,同時還能夠有效防止?jié)櫥突亓鳜F(xiàn)象。在油脂注入到設(shè)備中后,潤滑油會被擠進壓板與土倉隔板當中,防止泥沙進入到密封內(nèi)部,極大的提升了密封性。
2 盾構(gòu)機主驅(qū)動密封存在的問題
2.1 VD密封斷裂實效
VD密封中可能會出現(xiàn)斷裂現(xiàn)象,通常出現(xiàn)斷裂現(xiàn)象的主要原因在于安裝時使用的膠粘強度不足,粘接不夠均勻,而密封與襯套在相對旋轉(zhuǎn)的過程中,襯套產(chǎn)生切向拉伸力,如若局部粘接強度較弱,則會在拉伸的作用下逐步開裂,然后在應(yīng)力集中的作用下,產(chǎn)生密封斷裂問題。因此,在驅(qū)動密封的過程中,應(yīng)保障粘接強度的均勻性,防止密封材料發(fā)生應(yīng)力集中。VD密封在發(fā)生斷裂之后,腔體內(nèi)的潤滑油將會涌出,導(dǎo)致軸承箱泄漏。同時,由于密封背部壓力喪失,在前端土壓力的作用之下導(dǎo)致泥沙進入其中,使密封產(chǎn)生嚴重的磨損,導(dǎo)致失效。
2.2 唇形密封磨損
當盾構(gòu)機發(fā)生故障時,將主驅(qū)動解體之后能夠看到密封唇口處有非正常的磨損現(xiàn)象,尤其是外側(cè)密封處,由于能夠與泥沙進行直接接觸,因此受磨損程度更高。在機器正常運行的過程中,刀盤的轉(zhuǎn)速n為1.4r/min,外周密封線速度V為2πrn/60,也就是0.23m/s,溫度大約在50℃,加之得不到潤滑油的有效供給,因此十分容易產(chǎn)生磨損問題,長期以往,甚至?xí)?dǎo)致盾構(gòu)機癱瘓的后果發(fā)生。
2.3 密封襯套磨損
根據(jù)相關(guān)設(shè)計要求,密封唇口的壓縮量為7mm時,才能夠保障密封性處于最佳狀態(tài)。隨著盾構(gòu)機應(yīng)用時間的不斷增加,密封唇口與襯套之間相互運動摩擦,長此以往,在襯套的四周會產(chǎn)生一道4mm左右的凹槽,并且在襯套與VD密封的相交處也會產(chǎn)生一定程度的磨損。這些磨損印記的存在對唇口密封性能產(chǎn)生較大的不利影響,并且隨著使用時間的延長,磨損現(xiàn)象愈演愈烈,即便中間有潤滑油的填充,但是當磨損達到一定界限時,磨損量遠遠超過壓縮量,這將使得潤滑油的作用難以抵抗壓力,使外部泥沙混入其中,對主驅(qū)動軸承、齒輪、保持架等造成不同程度的損壞。如若不將存在的凹槽徹底消除,即便是使用新的密封,在凹槽仍然存在的狀態(tài)下,唇口與襯套也很難實現(xiàn)密切配合,對密封效果依然會產(chǎn)生不利影響。
3 主驅(qū)動密封的改造方案
通過對上述內(nèi)容的分析可知,在主驅(qū)動密封中通常會由于VD密封磨損、斷裂、襯套磨損等問題對機器的正常運行產(chǎn)生不利影響,對此,應(yīng)對三道VD的密封材質(zhì)和密封形式進行有效的改進,以此來防止上述問題的發(fā)生。
3.1 VD密封材質(zhì)的改進
由于三道VD密封與齒輪之間的距離較近,當主驅(qū)動在運行過程中的溫度提升到60℃時,密封容易產(chǎn)生粘接強度下降而開膠現(xiàn)象。對此,應(yīng)選擇耐高溫的復(fù)合型材料。具體的改造方式為:將內(nèi)周、外周的VD密封材料全部轉(zhuǎn)變成含氟量較高的合成橡膠。這種橡膠具有耐高溫、耐腐蝕等特征,其與其他橡膠相比來看在很多方面占有明顯優(yōu)勢,具體如表1所示。
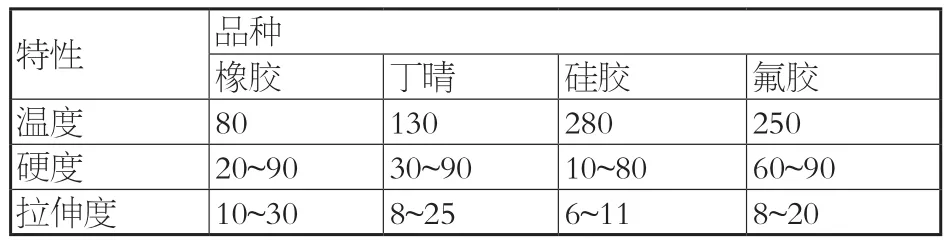
表1 各種橡膠特性表
3.2 VD密封形式的改進
由于粘接強度較弱、局部受力不平均等,導(dǎo)致密封斷裂問題產(chǎn)生,在對此方面問題的改進過程中,將以往傳統(tǒng)的膠粘法進行轉(zhuǎn)變,以壓板法的方式替代。根據(jù)相關(guān)文獻可知,不管是盾構(gòu)機的密封粘接還是摩擦焊,其縱向軸壓都能夠促進相關(guān)部件對滑動的抵抗。在主驅(qū)動密封中,在其弧度的安裝面上分別安裝壓板,將以往傳統(tǒng)的VD密封剔除,安裝具有壓接邊緣的VD密封,使其在安裝過后能夠展現(xiàn)出一個閉合的環(huán)形形狀,在接縫處用螺栓固定好。具體的改進方式為:
(1)對原扭腿處進行立車加工,依據(jù)相關(guān)設(shè)計進行鉆孔和套絲,在此基礎(chǔ)上對壓板的半徑弧度進行加工和鉆孔。
(2)在VD密封安裝面上涂滿膠粘劑,避免潤滑油從縫隙處產(chǎn)生回流。
(3)保障螺栓的數(shù)量和強度,在安裝時要注意用力的大小,避免由于受力不均而產(chǎn)生扭曲或者變形。
(4)當螺栓被固定完畢以后,將壓板點與螺栓的頂部焊接在一起,保障螺栓不會在運行中脫落。在焊接的過程中,應(yīng)注意不要將焊渣崩落到密封當中,對整體密封效果產(chǎn)生不良影響。為了防止上述現(xiàn)象發(fā)生,可以在焊接之前將密封用防火布包好,避免與焊渣相接觸。
上述密封改進方案的同時還應(yīng)注意如密封裝配處加工表面的粗糙度、清潔度及裝配面的銳邊、銳角等因素都將對密封性能與密封件的壽命產(chǎn)生較大影響。
4 結(jié)語
通過上述對盾構(gòu)機主驅(qū)動密封的研究能夠得知,在VD密封材質(zhì)上,將以往丁晴轉(zhuǎn)變?yōu)楹暮铣上鹉z,將會使密封與外殼變得更加可靠。在密封形式上,將以往膠粘法轉(zhuǎn)變?yōu)閴喊宸ǎ瑢⒛軌蚴姑芊飧脑旒夹g(shù)與預(yù)計效果更近一步。
[1]張強.加氫裂化裝置關(guān)鍵機泵機械密封的改造與應(yīng)用[J].水泵技術(shù),2015,(04):28-32.
[2]王旭.流體靜壓型指尖密封的理論與試驗研究[D].哈爾濱工程大學(xué),2016.
[3]袁代紅.天然氣壓縮機干氣密封系統(tǒng)故障研究與對策[D].四川大學(xué),2014.
[4]陳豐民.采油五廠埋地集輸管道保溫技術(shù)研究[D].大慶石油學(xué)院,2013.
