武鋼有限煉鋼三分廠全弧形連鑄機扇形段軸承破碎攻關
2018-03-27 02:04:33都勝朝
中國設備工程 2018年6期
都勝朝
(武鋼有限設備管理部,湖北 武漢 430080)
武鋼有限三煉鋼弧形連鑄機扇形段軸承自2013年6月份后大量破碎下線,據統計,軸承失效占扇形段失效比例為30%,超越“輥縫精度不良”成為扇形段失效的第一因素。在鋼鐵企業中,高溫、高濕、多塵的工況使軸承經常失效,具體分析軸承的失效原因中:污染物占50%;潤滑不良占14%;裝置及安裝占15%,軸承過熱占15%,其它6%,見圖1。
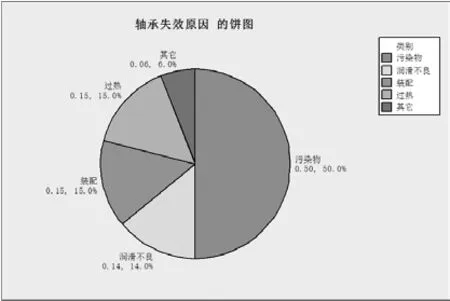
圖1 軸承失效的原因分析
1 設備概況
武鋼有限煉鋼廠三分廠1#板鑄機為DEMAG全弧型板坯連鑄機,于1996年投產,其年生產能力為210萬噸。整個煉鋼廠共有17個扇形段位區域,具體來看,1到7號段區為弧形結構,8號、9號則屬于矯直結構,10到17號則屬于水平結構。各段都是5對輥子單節密排簡支梁方式,軸承為調心滾子軸承。2015年1#鑄機扇形段下線88臺次,軸承原因造成的下線26次,占所有下線次數的30.9%。由于連鑄機工況惡劣,扇形段軸承一直處于高溫、低速、重載、水汽環境中,工藝需求的低水量使軸承常常處于超過250℃高溫下,導致軸承產生不可逆回火脆性,再加上軸封失效、潤滑油選型不當、裝配不規范使得扇形段頻繁下線,造成連鑄機非計劃停機,影響生產節奏,同時也增加了維修成本。本文結合生產實際及多年設備管理經驗,試圖通過綜合攻關達到提高扇形段軸承壽命的目的。
2 軸承失效原因分析
分析軸承失效原因,問題出在以下幾個方面。
2.1 備件精度差導致軸承載荷不良
輥子軸承位圓跳動誤差大。輥子在修復過程中軸承安裝位的尺寸和形位公差超差且輥子兩頭的公差差別大,在使用過程中會導致軸承單邊受力。
為了確保輥子作用的有效發揮,避免外力作用下輥子結構發生結構性彎曲,從而導致整體結構強度的降低,造成損傷與破壞,影響輥子在軸承運轉中的積極作用,導致軸承運行效能的降低。
軸承在運行過程中,為了確保單片對中的高效性,工作人員對輥子面與樣規間隙進行調整,對接縫的規格與具體參數進行控制,以免出現輥子高度不一致,導致整個軸承承重效果大大降低,在長時間的運行狀態下,極有可能發生軸承故障,對軸承工作效能帶來不利的影響。
軸承徑向游隙不均勻。在同一輥子之中,如果出現游隙過大的情況,將會直接導致軸承受力不均勻,增加軸承在運行過程中受損傷的機率,增加了設備維護的困難程度。
2.2 徑向游隙的影響
從實際情況來看,游縫將會對滾動軸承載荷分布、振動頻率、溫度控制、加工精度以及使用壽命等帶來最為直接的影響。借助于損壞原因的分析,能夠幫助技術人員為后續軸承運行狀態的控制與維護有著針對性的引導。
2.3 潤滑不良
滾動軸承在運行過程中,為了避免過度磨損的出現,可以采取潤滑方式,減輕軸承磨損以及摩擦力,在進行潤滑操作的同時,還需要對冷卻、除銹等工作效果進行分析,避免軸承摩擦過程中,出現過熱情況,進而避免潤滑不良導致的軸承結構性損傷。
2.4 灰塵等污染引起軸承損壞
(1)密封結構不完善。在對軸承密封結構分析的過程中,發現部分輥子中的單唇骨架油封隔塵性能不足,導致輥子隔離之中雜質難以進行有效排除,雜質的難以排除,使得輥子之中極易發生堆積,使得結構性損傷。
(2)維修過程引入雜質。潤滑油脂在清潔的過程中,一旦沒有按照清潔操作的具體要求,將會使得軸承帶病上線開展工作,由于雜質的存在導致潤滑油脂無法發揮自身的作用。
2.5 中碳鋼二冷水配置不合理導致軸承過熱損壞
我廠生產碳鋼時為了防止彎坯,設置了極低的內外弧噴淋水量,來達到同樣的冷卻梯度。軸承在此工況下長時間工作會過熱變脆,最終受力輕易導致破碎。2014年發生兩起較大軸承過熱脆碎的事故,共造成約20臺扇形段軸承失效下機。
3 解決措施
3.1 均布載荷
軸承外圈出現剝落現象,主要是承受的徑向載荷Fr分布不均,導致軸承局部受力過大造成。軸承安裝精度、軸頸和輥體的同心度不好,軸承座內孔失圓,以及使用過程中輥子出現擾變,都會對軸承產生分布不均的徑向載荷Fr(如圖2)。
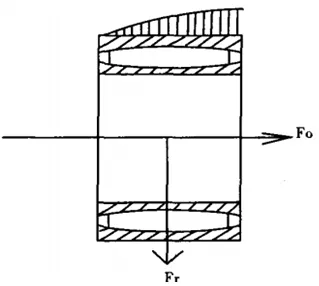
圖2 徑向載荷Fr的分布圖
裝配前,精確測量輥子同軸度和軸承游隙值,選取輥子直徑接近的放在一個扇形段上;安裝軸承時選取游隙最相近的安裝到同一根輥子上;對中精度提高到±0.05mm以內,同一根輥子的水平度控制在0.05mm以內;測量軸承座內孔的圓度,保證圓度誤差不超過0.05mm。這樣裝配時總體誤差不會超過0.1mm,確保了軸承受到均勻的徑向載荷Fr。
3.2 合理選用軸承徑向游隙
通過對軸承工作運行情況的客觀分析,使用4級軸承來取代3級軸承,使得游隙滿足實際的使用需要,能夠貼合加工活動的客觀要求。同時落實檢查監督制度,確保軸承自身質量符合標準。
3.3 選用合理的潤滑方式
(1)對潤滑脂的使用方式進行調整,從實踐結果來看,扇形段在現場使用的過程中,應采取短時間、多頻率的運用方式,避免油脂過多對軸承運行效果的影響。
(2)要根據季節的變化,確定對潤滑脂的使用需求,在冬天使用0#脲基潤滑脂,夏天選用1#脲基潤滑脂。通過對潤滑脂的選擇,在冬天降低了干油阻力,在夏天則能夠有效控制干油的流失。
3.4 選用雙唇油封
改善軸承座密封結構,將單唇骨架油封改為雙唇骨架油封,設計油封的主唇背對軸承安裝,主唇阻擋兩側灰塵進入,副唇起到防止潤滑脂過多流失的作用,這是本次軸承損壞攻關的關鍵之一。
3.5 合理配置中碳鋼二冷水
軸承溫度一般隨著連澆爐次的變化而升高,當生產中碳鋼低于典拉時,噴嘴很難噴射出低流量的冷卻水,軸承暴露在高溫烘烤下。圖3顯示某固定軸承座在冷卻水中斷情況下的軸承座溫度變化情況。
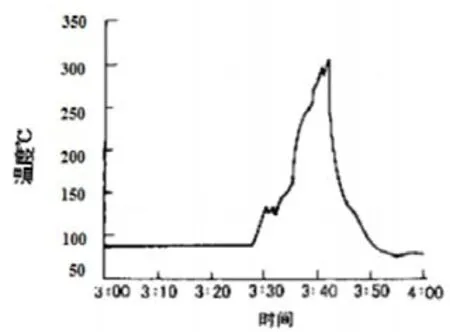
圖3 冷卻水中斷期間某個軸承座表面溫度
通過與生技部門合作合理配置噴淋水,生產管線鋼時盡量不低于典拉,盡量減少采取關閉噴淋水的措施避免彎坯的極端措施,極大改善了軸承工作溫度環境:凡1、2#機生產管線系列和HG785、HG60Ti、HG70Ti等高強合金鋼時,禁止長時間低拉速澆鑄(<1.0m/min不得超過30分鐘,≤0.8m/min不得超過5分鐘)。當拉速≤0.9m/min時,連鑄中控操作工啟動直線段脈沖水按鈕。當拉速>0.9m/min時關閉直線段脈沖供水,恢復到原二冷水供水模式。
4 改進效果
攻關后,煉鋼總廠三煉鋼軸承損壞下線在扇形段失效各因素中占比降低15%。
5 經濟效益和社會效益
實施之后,2014年上半年下線扇形段124臺次,由于軸承損壞所占比例為15.86%,平均拉鋼壽命為129.89天。去年同期下線142臺,一臺扇形段維修成本約為17萬元,改造后共節省維修費用(142-124)×17=306萬元。同時減少了連鑄停機檢修時間2160分鐘,因攻關避免了質量事故發生,為品質質量生產打下堅實基礎。
6 存在問題及下步打算
從以上分析可知軸承損壞是由多方面綜合因素引起的,所以在以后的工作中要注意如下事項。
(1)緊抓影響軸承壽命的各個因素不能放松,放過一個因素即可能導致扇形段軸承損壞。
(2)弧形連鑄機的軸承損壞還跟生產配水關系密切,下步將繼續配合生技部門科學合理配置中碳鋼冷卻水量,減少扇形段軸承過熱損壞。
