自卸車車廂800MPa級高強鋼的焊接試驗
2018-03-27 02:04:27范盧軍劉新新鄒杰
中國設備工程 2018年6期
范盧軍,劉新新,鄒杰
(湘潭電機股份有限公司結構件研究所,湖南 湘潭 411101)
電傳動礦用自卸車因其底盤結構簡單、操作輕便靈活、運行經濟性好,已成為大型露天礦開采運輸的關鍵設備。SF35100型電動輪自卸車是湘潭電機股份有限公司研制的具有完全自主知識產權的300噸交流傳動電動輪自卸車,載重量達300噸。
其裝載用的車廂要求載荷強度高、自重輕、低溫韌性好。在結構設計上,采用了大量的高強度鋼板,其中最重要的承重部位,大梁采用了800MPa級高強度鋼板SUMITEN780。作為車廂最重要的承力部位,大梁的焊接質量是車廂制作的關鍵。
1 SUMITEN780母材性能
SUMITEN780為低碳調質鋼,其化學成分含C為0.13%,含Si量為0.7%,含Mn量為0.82%,含P量為0.01%,含S量為0.02%,含Cu量為0.22%,含Ni量為0.74%,含Cr量為0.73%,含Mo量為0.36%,含V量為0.04%,含B量為0.0014%;其力學性能為屈服強度780MPa,抗拉強度800~890MPa,延伸率為18%,-40℃沖擊功為47J。
2 SUMITEN780焊接性能分析
2.1 碳當量的計算
焊接性一般以碳當量Ceq來衡量。用式(1)計算碳當量Ceq,計算結果如下所示。

由計算結果Ceq=0.55可知,此材料有一定的淬硬傾向,焊前需要預熱,通過斜Y坡口裂紋實驗確定預熱溫度為100℃。
2.2 焊接熱輸入
高強鋼焊接時,若冷卻速度較慢,在熱影響區易發生軟化或脆化現象;若冷卻速度較快,熱影響區易產生淬硬組織,有出現冷裂紋和韌性下降的傾向。因此,熱輸入必須控制在合理的范圍內,一般高強鋼焊接熱輸入控制在0.5~2.0kJ/mm之間。
2.3 層間溫度的計算
焊接中的溫度/時間循環對焊接接頭的機械性能有很大影響,通常用冷卻時間t8/5來表示焊接中單個焊道的溫度/時間循環,t8/5的延長通常會導致沖擊功的減少和熱影響區強度的降低。
對于高強度鋼焊接,適當的t8/5通常在10 秒至25秒之間。
焊接條件和t8/5的關系可以用以下公式來表示:

根據預熱溫度及上述計算,確定層間溫度T0控制在 100~180℃。
3 工藝評定試驗
根據GB/T19869.1-2005 工藝評定標準,選用厚度為20mm SUMITEN780作為母材,采用了對接接頭形式,進行焊接工藝評定試驗。
3.1 接頭形式與坡口尺寸的選擇
δ20mm規格的鋼板對接接頭選用V型坡口,接頭形式如圖1所示。
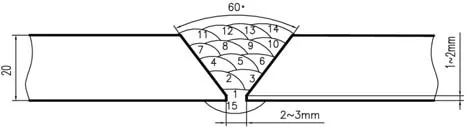
圖1 20mm鋼板對接接頭形式
3.2 焊接方法與焊接材料的選擇
對于高強鋼的焊接,大多采用焊接熱輸入密度集中、效率高、熔池保護及脫氫效果好、焊接變形小的富氬混合氣體保護焊(Ar+CO2混合氣體),焊絲按等強匹配原則選用伊薩的焊絲OK89,直徑Φ1.2mm。
3.3 焊接工藝參數的擬定
焊接工藝參數見表1。

表1 焊接工藝參數
3.4 焊后保溫去氫
為了保證殘余氫的擴散溢出,防止冷裂紋的產生,焊接完成后立即保溫,在200~250℃下,保溫2~4小時,進行去氫處理。
4 工藝試驗結果與分析
4.1 焊接接頭檢驗
對焊接接頭進行目測外觀檢查,外觀質量符合GB/T 19418-2003《鋼弧焊接頭-缺陷質量分級指南》中B 級要求;對焊縫進行磁粉探傷,探傷結果滿足JB/T4730.4-2005中Ⅱ級要求;對焊縫進行超聲波探傷,探傷結果滿足JB/T4730.3-2005 中Ⅱ級要求。
4.2 力學性能檢查
(1)拉伸試驗。拉伸試樣制備好后進行了拉伸試驗,試驗結果見表2。
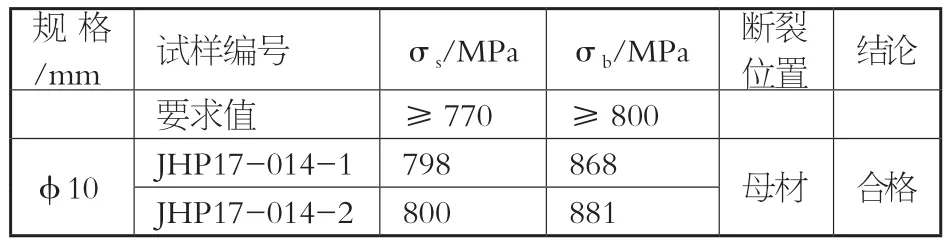
表2 拉伸試驗結果
(2)沖擊試驗。沖擊試驗采用V型缺口,試樣分為3組,每組3件,每組的缺口分別開在焊縫中心、熔合線區、熱影響區。進行了-40℃沖擊試驗,試驗結果見表3。
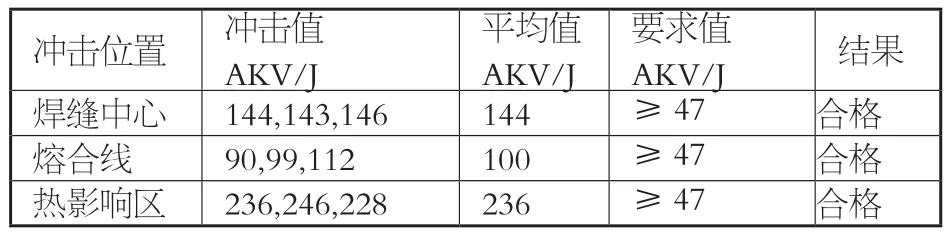
表3 (-40℃)沖擊試驗結果
(3)彎曲試驗。在對接接頭試板上取試樣4件,進行180°側向彎曲試驗,試樣厚度10mm,彎芯直徑40mm,彎曲角度180°,彎曲后,表面完好,試驗結果合格。
(4)硬度試驗。在對接接頭試板上的沿厚度方向取三個位置,進行硬度試驗,試驗結果見表4。

表4 硬度試驗結果
上述各數據表明,焊縫拉伸試驗、沖擊試驗、彎曲試驗、硬度試驗均滿足GB/T19869.1-2005焊接工藝評定的要求,工藝評定試驗結果合格。試驗結果表明:采用的焊接工藝方法、工藝參數合理可行,所選用的焊接材料與母材匹配良好。
車廂大梁按相應要求整體焊接完成后,焊縫表面成型美觀,經相關檢測無焊接缺陷,焊后質量能完全滿足設計要求。SF35100自卸車在內蒙古神華準格爾能源有限公司哈爾烏素露天煤礦經過1年多的運轉,車輛出動率為90%以上,車廂部件沒有發現任何焊接質量問題。
5 結語
(1)SUMITEN780鋼板采用富氬氣體保護焊(Ar+CO2混合氣體),按等強匹配原則選擇焊絲OK89,在合理的焊接工藝參數下焊接,焊接接頭的綜合機械性能良好。按GB/T19869.1-2005進行焊接工藝評定,結果合格。
(2)預熱溫度的控制、層間溫度的控制、焊后保溫去氫處理是高強鋼焊接的關鍵控制要素。
(3)采用合理的熱輸入,將線能量控制在0.5~2.0kJ/mm之間,是保證焊縫強度的關鍵。
[1]周林,屈剛,羅栓定.兩種不同牌號800MPa級高強鋼焊接性試驗比較[J].電焊機,2013,43(10):67-70.
[2]李亞江.焊接冶金學:材料焊接性[M].北京:機械工業出版社,2006.
[3]王勇.低合金調質結構鋼焊接工藝研究進展[J].應用能源技術,2009,8:11-13.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
