后蓋零件機械加工工藝規程設計
2018-03-30 08:24:16李艷霞
現代制造技術與裝備 2018年2期
關鍵詞:工藝
李艷霞
后蓋是減速器的主要基礎件之一,它將提升器、鎖心軸、液壓缸等零部件組合在一起,使它們保持正確的相互位置,并按一定的傳動關系和要求協調地動作。同時,它與箱體等部件組裝在一起構成減速器。后蓋是一個薄壁殼體零件,結構形狀復雜,有四個表面需要加工,支承孔系的加工精度均要求較高,此外還需要加工一系列的螺紋孔和緊固螺栓孔。減速器后蓋形狀復雜、精度要求高,如果工藝方案不合理就很難加工出合格的產品,影響產品質量和生產效率。本文提出了減速器后蓋的科學加工工藝方案,從而保證了減速器后蓋的加工質量,有效提高了生產效率。
1 零件的技術要求分析
1.1 主要孔的尺寸精度和形位公差
同軸孔f50H9(前孔):用來安裝提升器軸,其孔徑尺寸精度等級為IT9,同軸度允差為0.06,孔軸線與結合面(基準面)的平行度允差為100:0.04。
同軸孔f25H9(后孔):用來安裝鎖心軸的,其孔徑尺寸精度等級為IT9,同軸度允差為0.06,孔軸線與結合面(基準面)的平行度允差為100:0.04。
孔系8-f10.5:與箱體連接的緊固螺栓孔,相對于基準面B(結合面)的位置度誤差為f0.02。
螺紋孔系6-M12:連接液壓缸的螺紋孔,相對于基準面E(A面)的位置度誤差為0.4。
1.2 平面的幾何形狀精度
結合面:與減速箱體結合,平面度誤差將影響其密封程度,因此,平面度誤差為0.08。
A面:用來安裝液壓缸,平面度誤差將影響液壓缸的位置,因此,平面度誤差為0.08。
1.3 孔及平面的表面粗糙度
f50H9孔、f25H9孔的表面粗糙度為Ra3.2μm;結合面的表面粗糙度為Ra6.3μm;其余加工面表面粗糙度為Ra12.5μm。根據各加工方法的經濟精度及一般機床所能達到的位置精度,該零件沒有很難加工的表面,上述各表面的技術要求采用常規加工工藝均可以保證。此外,在加工過程中,人們應注意該零件屬于薄壁殼體件,剛性較差。
2 生產綱領與類型
某公司年產10000臺產品,每臺產品中包含1件后蓋零件,其中備品率為5%,廢品率為1%,零件的年生產綱領N=Qn(1+a%)(1+b%)=10605(件/年),生產類型屬于大批量生產。
3 毛坯的選擇與確定
3.1 確定毛坯種類
根據零件材料HT200,確定毛坯為鑄件。依其結構形狀、尺寸大小和生產類型,根據相關資料可知,毛坯的鑄造方法選用金屬模機械砂型,毛坯精度等級CT9,毛坯尺寸公差1~3mm,加工余量等級G[1]。
3.2 確定鑄件余量及形狀
毛坯為砂型機器造型,灰鑄鐵,查閱相關資料可知,鑄件機械加工余量等級為MA-G級,各表面鑄件機械加工余量如表1所示[1]。
4 機械加工工藝過程設計
4.1 選擇定位基準
基準的選擇是工藝設計中的重要工作之一。基準選擇的正確合理,可使加工質量得到保證,生產率得以提高,否則,加工中會出現許多問題,嚴重則會使零件報廢,導致生產難以進行[2]。
4.1.1 選擇粗基準
選擇粗基準時,主要考慮兩個問題:一是合理地分配各加工面的加工余量;二是保證加工面與不加工面的相互位置關系[3]。對于同時具有加工表面與不加工表面的工件,為了保證不加工表面與加工表面之間的位置要求,應選擇不加工表面作粗基準。因此,人們應選擇與結合面輪廓相對應的輪廓為粗基準,限制三個自由度。

表1 各表面鑄件機械加工余量
4.1.2 選擇精基準
從保證結合面的孔與孔、孔與面之間的位置關系考慮,精基準的選擇應能保證結合面在整個加工過程中基本上都用統一的定位基準[4-5]。后蓋的結合面與各主要支承孔平行,且它的面積大,又是裝配基準面,因此它是理想的精基準,可以用它來限制工件的三個自由度,然后再利用結合面上的兩孔與其構成一面二孔的定位基準,來限制工件的六個自由度。因此,它能滿足整個加工過程中都采用統一定位基準的要求。
4.2 擬定工藝過程
4.2.1 選擇表面加工方法
根據各表面加工要求和各種加工方法所能達到的經濟精度,查閱相關資料可知,人們可選擇的零件主要表面的加工方法如表2所示[1]。
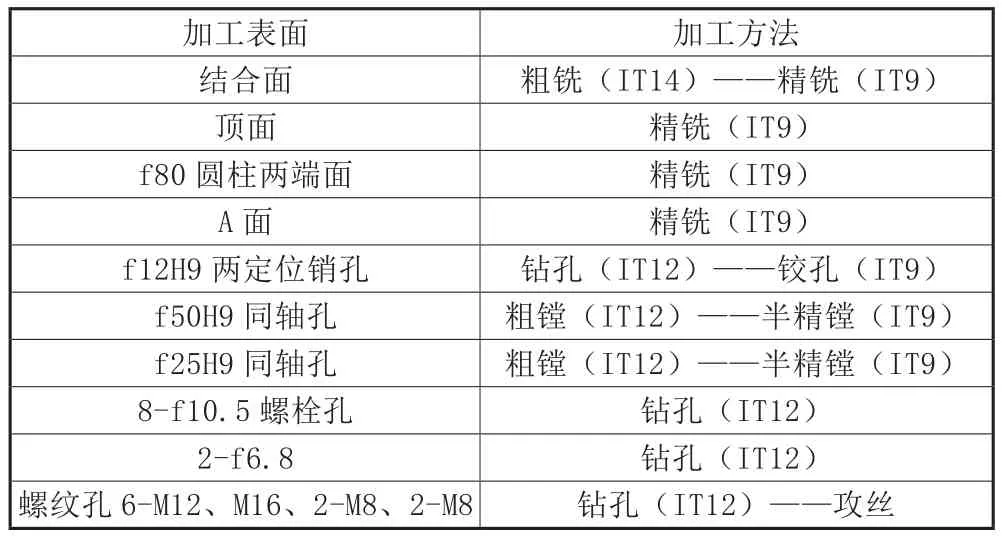
表2 主要表面的加工方法
4.2.2 確定工藝過程
由于各表面加工方法及粗精基準已基本確定,現按照先粗后精、先主后次、先面后孔、基準先行的原則,確定工藝過程,如表3所示。
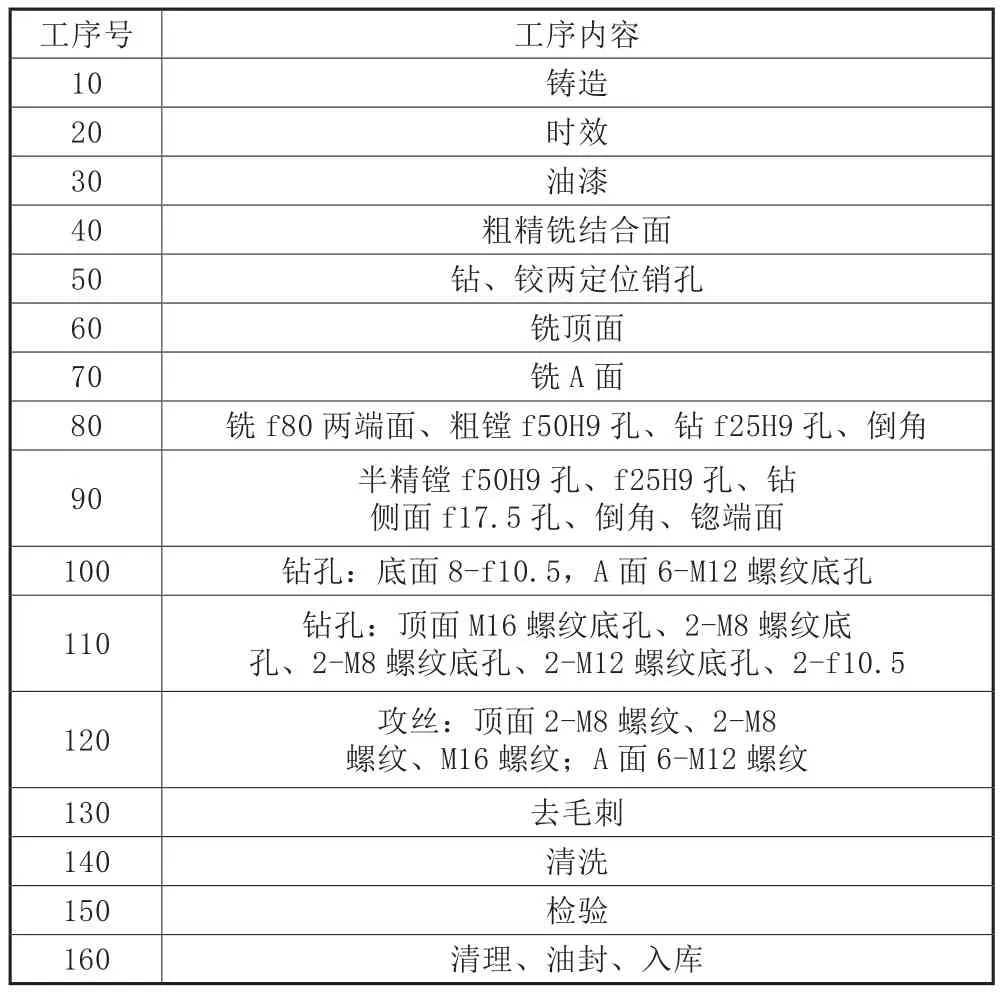
表3 后蓋零件工藝過程方案
5 確定工序尺寸
根據相關資料,各表面的工序尺寸和尺寸偏差如表4所示[1]。
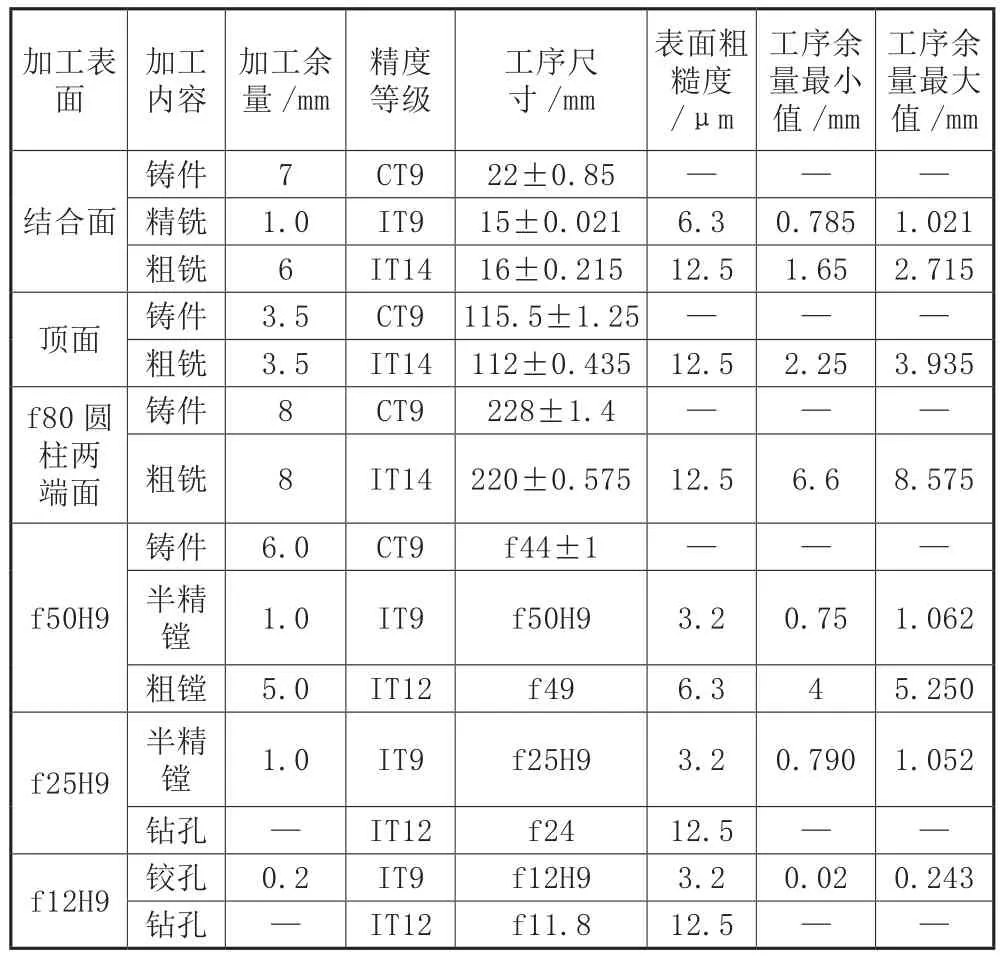
表4 各表面的工序尺寸及公差
6 確定切削用量及時間定額
以粗、精銑結合面為例,本文介紹了切削用量及時間定額計算方法。使用機床為X7010,刀具為可轉位套式面銑刀(GB5342-85),齒數Z=28,直徑dw=315,硬質合金刀片YG8。
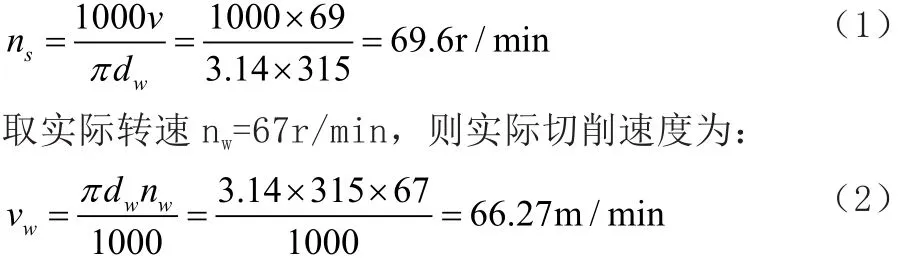
6.1 粗銑
已知:ap=6mm,選取af=0.2mm/z,初取v=69m/min,則銑刀轉速為:
6.2 精銑
已知:ap=1mm,選取af=0.19mm/z,初取v=120m/min,則銑刀轉速為:
6.3 基本工時的計算

取fm=370mm/min,基本工時Tj為:

因此,單件工時為:Tj=2.12min。
7 結語
本文分析了后蓋零件的主要作用、應用場合以及技術要求。為了保證加工質量,提高加工效率,筆者進行了后蓋零件的機械加工工藝規程設計,并且確定工序尺寸、切削用量及時間定額。這為后蓋加工精度提供了可靠保證,節約了設備的投入,具有很好的經濟效益。
[1]李云.機械制造工藝及設備設計指導手冊[M].北京:機械工業出版社,2007:23-46.
[2]吳敬,張樹偉.連桿零件加工工藝分析及鉆孔夾具設計[J].機床與液壓,2013,41(11):131-132.
[3]陳宏鈞.簡明機械加工工藝手冊[M].北京:機械工業出版社,2008:27-29.
[4]申東東.礦車輪加工的液塑夾具設計[J].煤礦機械,2011,32(8):106-107.
[5]劉旭,朱學超,李洪偉.基于典型殼體零件加工工藝規程及鉆孔專用夾具設計[J].煤礦機械,2012,33(8):125-126.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
